


5-Achs-Programmierung:Programmieren mit Werkzeugvektoren?
Bei der Programmierung in 5-Achsen haben wir zwei verschiedene Optionen, die wir verwenden können, um Drehbewegungen und Positionen zu befehlen. Wir können die Daten entweder über Drehwinkel oder Werkzeugvektoren ausgeben. Obwohl jeder seine Vor- und Nachteile hat, würde ich es vorziehen, einen Postprozessor so zu konfigurieren, dass er diese Rotationsbefehle als IJK-Werkzeugvektoren ausgibt, anstatt der üblicheren ABC-Achsenrotationswinkel, wenn ich die Wahl habe.
Die Verwendung von IJK-Werkzeugvektoren macht das Programm unabhängig von einer bestimmten Maschinenkonfiguration. Da wir keinen bestimmten Achsen-Callout (A, B oder C) befehlen, kann die Maschine alle verfügbaren Achsen verwenden, um das Werkzeug an seiner befohlenen Position und seinem Neigungswinkel zu positionieren. Diese Freiheit ermöglicht es, dass dasselbe Teileprogramm von mehreren verschiedenen Maschinen in der Werkstatt gemeinsam genutzt wird – unabhängig von der Maschinenkonfiguration – und kann eine enorme Freiheit bei der Planung von Aufträgen in der Werkstatt bieten.
Werkzeugvektoren können auch die Erstellung von Postprozessoren vereinfachen. Beim Programmieren eines 5-Achsen-Werkzeugwegs mit einem CAM-System berechnet die Software automatisch die befohlenen Bewegungen intern unter Verwendung von Werkzeugvektoren. Daher liegt es nahe, dass ein Postprozessor, der diese zuvor erstellten Züge einfach ausgeben kann, ohne sie übersetzen zu müssen, viel einfacher zu erstellen wäre. Wenn wir den Postprozessor so konfigurieren, dass er jede Bewegung in einen A-Achsen-, B-Achsen- oder C-Achsen-Befehl übersetzt, muss der Postprozessor mehr Arbeit leisten – und wird wiederum komplexer und benötigt mehr Zeit für die Konfiguration und testen.
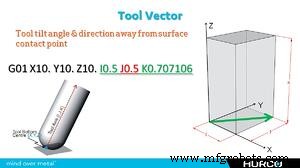
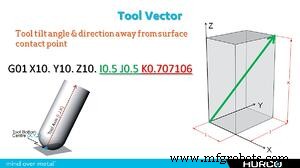
Was ist also ein Werkzeugvektor? Werkzeugvektoren sind einfach IJK-Werte in einem Programm, die am Ende einer XYZ-Position hinzugefügt werden und bestimmen, in welchem Winkel und in welcher Richtung das Werkzeug von der befohlenen XYZ-Position weg geneigt werden soll. Zum Beispiel:ein Werkzeugvektorbefehl von G01 X10. Y10. Z10. E0.5 J0.5 K0.707106 wäre die gleiche Werkzeug- und Achsposition wie beim Aufruf von G01 X10. Y10. Z10. B45. C45… ohne dass spezifische Achsbefehle aufgerufen werden müssen. Der zweite Befehl konnte NUR auf einer Maschine mit einer BC-Maschinenkonfiguration verwendet werden.
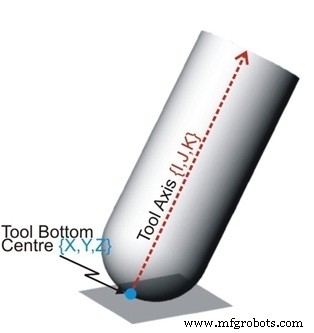
Obwohl Werkzeugvektor-Datenpunkte KEINE gemessenen Entfernungen sind und ihnen keine Maßeinheit zugeordnet ist, sehe ich sie so in meinem Kopf, wenn ich versuche, einen befohlenen Neigungswinkel des Werkzeugs zu visualisieren. Die drei Buchstaben, die in einem Vektor verwendet werden, entsprechen den drei Achsen der Maschine… I liegt entlang der X-Achse, J entlang der Y-Achse und K liegt in Richtung der Z-Achse. Nehmen wir im folgenden Beispiel nur zu Visualisierungszwecken an, dass jeder IJK-Token eine Messung in Zoll ist. Gehen Sie vom XYZ-Werkzeugkontaktpunkt aus von einem Raumpunkt aus, der 0,50 Zoll positiv in der X-Achse, 0,50 Zoll positiv in der Y-Achse und 0,70716 Zoll oben in der positiven Z-Richtung ist. Stellen Sie sich nun eine Linie vor, die in der Mitte der Werkzeugspitze beginnt und sich nach oben durch den Punkt im Raum erstreckt, der von den IJK-Tokens erstellt wurde. Das wären der befohlene Neigungswinkel und die Richtung des Werkzeugs. Es ist so einfach!

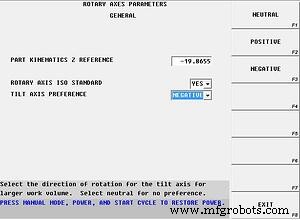
Es gibt eine letzte Sache, die wir besprechen müssen, wenn wir über die Verwendung von Werkzeugvektoren zur Programmierung in 5-Achsen sprechen. Wenn Sie der Maschine erlauben zu bestimmen, wie sie ihre verfügbaren Rotationsachsen verwenden wird, um das Werkzeug auf den befohlenen Neigungswinkel zu positionieren, und wir erkennen, dass es mindestens zwei akzeptable Lösungen für jede 5-Achsen-Kombination gibt, müssen wir a bestimmen Möglichkeit, die Steuerung zu zwingen, diejenige auszuwählen, die am besten zu ihrer individuellen Maschinenkonfiguration passt. Wir tun dies, indem wir etwas anwenden, das als „Neigungsachsenpräferenz“ bezeichnet wird … eine Einstellung innerhalb der Steuerungsparameter für jede Werkzeugmaschinensteuerung, die mit Werkzeugvektoreingabe programmieren kann.
Neigungsachsenpräferenz wird verwendet, um die Lösung des aktuellen 5-Achsen-Befehls zu erzwingen, der die am besten geeignete Drehrichtung für die Maschine ist, auf der das Programm ausgeführt wird. Zum Beispiel:Bei einer Zapfenmaschine, bei der die A-Achse um 110 Grad in die negative Richtung, aber nur um 30 Grad in die positive Richtung geneigt werden kann (wie bei allen 5-Achsen-Zapfenmaschinen von Hurco), müssen wir tun, was wir können um die Steuerung zu „zwingen“, wenn möglich immer negativ zu neigen … um sicherzustellen, dass wir genügend Achsenbewegung haben, um die Bewegung abzuschließen.

CNC-Maschine
- Funktionszeiger in der C-Programmierung mit Beispielen
- Python - Erweiterungsprogrammierung mit C
- ATtiny85 mit Arduino Uno programmieren
- 5-Achsen-CNC:Programmierung von 5-Achsen-Transformationsebenen mit IJK-UVW-Vektoren
- 5-Achsen-Programmierung:Werkzeugachsen- und Kollisionskontrolle verstehen
- Einfachere 5-Achsen-Programmierung mit ASR
- Mehrfachwerkzeug-Drehmaschine mit Polymerbasis – SNK
- Drehen neu erfunden mit PrimeTurning
- Abstechen mit Y-Achsen-Bearbeitung
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung