


Konturdrehen mit G72 Plandrehzyklus CNC-Drehmaschinen-Beispielprogramm
Einreichen durch:Vikram
Zusammenfassung
CNC-Drehprogramm, das mit dem G72-Plandrehzyklus eine komplette Außenkontur an einem Bauteil schneidet.
Zeichnung/Bild
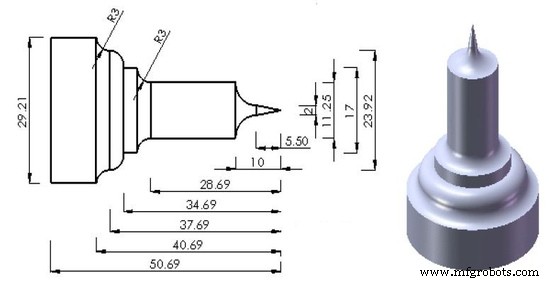
CNC-Programm
G90 G21 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G72 W0.5 R0.2; G72 P2 Q3 ; N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.5 R 4.5 N3 G01 X 0.0 Z-0.0; G00 X 30.0; G28 X0.0; G28 Z0.0; M02;
Konturdrehen mit G71 Drehzyklus CNC-Drehmaschine Beispiel
Einstechen von Komponenten zum Abstechen mit dem CNC-Drehmaschinenprogramm G75-Zyklus
CNC-Maschine
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- Beispielprogramm Sinumerik CYCLE81 Bohrzyklus – CNC-Drehen
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung