


Wissen über Verrundungen in der CNC-Bearbeitung
Neu verarbeitete Metallteile können am Ende schärfere Kanten haben, als der Endverbraucher erwartet hat, es sei denn, das Design macht diese scharfen Kanten glatt. Verrundungen und Fasen werden normalerweise Volumenkörpermodellen hinzugefügt, damit sie gut aussehen und scharfe Kanten und Ecken beseitigt werden. Viele Ingenieure verwenden diese Funktionen problemlos in ihren CAD-Modellen, um die Funktionalität zu verbessern und das Design zu verbessern. Um einen Kantenbruch zu erzeugen, sollte das Design abgeschrägte oder abgeschrägte Kanten und abgerundete Ecken, sogenannte Verrundungen, enthalten.
Was ist ein Filet?
Im Maschinenbau bezeichnen Maschinisten abgerundete Ecken als kreisförmige Teile, die an Innen- oder Außenkanten gestaltet sind.
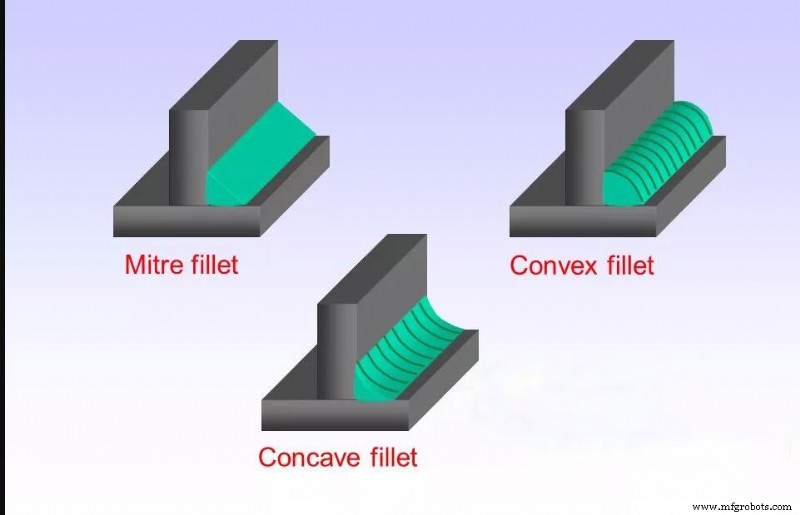
Es gibt drei Arten von Verrundungsmechaniken:abgeschrägte Verrundung, konkave Verrundung und konvexe Verrundung. Innen sind die Filets konkav, außen konvex. Ingenieure verwenden Verrundungen, um die Belastung von Teilen zu reduzieren. Daher trägt die Verrundung dazu bei, die Spannung auf die größere Oberfläche zu verteilen und zu verhindern, dass sich der belastete Teil schnell verformt.
Wenn das Design scharfe Kanten und geringe Spannungskonzentrationen eliminieren muss, ist die Verrundungstechnik die beste Wahl für Maschinisten.
Eine Verrundung ist eine kreisförmige Kante oder Ecke eines Teils. Hohlkehlen helfen, Spannungen abzubauen und auf eine größere Oberfläche zu verteilen, wodurch die Lasttragfähigkeit verbessert und eine schnelle Verformung von Druckteilen verhindert wird. Die konkave Verrundung befindet sich innerhalb des Teils, während sich die konvexe Verrundung außerhalb befindet. Wenn beispielsweise eine vertikale Wand auf eine geneigte Fläche innerhalb eines Teils trifft, kann eine Verrundung auch einen Übergang zwischen Merkmalen erzeugen.
Ausrundungen und andere Designmerkmale
Rundungen werden leicht mit anderen Konstruktionsmerkmalen wie Rundungsradius, Fase und Fase verwechselt. All diese Merkmale erzeugen ein ähnliches Design, bei dem scharfe Kanten auf irgendeine Weise gebrochen sind. Verrundung ist ein scharfkantiges Bruchmerkmal, das der inneren Ecke eines Teils einen konkaven oder konvexen Radius hinzufügt. Verrundungen unterscheiden sich von Fasen und Fasen, da sie keinen Radius haben. Die Fase ist normalerweise ein 45-Grad-Winkel, der der Designkante des Features hinzugefügt wird. Und die Neigung ist eine Neigung einer horizontalen oder vertikalen Kante. Der Verrundungsradius umläuft die innere Ecke des gefertigten Teils und der Verrundungsradius umläuft die äußere Ecke des gefertigten Teils.
Unnütze Verwendung von Filets
1. Entwerfen Sie keine Verrundungen für 3D-gedruckte Teile
Da der 3D-Druck ein additiver Prozess ist, muss nicht davon ausgegangen werden, dass sich das Werkzeug um das Teil herum bewegen und Material entfernen muss, um das Teil zu entwerfen, und der Konstrukteur kann komplexe und ungewöhnliche Geometrien freier verwenden. Verrundungen werden manchmal in Bereichen hinzugefügt, in denen sich die Geometrie dramatisch ändert, um Spannungen zu beseitigen, aber sie werden selten benötigt. Die Taschen und Innenelemente des Druckwerks können abgewinkelt oder spitz sein, und Sie können sogar einen Hohlraum haben, der vollständig vom umgebenden Material umgeben ist!
2. Gestalten Sie keine Verrundungen für die Unterkante
Das Abrunden der Unterkante einer Nut, einer Wand, eines Sacklochs oder eines Buckel-Features kann verwendet werden, um die Ästhetik des Teils zu verbessern oder die Festigkeit des Features zu erhöhen (durch Verringerung der Spannungskonzentration). Abgerundete Ecken an diesen Stellen erfordern jedoch die Verwendung von Kugelkopffräsern und machen Ihr Teil immer teurer als die unteren Merkmale. Dies liegt daran, dass die Programmierung einer solchen Geometrie normalerweise eine 3D-Bearbeitung erfordert (erfordert eine längere Einwahlzeit). Darüber hinaus sind Kugelfräser von Natur aus zerbrechlicher als Vierkantfräser und müssen mit einer geringeren Geschwindigkeit verarbeitet werden.
Es hat sich gezeigt, dass Änderungen an anderen geometrischen Merkmalen, wie z. B. der Tiefe des Lochs oder der Nähe des Lochs zu anderen Volumenentfernungsmerkmalen, einen größeren Einfluss auf die Spannung am Boden des Lochs oder der Kavität haben als die Verrundung an der Unterseite. Darüber hinaus sind Designänderungen, die diese Merkmale modifizieren, kostengünstiger als das Hinzufügen komplexer Verrundungen am Boden des Hohlraums.
Optimale Ausnutzung der Filets
Kante des Teils
Um Unfälle während der Handhabung und Inspektion zu vermeiden, ist es sicherer, alle Kanten des Teiledesigns zu brechen. Das Anfasen ist jedoch nicht immer die beste Wahl für Teilekanten. Scharfe Kanten können bei der Handhabung zu Verletzungen führen. Daher müssen Sie in diesem Fall möglicherweise eine Verrundung auswählen.
Beim Entwerfen von Teilen mit Endbearbeitung ist es eine gute Möglichkeit für CNC, die Kanten dieser Bereiche zu verrunden, sodass das Erscheinungsbild Ihrer Teile ohne grobe Übergänge nahtlos integriert werden kann. Da kosmetische Verrundungen keine mechanischen oder Festigkeitseigenschaften bieten, sollten Sie kosmetische Verrundungen hinzufügen, nachdem Sie die verbleibende Geometrie bestimmt haben. Diese Funktionen sollten jedoch mit Vorsicht verwendet werden, da sie die Kosten der bearbeiteten Komponenten beeinflussen.
Innenkanten zwischen vertikalen Wänden
Um durch Hochgeschwindigkeitsrotation zu schneiden, sind alle CNC-Werkzeuge kreisförmig und achsensymmetrisch, sodass es unmöglich ist, einen rechtwinkligen Winkel zwischen zwei vertikalen Wänden zu schneiden. Jede Kante, an der sich zwei vertikale Wände in einem Winkel von weniger als 180 ° schneiden, muss abgerundet werden.
Innenkanten zwischen geneigten / organischen Flächen
Wie im ersten Fall in diesem Abschnitt sind abgerundete Ecken auch für Kanten unter 180° zwischen abgewinkelten oder organischen Flächen erforderlich. Wenn diese Kanten nicht vollständig vertikal sind, werden sie mit einem Kugelkopffräser geschnitten, und der Radius des Werkzeugs ist die minimale Verrundungsgröße, die zwischen den Oberflächen verbleiben kann.
Vertikale Wand + Abschrägung / gebogene Oberfläche / organische Oberfläche
In der Kombination aus dem ersten und zweiten Fall, wenn die vertikale Wand auf Ihrem Teil auf die geneigte, gekrümmte oder organische Oberfläche darunter trifft, müssen Sie Verrundungen einbeziehen.
Schlussfolgerung
Verrundungen in der Fertigung sollen scharfe Kanten oder Ecken abrunden.
Die Verrundung wird mit einem CNC-Verrundungskantenwerkzeug oder einem ähnlichen Verrundungswerkzeug bearbeitet, das am Schnittpunkt zweier Flächen einen konvexen oder konkaven Kreis bildet.
Eine Verrundung ist eine kreisförmige Oberfläche, und eine Fase ist eine flache Oberfläche. Beide liegen zwischen den Schnittpunkten der beiden Flächen.
Verrundungen bieten eine bessere Spannungskonzentrationsentlastung als Fasen.
Obwohl Rundungen eine vernachlässigbare Querschnittsfläche vergrößern können, besteht ihr Hauptvorteil darin, dass sie die Spannungskonzentration in dem Bereich, auf den sie aufgebracht werden, verringern.
Herstellungsprozess
- 5-Achsen-CNC-Bearbeitung
- Kennen Sie verschiedene Arten von CNC-Bearbeitungstechniken
- 3D-Druck vs. CNC-Bearbeitung
- Verschiedene Arten der CNC-Bearbeitung
- CNC-Bearbeitung von Acryl
- CNC-Bearbeitung von Polymeren
- 11 Allgemeines Wissen über CNC-Gravurbearbeitung, das Sie kennen müssen
- Ein Überblick über Bohrungsoperationen in der CNC-Bearbeitung
- Was ist 5-Achsen-CNC-Bearbeitung?
- Lustige Leckerbissen über Präzisions-CNC-Bearbeitung