


SMT-Lötzuverlässigkeitsforschung basierend auf Schaltungsmodulen in der Automobilelektronikindustrie
Der Trend zur Miniaturisierung elektronischer Produkte führt zu komplizierten Produktstrukturen, was die Verbreitung von Multi-Chip-Modulen fördert. Das Aufkommen des Kernmoduls ist eine neue Herausforderung für SMT. Aufgrund des großen Umfangs der Substrat- und Wärmetheorie treten jedoch einige Probleme wie falsches Schweißen und kontinuierliche galvanische Zinnabscheidung beim Laden neuer Produkte auf.
Forschung zur SMT-Lötzuverlässigkeit von Schaltungsmodulen
Falsches Schweißen bezieht sich auf den Umstand, dass die Zinnschicht nicht vollständig auf der Oberfläche von Schweißnähten plattiert ist, die nicht mit Zinn befestigt sind, keine Metalllegierung zwischen der Schweißfläche der Komponente und dem PAD entsteht, der Druck möglicherweise dazu führt, dass sich die Komponenten lösen und schlecht leiden Kontakt und die Mindestlötpunkthöhe ist kleiner als 25% des Wertes der Kombination aus Mindestlötpunkthöhe plus lötbarer Höhe.
Zu den häufigsten Gründen für falsches Schweißen gehören die schlechte Qualität der Zinnpaste, die Zusammensetzung des Lötflussmittels, die Oxidationsschicht auf den Komponentenstiften, die schlechte Oberflächenbeschaffenheit des PAD, die Einstellung der Lötparameter und das instabile Reflow-Löten.
• Analyse der Ursachen von Problemen
a. Analyse auf Kernmodulsubstrat
Zu den wichtigsten Parametern, die die Leistung des PCB-Substratmaterials angeben, gehören Tg (Glasübergangstemperatur), CTE (Wärmeausdehnungskoeffizient) und Td (Delaminierungstemperatur).
In der frühen Entwicklung wird FR-4 Tg150 (Material> 145) als Kernmodul-Substratmaterial und eine relativ dicke Lötmaskenfilmabdeckung auf der Substratunterseite aufgebracht. Im Prozess des Reflow-Lötens kommt es infolge niedriger Tg zu einer leichten Knickverformung, so dass die Lötsicherheit beim zweiten Reflow-Löten mit dem Auftreten von Falschschweißungen reduziert wird.
b. Analyse der Zinnpastenmenge
Gemäß den normalen handwerklichen Anforderungen sollte die Dicke der Schablone 0,13 mm betragen, ebenso wie die Dicke der Pad-Zinnpaste im Kernmodul nach dem Drucken. Da das Kernmodul beim Löten unter Verformung, Fehlschweißen und geringer Lötzuverlässigkeit leidet, werden Produkte möglicherweise mit Qualitätsrisiken konfrontiert.
• Verbesserungsexperiment
a. Substratmaterial und Versuchsaufbau
Das Substratmaterial ist eines der wichtigsten Elemente, die die Zuverlässigkeit von Produkten beeinflussen. FR-4 Tg150 (Material> 145) mit relativ geringen Kosten wird in den frühen Produkten verwendet. In der frühen Entwicklung des Experiments wird FR-4 Tg170 (Material>175) aufgrund seiner relativ hohen Zuverlässigkeit als Ersatz für FR-4 Tg150 (Material>145) verwendet.
Das Redesign der unteren Lötmaske des Substrats muss implementiert werden, wobei die Dicke der Lötmaske verringert und die Materialqualität der Lötmaske verbessert wird, so dass die Qualität der Lötmaske garantiert ist und die Zuverlässigkeit des zweiten Reflow-Lötens nicht beeinflusst wird.
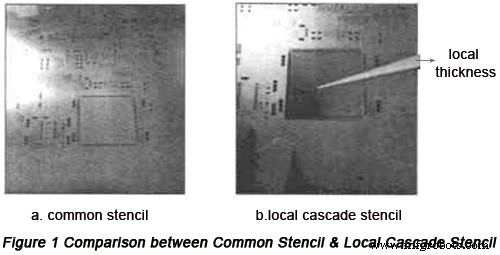
b. Versuchsaufbau auf Schablonenausschnitt
In der frühen Phase des Schablonendesigns ist die Dicke der Schablone aufgrund von QFP-Komponenten mit einem Stiftabstand von 0,5 mm auf der Leiterplatte auf 0,13 mm ausgelegt. Im ersten Herstellungsprozess findet ein Falschschweißen am Kernmodul statt, wobei die Dicke der Zinnpaste 0,13 mm beträgt, woraufhin die Dicke der Schablone auf die Mindestdicke des üblichen Schablonendesigns von 0,15 mm erhöht wird. Unter dieser Bedingung beträgt das Verhältnis von Schablonenloch und äußerem Vergrößerungsloch 1:1,2, wobei die schlechte Qualität weit davon entfernt ist, verbessert zu werden. Unter dieser Bedingung kann im Experiment nur eine spezielle Kaskadenschablone angewendet werden, und die Dicke der Schablone wird von den ursprünglichen 0,15 mm auf 0,3 mm verbessert, so dass die Zinnpastendruckmenge auf dem Modulmontagepad sichergestellt werden kann.
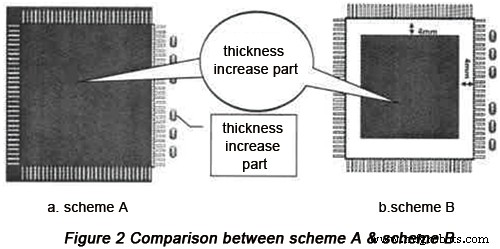
Während der Kaskadenschablonenanwendung werden verschiedene Versuchsschemata verwendet, und im Folgenden werden relativ vernünftige Schemata angezeigt:
In Schema A wird die Dicke der Gesamtfläche des Moduls um 0,3 mm erhöht, wobei die Dicke der Seite, die kleine Skalen enthält, unverändert bleibt .
In Schema B ist der Bereich mit zu erhöhender Dicke 4 mm kleiner als in Schema A und die Dicke wird um 0,3 mm erhöht, wobei die Dicke der Pad-Löcher unverändert bleibt.
Nach der Pilotproduktion und dem Vergleich zwischen Schema A und B findet an der Position des Widerstandspakets eine kontinuierliche galvanische Zinnabscheidung statt, woraus geschlossen werden kann, dass Schema B besser ist.
c. Experiment zur Verbesserung des Herstellungshandwerks
Vor dem Eintritt in den Reflow-Ofen muss die Aufgabe der Gelabgabe implementiert werden und Positionen können unter dem Effekt der Gelverfestigung und Schrumpfung mit der Funktion der Schaltungsmodulfixierung bestimmt werden, damit Verformungen und Verschiebungen des Modulsubstrats beim Löten effektiv reduziert werden können.
• Testergebnis
Dank einer Reihe von Verbesserungsmaßnahmen, einschließlich der Verbesserung des Schablonendesigns, der Neuauswahl und Positionierung des Leiterplattenmaterials und der Verbesserung des Fertigungshandwerks, haben die Menge an Zinnpaste und die Steighöhe des Zinns im Kernmodul den IPC-Standard im Lötprozess erreicht. Der Anteil fehlerhafter Kernmodulprozesse wird von 686 ppm auf 23 ppm stark reduziert, so dass die Zuverlässigkeit der Produkte gewährleistet ist. Die Daten in der folgenden Tabelle zeigen das Ergebnis am besten.
| Ergebnis | Substratmaterial | Produktionsvolumen | Anzahl Testpunkte | Fehlertyp | Anzahl der Fehler | Anzahl der Schlechtigkeiten | Anteil defekt (PPM) |
|---|---|---|---|---|---|---|---|
| Umstand der ersten Pilotproduktion | Tg150 | 50 | 43750 | Falsches Schweißen des Kernmoduls | 20 | 20 | 457 |
| Kontinuierliches galvanisches Abscheiden des Kernmoduls | 0 | 0 | 0 | ||||
| Summe | 20 | 20 | 457 | ||||
| Ergebnis des Versuchs zum ersten Mal der Verbesserung (Schema A) | Tg170 | 50 | 43750 | Falsches Schweißen des Widerstandspakets | 0 | 0 | 0 |
| Kontinuierliches galvanisch abgeschiedenes Zinn-Widerstandspaket | 30 | 30 | 686 | ||||
| Summe | 30 | 30 | 686 | ||||
| Ergebnis des Versuchs zum zweiten Mal der Verbesserung (Schema B) | Tg170 | 50 | 43750 | Falsches Schweißen des Kernmoduls | 1 | 1 | 23 |
| Kontinuierliches elektrolytisches Zinn-Kernmodul | 0 | 0 | 0 | ||||
| Summe | 1 | 1 | 23 |
Schlussfolgerung
Die Anwendung des Kernmoduls ist in der Lage, die Forschungsentwicklung zu beschleunigen und den Fortschritt von Automobilelektronikprodukten zu verbessern. In der Phase neuer Produkte kann eine Transplantation implementiert werden, so dass Entwicklungskosten und -komplexität reduziert werden können. In der frühen Phase der Pilotproduktion treten jedoch aufgrund des großen Umfangs des Kernmoduls und der hohen Anforderungen an das Fertigungshandwerk Nachteile auf, so dass seine Zuverlässigkeit möglicherweise schrumpft und das Modul nicht besser angewendet werden kann.
Das zu PCB gehörende Kernmodul muss eine Reihe von Prozessen durchlaufen, darunter Hochtemperatur-Reflow, Lagerung und ein weiteres Hochtemperatur-Reflow, bei dem sich die Leiterplatte verformt, falsch schweißt und kontinuierlich galvanisch abgeschieden wird. Diese Probleme in Bezug auf Kernmodule wurden erfolgreich durch Experimente und Pilotproduktion von Produkten gelöst, so dass mehr Möglichkeiten für die Anwendung von Kernmodulen bereitgestellt werden und der Fortschritt der Modulanwendung von Automobilelektronikprodukten ebenfalls beschleunigt wird.
Hilfreiche Ressourcen:
• Elemente, die die Qualität des SMT-Lötens beeinflussen, und Maßnahmen zur Verbesserung
• Eigenschaften und Überlegungen zum Design von Leiterplatten in der Automobilindustrie
• 5 Tipps für das Schaltungsdesign in der Automobilindustrie zur Bekämpfung von EMI
• 5 bewährte Methoden zur Beurteilen Sie die Zuverlässigkeit von Automobil-Leiterplattenherstellern
• Einige praktische Methoden zur Bewertung der Fähigkeiten von SMT-Bestückern
• PCB-Fertigungsservice mit vollem Funktionsumfang von PCBCart – Mehrere Mehrwertoptionen
• Erweiterter PCB-Montageservice von PCBCart – Start ab 1 Stück
Industrietechnik
- Zukunft der Automobilindustrie
- Der Wert der additiven Fertigung in der Automobilindustrie
- KI unterstützt Forschungsprojekt zu intelligenter Beleuchtung
- Wie die Automobillogistikbranche mit COVID-19 konfrontiert ist
- CNC-Bearbeitung in der Automobilindustrie
- Digitale Transformation und IoT in der Automobilindustrie
- 5 Tipps für das Design von Automobilschaltkreisen zur Bekämpfung von EMI
- Eigenschaften und Überlegungen zum Design von Leiterplatten in der Automobilindustrie
- Anwendung des 3D-Drucks in der Automobilindustrie
- Elektronische Wasserpumpen in der Automobilindustrie