


G20 Drehzyklus – CNC-Drehmaschine Fanuc 21 TB
Der G20-Längsdrehzyklus für die CNC-Steuerung Fanuc 21 TB ist ein modaler G-Code.
Der G20-Drehzyklus kann auch zum Geraddrehen und Kegeldrehen verwendet werden.
Der G20-Drehzyklus ist einfach zu programmieren und zu erlernen.
Der Drehzyklus G20 wird für einfaches Drehen verwendet, es sind jedoch mehrere Durchgänge möglich, indem die X-Achsenposition zusätzlicher Durchgänge angegeben wird.
Der folgende CNC-Programmcode zeigt auch eine sehr leistungsstarke Funktionalität des G20-Drehzyklus, nämlich dass ein CNC-Maschinist die Schnittiefe bei jedem Durchgang des G20-Drehzyklus steuern kann, was mit anderen festen Drehzyklen wie G71 Schruppdrehzyklus nicht zu erreichen ist .
G20 Drehzyklusformat für Geraddrehen
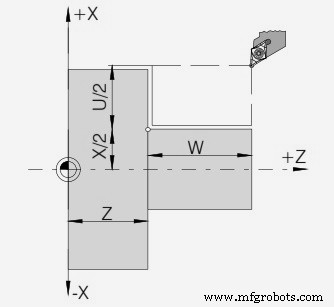
G20 X… Z… F…
oder
G20 U… W… F…
X – zu schneidender Durchmesser (absolut).
Z – Endpunkt in z-Achse (absolut).
F – Vorschubgeschwindigkeit.
U – zu schneidender Durchmesser (inkrementell).
W – Endpunkt in z-Achse (inkrementell).
Drehzyklus G20 – CNC-Drehmaschine Fanuc 21 TB
G20 Drehzyklusformat für Konusdrehen
G20 X… Z… R… F…
oder
G20 U… W… R… F…
X – zu schneidender Durchmesser (absolut).
Z – Endpunkt in z-Achse (absolut).
R – inkrementelles Kegelmaß in X mit Richtung (+/-)
F – Vorschub.
U – Zu schneidender Durchmesser (inkrementell).
W – Endpunkt in z-Achse (inkrementell).
Da CNC-Maschinisten den X- oder U-Wert für den Konturwert verwenden können, können Z oder W auf die gleiche Weise verwendet werden, oder Sie können sogar absolute (X, Z) und inkrementelle (U, W) Werte mischen.
CNC-Programmcode für G20-Drehzyklusbeispiel
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
Erklärung des CNC-Programmcodes
Wie Sie im obigen CNC-Programmcode sehen können,
Werkzeug befindet sich am Punkt X56 Z2,
Erster Schnitt erfolgt an X51 und Werkzeug fährt W-20 in Z-Achse.
Zweiter Schnitt ist gemacht bei X46
Der dritte Schnitt erfolgt bei X41
…
Der letzte Schnitt erfolgt bei X30
G20 Drehzyklusfunktion
Wenn Sie den obigen CNC-Programmcode studieren, werden Sie feststellen, dass
1 – bei G20 sowohl absolute (X51.0) als auch inkrementelle (W-20.0) Werte verwendet werden, um Schnitte vorzunehmen.
2 – Wenn Der obige Code zeigt auch eine sehr leistungsstarke Funktionalität des G20-Drehzyklus, nämlich dass ein CNC-Maschinist die Schnitttiefe jedes Durchgangs des G20-Drehzyklus steuern kann, was mit anderen vorgefertigten Drehzyklen wie G71 Schruppdrehzyklus nicht zu erreichen ist.
Sie werden also feststellen, dass die ersten fünf Schnitte 5 mm tief sind, aber der letzte nur 1 mm tief ist.
Annullierung des G20-Drehzyklus
Der G20-Drehzyklus ist ein modaler G-Code.
„Modaler“ G-Code bedeutet, dass sie in Kraft bleiben, bis sie aufgehoben oder durch einen widersprüchlichen G-Code ersetzt werden.
Das bedeutet, dass der G20-Drehzyklus aktiv bleibt, bis ein weiterer Bewegungsbefehl wie G00, G01 usw. wird gegeben. Wie im obigen CNC-Programmbeispiel wird der G20-G-Code mit dem G00-G-Code aufgehoben.
CNC-Maschine
- Das CNC-Drehzentrum im Vergleich zur CNC-Drehmaschine
- Was ist eine Drehmaschine?
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- CNC Fanuc G75 Einstechzyklus
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung