


Konturdrehen mit G71 Drehzyklus CNC-Drehmaschine Beispiel
Einreichen durch:Vikram
Zusammenfassung
CNC-Drehprogramm, das ein komplettes Bauteil bearbeitet, außerhalb des kompletten Profils wird mit dem G71-Drehzyklus gedreht, der G71-Zyklus wird zweimal verwendet.
Zeichnung/Bild
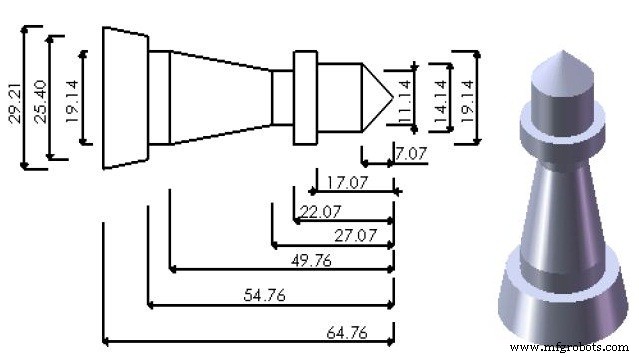
CNC-Programm
G90 G21 G18 G55; T0400 M06 S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G71 U0.5R0.2; G71 P2 Q3 ; N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4; N3 X 29.21 Z-64.76; G00 X 30.0; G28 X0.0; G28 Z0.0; T0800 M06; G56; G00 Z-22.07; X30; G01X19.14; G71 U0.5 R0.2; G71 P4 Q5; N4 G01 X11.14; Z-27.07; N5 X19.14 Z-49.76; G00 X30.0; G28 X0.0; G28 Z0.0; M02;
NUM Fräsen G74 Skalierung G77 Unterprogrammaufruf Programmbeispiel
Konturdrehen mit G72 Plandrehzyklus CNC-Drehmaschinen-Beispielprogramm
CNC-Maschine
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- G20 Drehzyklus – CNC-Drehmaschine Fanuc 21 TB
- G71 Längsschruppzyklus Mazak CNC Basisprogrammierbeispiel
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung