


So verbessern Sie die Qualität der 3D-Druckoberfläche
Es ist kein Geheimnis, dass 3D-Druckverfahren keine Oberflächen in Spritzgussqualität direkt aus dem Drucker erzeugen, aber es gibt gute Nachrichten. Es gibt Technologien, die helfen, und es gibt ständig neue Entwicklungen. Da die Nachbearbeitung weniger manuell und zunehmend automatisiert wird, werden die Kosten für 3D-gedruckte Teile sinken.
Das Entfernen der Stützstruktur – oder im Fall von selektivem Lasersintern (SLS) und Multi Jet Fusion (MJF), das Entfernen des Pulverkuchens – ist der erste Schritt, um gedruckte Teile von Stützstrukturen zu befreien, die für den Bau benötigt werden. In dieser PolyJet-Fallstudie erfahren Sie schnell, wie wir neue Technologien zum Entfernen von Stützstrukturen einsetzen. Sobald ein Teil von seinen gedruckten Stützschichten befreit ist, gibt es je nach verwendetem Material viele Möglichkeiten, die Oberflächenrauhigkeit zu beheben. In einigen Fällen könnten Sie besser dran sein, es überhaupt nicht anzusprechen, wenn es für Ihre Anwendung sinnvoll ist.
 Unsere Endbearbeitungsabteilung verwendet eine Vielzahl von Techniken, um die Oberflächengüte nach dem Bau der Teile zu verbessern.
Unsere Endbearbeitungsabteilung verwendet eine Vielzahl von Techniken, um die Oberflächengüte nach dem Bau der Teile zu verbessern. Warum glatte 3D-gedruckte Teile sehr gefragt sind
Warum ist Glätten so beliebt geworden? Viele Gründe. Glätten kann:
- Ästhetik verbessern
- Ermöglichen eine bessere Beschichtung und Lack- oder Farbstoffhaftung
- Hilfe bei der Chemikalienbeständigkeit
- Hilft, das Korrosionspotential zu verringern
- Haltbarkeit verbessern
- Reduzierte Porosität, versiegelte Oberflächen für eine einfachere Reinigung und Sterilisation
- Beseitigen Sie Oberflächendefekte, die Schwachstellen oder Fehlerstellen werden könnten
- Reibungseffekte minimieren
- Verbesserung der Leitfähigkeit
- Verbesserung der Wasserbeständigkeit
- Erstellen Sie spritzgussähnliche Oberflächen auf additiven Teilen
Dies ist keineswegs eine vollständige Liste, aber vielleicht gibt sie Ihnen einige Punkte, die Sie bei der Bewertung Ihrer Teiletextur berücksichtigen sollten.
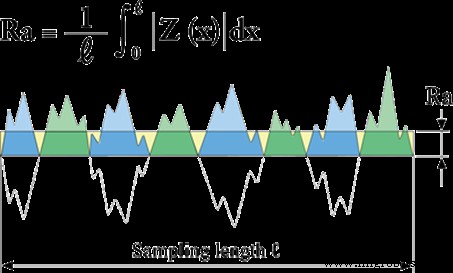
Messen der Oberflächenrauheit
Das am häufigsten verwendete Maß für die Oberflächenrauheit ist Ra oder die durchschnittliche Rauheit zwischen einem Rauheitsprofil und der Mittellinie. Ra ist die Abweichung von der idealen Oberflächenebene, gemessen in Mikroinch oder Mikrometer. Eine größere Ra-Einheit entspricht einer raueren Oberfläche. Beispielsweise werden selektives Lasersintern und Multi Jet Fusion 3D-Druckoberflächen oft mit einem Zuckerwürfel oder einer Blue Jeans verglichen.
Für die meisten Ingenieure ist es erforderlich, eine Obergrenze für die Oberflächenrauheit festzulegen, da dies im Allgemeinen aus mechanischen oder ästhetischen Gründen nicht wünschenswert ist. Manchmal werden Ra-Spezifikationen verwendet, wenn Human Factors Engineering beispielsweise „Griffigkeit“ auf einem Griff oder Touchpad erfordert. Weitere Informationen zu Oberflächenrauheitsparametern finden Sie in ISO 25178.

Wenn Sie Probleme beim Abrufen Ihres Leitfadens haben, klicken Sie hier, um ihn herunterzuladen.
FDM-Teile glätten
 Das Fused Deposition Modeling (FDM)-Verfahren erzeugt während des Drucks ungleichmäßige Schichten. Es gibt eine ganze Reihe von Optionen:Zu den aktuellen Glättungsmethoden gehören:
Das Fused Deposition Modeling (FDM)-Verfahren erzeugt während des Drucks ungleichmäßige Schichten. Es gibt eine ganze Reihe von Optionen:Zu den aktuellen Glättungsmethoden gehören:
- Schmirgeln
- Lückenfüllung
- Polieren
- Malerei
- Dampfglättung
- Eintauchen
- Epoxidbeschichtung
- Metallbeschichtung
Jede Methode hat eine spezifische Auswirkung auf die Teiletoleranzen. Stellen Sie daher sicher, dass Sie alle Kompromisse verstehen, die Sie möglicherweise eingehen, bevor Sie einen dieser Glättungsprozesse einleiten.
Glätten von Stereolithographie-Teilen
Der Stereolithographie-Prozess (SLA) erzeugt im Vergleich zu FDM eine viel glattere Oberfläche direkt aus dem Drucker, da er nicht auf einem Filament-basierten Ansatz beruht. Zwei gängige Methoden zum Glätten von SLA-Teilen sind manuelles Schleifen und Strahlen. Das Medienstrahlen kann mit Sand, Splitt oder Keramikperlen erfolgen. Oft ist Handschleifen oder eine Kombination beider Methoden erforderlich, um eine gleichmäßige Textur zu erzielen, und kreisförmige Schleifbewegungen funktionieren am besten. Um eine stärkere Politur zu erzielen, verwenden Sie ein Schleifpapier mit hoher Körnung.
 Dieses mit SLS hergestellte Nylonteil zeigt unsere Standardoberflächenbeschaffenheit.
Dieses mit SLS hergestellte Nylonteil zeigt unsere Standardoberflächenbeschaffenheit. Glättung von selektivem Lasersintern (SLS) und Multi-Jet-Fusion-Teilen
Pulverbasierte Druckverfahren wie SLS und MJF können das manuelle Schleifen für funktionale Anwendungen nutzen. Wir haben jedoch festgestellt, dass Schleifpapier diese Oberflächen nicht ganz nach unserer Prüfung glättet, selbst mit Papier mit hoher Körnung, insbesondere wenn ein Farbauftrag erforderlich ist. Das Ergebnis kann sich glatter anfühlen, aber die Textur ändert sich zu einer eher samtartigen Oberfläche. Es ist kein 1:1-Vergleich mit der Art und Weise, wie SLA Teile schleift. Eine wirkliche Glättung dieser Materialien wird am besten durch maschinelle Bearbeitung erreicht.
Nylon- und TPU-Teile verlassen sich auch auf zusätzliche Techniken wie chemisches Glätten oder Dampfglätten, um die Oberfläche im Wesentlichen zu einer einheitlichen Textur zu schmelzen. Diese Methode findet immer mehr Verbreitung. Wir färben unsere MJF-Teile immer schwarz, um ein einheitliches ästhetisches Erscheinungsbild zu schaffen. Wenn Sie ein glatt lackiertes SLS- oder MJF-Teil wünschen, beginnen Sie am besten mit einer dicken Schicht Grundierung, um das Material zu versiegeln. Die Grundierung kann vor dem Farbauftrag geglättet werden.
Glätten von 3D-gedruckten Metallteilen
Ob Sie Metallteile drucken oder bearbeiten, glatte Oberflächen werden erwartet. Bei der additiven Fertigung ist die Nachbearbeitung eine Möglichkeit, diese Ecken und Kanten zu beseitigen. Weitere Möglichkeiten sind:
- Kugelstrahlen des gesamten Teils, oder Sie können bestimmte Bereiche des Teils polieren oder polieren
- Elektrochemisches Polieren oder Ätzen
- Gleitschleifen, Gleitschleifen und Schleuderschleifen sind ebenfalls gute Möglichkeiten zum Glätten von Oberflächen. Wie das Strahlen und Kugelstrahlen eignen sich diese Prozesse gut für die Endbearbeitung von Außenflächen, aber der Zugang zu Innenflächen und Kanälen kann schwierig sein.
- Abrasive Flow-Bearbeitung (auch bekannt als Extruderhonen) für die Glätte von Innenwänden. Dabei wird ein abrasives Medium verwendet, das interne Bahnen im Wesentlichen erodiert und entgratet.
- Isotropes Superfinishing, das Vibrationen und Polieren verwendet, um dem Teil ein spiegelähnliches Finish zu verleihen
Es sollte beachtet werden, dass es einige Fälle gibt, in denen raue Oberflächen und die Maximierung der Gesamtoberfläche integraler Bestandteil eines Teiledesigns sind. Eines der am häufigsten zitierten Beispiele ist ein strukturelles Implantat, das eine Osteointegration (Knochenwachstum in ein Implantat) erfordert, um seine Funktion zu erfüllen. Stryker ist ein Unternehmen, das Pionierarbeit leistet, was additives poröses Implantatdesign erreichen kann.
Sowohl die Kontrolle der Oberflächenbeschaffenheit von additiven Teilen als auch die Automatisierung des Prozesses schreiten mit rasanter Geschwindigkeit voran, und wir sind gespannt, welche zusätzlichen Prozesse in den nächsten fünf Jahren durchstarten werden. Eine Ressource für die Hosentasche finden Sie in unserem 3D-Druck-Oberflächenfinish-Leitfaden, um Nahaufnahmen von Teilen und Oberflächenfinishs zu sehen, die wir mit jeder unserer 3D-Drucktechnologien herstellen können.
Industrietechnik
- Wie der 3D-Druck die Luft- und Raumfahrt verändert hat
- Verbesserung der Produktqualität und -konsistenz in der Lebensmittelherstellung
- Erläuterung der Select Surface Finish Quality (SFQ) von Hurco
- Wie kann man die Oberflächenbeschaffenheit von Aluminium-Sandguss verbessern?
- Wie 3D-gedruckte Gitterstrukturen Teile verbessern können
- Wie man die Effizienz der Maschinenbediener misst und verbessert
- Was tun, um die Produktionsqualität zu verbessern?
- Wie nutzt man die Qualitätsdokumentation zur Verbesserung der Produktion?
- So verbessern Sie die Maschinengenauigkeit
- Wie man die Produktivität und Fertigungsqualität in industriellen Umgebungen verbessert