


Haas-CNC-Parameter angetriebene Werkzeuge mit G81-, G82-, G83-, G85-, G89-, G95-Zyklen
Haas CNC-Zyklen G81, G82, G83, G85, G89, G95 mit angetriebenen Werkzeugen
Vor der Verwendung von G81-, G82-, G83-, G85-, G89-, G95-Festzyklen mit stirn- oder axial angetriebenen Werkzeugen muss sichergestellt werden, dass die Haas-CNC-Parameter 315 Bit 1 (NO SPINDLE CAN CYCLE) richtig eingestellt sind.
Haas-Parameter 315 GEMEINSAMER SCHALTER 4 – Haas-Drehmaschine
Haas CNC-Parameter 315 Bit 1 (KEINE SPINDE KANN ZYKLUS)
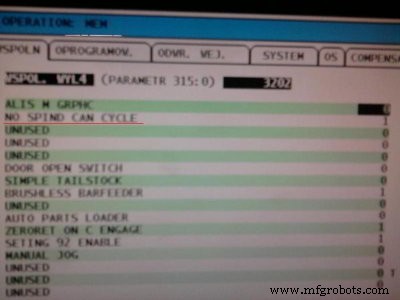
Haas-CNC-Parameter 315 Bit 1
Haas CNC-Drehmaschinenparameter 315 Bit 1 auf 1 gesetzt
Wenn der Haas CNC-Drehmaschinenparameter 315 Bit 1 auf 1 gesetzt ist, wird die Hauptspindel während eines Festzyklus nicht aktiviert.
Haas CNC-Drehmaschinenparameter 315 Bit 1 auf 0 gesetzt
Wenn Haas CNC-Drehmaschinenparameter 315 Bit 1 auf 0 gesetzt ist, arbeitet der Festzyklus auf die übliche Weise durch Drehen der Hauptspindel.
CNC G01 Winkelprogrammierung
C-Achsen-Drehbank-Programmierbeispiel mit angetriebenen Werkzeugen auf Haas CNC
CNC-Maschine
- mon Probleme mit CNC-Maschinen
- Verbessern Sie den Betrieb von CNC-Fräsern mit Hilfe von Werkzeugtechniken
- Ein Handbuch zum CNC-Formenbau
- Geld verdienen mit CNC-Fräsern
- CNC-Holzfräser - mit atemberaubenden Anwendungen
- Verwendung von Haas-Werkzeugen mit Fusion 360
- CNC-Drehzentrum verfügt über Funktionen für angetriebene Werkzeuge
- G81 C-Achse
- Tieflochbohren mit Spanbrechen oder Tiefbohren auf Haas CNC
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel