


HAAS CNC-Fräsmaschine Kreisinterpolation Erklärung mit Beispiel
Haas CNC Milling Circular Interpolation Programmiererläuterung mit CNC-Beispielprogrammen. Diese Beispiele zeigen, wie IJK oder R im CNC-Programm angegeben werden können, während die Kreisinterpolation mit G02 G03 G-Codes programmiert wird.
Haas-Kreisinterpolation
Warum IJK verwenden, wenn R einfacher zu programmieren ist?
R ist einfacher zu definieren, obwohl es einfacher ist, einen Fehler zu machen und einen falschen Radius zu erhalten. Wenn R verwendet wird und Sie einen Fehler beim Start- oder Endpunkt machen und die Maschine den Radius trotzdem ausführen kann und dies auch tut, dann haben Sie einen falschen Radius.
Wenn Sie bei der Methode I, J, K einen Fehler machen, stoppt die Maschine eher und gibt Ihnen einen Alarm, bevor sie sie ausführt.
Die Verwendung eines R in einem G02 oder G03 ist jedoch immer noch einfacher und die bevorzugte Methode, um einen Bogen manuell zu programmieren.
Was ist R
R ist der Abstand vom Startpunkt zum Mittelpunkt des Kreises.
Was ist IJK
„I“ =Inkrementeller Abstand vom Startpunkt zum Bogenmittelpunkt auf der „X-Achse.“
„J“ =Inkrementeller Abstand vom Startpunkt zum Bogenmittelpunkt auf der „Y-Achse.“
„K“ =Inkrementeller Abstand vom Startpunkt zum Bogenmittelpunkt in der „Z-Achse.“
Wann negatives R verwendet werden sollte
Bei einem positiven R erzeugt die Steuerung einen kreisförmigen Pfad von 180 Grad oder weniger, aber um einen kreisförmigen Pfad von mehr als 180 Grad zu erzeugen, geben Sie ein negatives R an. Wenn R verwendet wird, ist ein vollständiger 360-Grad-Bogen nicht möglich. X, Y oder Z ist erforderlich, um einen anderen Endpunkt als den Startpunkt anzugeben. Alles unter einem 360-Grad-Bogen kann also mit einem R-Befehl in einem G02 oder G03 ausgeführt werden.
So schneiden Sie einen 360-Grad-Bogen oder Vollkreis
Die Verwendung von I, J oder K ist die einzige Möglichkeit, einen vollständigen 360-Grad-Bogen zu schneiden; In diesem Fall ist der Startpunkt derselbe wie der Endpunkt und es wird kein X, Y oder Z benötigt. Um einen vollständigen Kreis von 360 Grad (360 °) zu schneiden, müssen Sie keinen Endpunkt X, Y oder Z angeben. Programmieren Sie einfach I, J oder K, um den Mittelpunkt des Kreises zu definieren.
Beispielprogramm
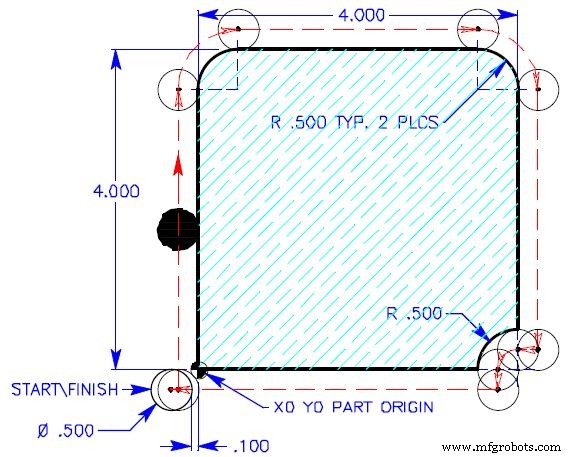
HINWEIS: Beispiele für kreisförmige Bewegungen verwenden keine Fräserkompensation, daher werden die kreisförmigen Bewegungen von der Mitte des Fräsers um den Bogen herum definiert.
G02 G03 mit R
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 R0.75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. R0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
G02 G03 mit IJK
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 I0.75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0.75 G01 Y0.25 X4. G03 X3.75 Y0. I0. J-0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
CNC-Maschine
- Fräsen – Eine Kurzanleitung
- Wie verwendet man eine CNC-Fräsmaschine?
- Ein Sicherheitsleitfaden für CNC-Fräsmaschinen
- Waffengravur mit einer CNC-Fräse – 3 Markierungsmöglichkeiten unter die Lupe genommen
- CNC-Fräsmaschine vs. CNC-Fräser
- Unterschiede zwischen CNC-Fräsen und manuellen Fräsmaschinen
- CNC-Fräsen Drehen, Zeit ist Geld
- CNC-Programmbeispiel G03 Kreisinterpolation
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode