


Arbeitsversatzeinstellung auf Hermle UWF 851 CNC-Fräse mit Sinumerik-Steuerung
Dieser Artikel beschreibt kurz den gesamten Prozess der Werkstückversatzeinstellung auf der Hermle UWF 851 CNC-Fräse mit Siemens Sinumerik CNC-Steuerung.

Hermle UWF 851 CNC-Fräse mit SINUMERIK 810 CNC-Steuerung
Halten Sie die Arbeit in einen Schraubstock mit einer Tiefe von 5 bis 10 mm.
Fräservorbereitung
Spannen (greifen) Sie den Fräser mit Ø 12 mm im Werkzeughalter mit einer Werkzeughalter-Spannvorrichtung.
Nehmen Sie denselben Werkzeughalter in Ihre linke Hand und drücken Sie die Werkzeugwechseltaste, um den Werkzeugwechselmechanismus auf der rechten Seite zu öffnen den Kopf der CNC-Fräsmaschine.
Setzen Sie den Werkzeughalter in den Maschinenkopf und drücken Sie ihn nach oben, mit der anderen Hand drücken Sie den schließenden Werkzeugwechselknopf neben dem Werkzeugwechselknopf.
Wählen Sie Jog Mod und drücken Sie> (Schaltfläche „Nächste Seite“), um die Seite „Over Store“ zu finden. Wählen Sie die Over Store Seite.
Geben Sie S =450 (Geschwindigkeit rmp) und M =03 (Drehung im Uhrzeigersinn) ein.
Drücken Sie die Zyklusstarttaste. Die Spindel beginnt sich zu drehen.
Wählen Sie Incremental Mod. In diesem Mod können 1 (0,001 mm), 10 (0,01 mm) und 100 (0,1 mm) Kalibrierungen für die Verwendung des Handrads eingestellt werden. Achsen wie X, Y, Z, C- Achsen können im Tastaturbereich ausgewählt werden.
Arbeitsversatzeinstellung X-Achse
Wählen Sie 100 (0,1) Kalibrierung und drücken Sie X, um die aktive X-Achse für die Bewegung zu aktivieren.
Verwenden Sie das Handrad, um die Schneidemaschine näher an den Job zu bewegen, wie in der Abbildung unten gezeigt (X-Achse).
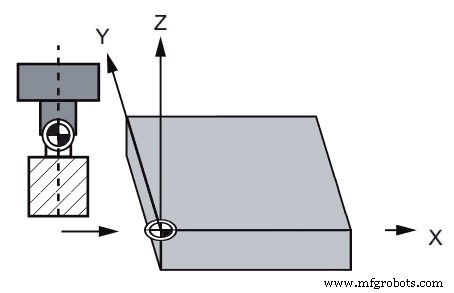
Arbeitsversatzeinstellung in der X-Achse
Geben Sie dem Fräser etwas Tiefe (5-10 mm).
Bewegen Sie sich jetzt wieder in der X-Achse und wenn Sie näher genug sind, dass Sie die Lücke zwischen Ihrem Job und dem Fräser nicht sehen können, reduzieren Sie die inkrementelle Mod-Kalibrierung auf 10 ( 0,01 mm), legen Sie ein Stück Papier zwischen Messer und Auftrag.
Bewegen Sie sich langsam weiter, an einer Stelle schneidet Ihr Papier jetzt an, dies ist der Achspositionswert, der für die Offset-Einstellung benötigt wird.
Eingabe des X-Achsenwerts in Zero Offset
Rufen Sie die Seite Zero Offset auf den CNC-Steuerungsbildschirm, indem Sie auf die Registerkarte Setting Data und dann auf die Registerkarte Zero Offset drücken.
Platzieren Sie den im obigen Schritt ermittelten X-Achsenwert in Zero Offset (G54 X =………… …….).
Arbeitsversatzeinstellung Y-Achse
Wählen Sie 100 (0,1 mm) inkrementelle Mod. Wählen Sie die Z-Achse, um den Fräser nach oben zu bewegen.
Wählen Sie die Y-Achse, um den Fräser zu der in der Abbildung unten gezeigten Seite zu bewegen.
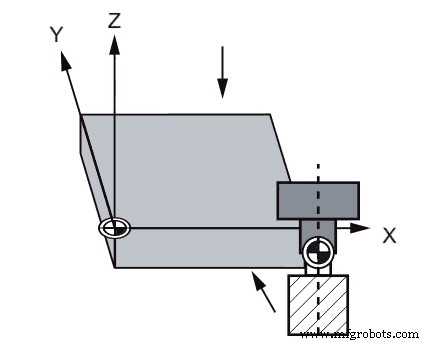
Werkstückversatzeinstellung Y-Achse
Wählen Sie die Z-Achse, um eine Frästiefe von 5–10 mm zu erreichen.
Wählen Sie die Y-Achse, um näher an den Auftrag heranzugehen.
Wenn Sie näher genug sind, dass Sie die Lücke zwischen Ihrem Auftrag und dem Auftrag nicht sehen können Schneidevorrichtung, reduzieren Sie die inkrementelle Mod-Kalibrierung auf 10 (0,01 mm), legen Sie ein Stück Papier zwischen Schneidevorrichtung und Auftrag.
Bewegen Sie sich langsam weiter, an einer Stelle wird Ihr Papier geschnitten. Dies ist nun die Position der Y-Achse, die für die Nullpunktverschiebung verwendet wird.
Eingabe des Y-Achsenwerts in Nullpunktverschiebung
Drücken Sie die Registerkarte Setting Data und dann die Registerkarte Zero Offset, um die Seite Zero Offset aufzurufen. Geben Sie nun den im obigen Schritt ermittelten Y-Achsenwert ein, indem Sie
den Wert in Zero Offset (G54 Y =………………… ) eingeben.
Nun wählen Sie 100 (0,1 mm) Incremental Mod. Wählen Sie die Z-Achse, um den Fräser nach oben zu bewegen.
Noch nicht fertig…
Nach Abschluss des obigen Verfahrens, wenn Ihr Programm im automatischen Modus läuft, beginnt Ihr Schneideplotter (G00 X0 Y0) mit der Arbeit an dem unten gezeigten Punkt, der falsch ist.
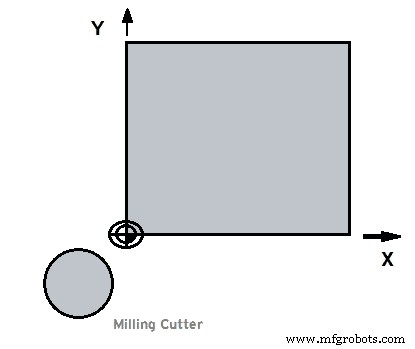
Falsche Position des Arbeitsversatz-Einstellwerkzeugs
Letzter Schritt
Was wir wollen, ist, dass der Fräser am Mittelpunkt genau am Anfangspunkt des Auftrags beginnt, wo sich zwei Seiten (deren Werte oben gemessen werden) treffen.
Da dies der richtige Punkt ist, von dem aus alle Bauteilabmessungen sind berechnet, siehe Abbildung.
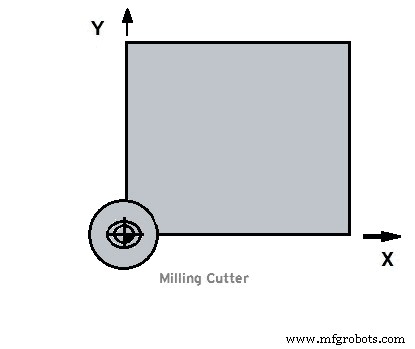
Korrekte Position des Arbeitsversatz-Einstellwerkzeugs
Um die Fräserposition zu korrigieren, subtrahieren wir den Fräserradius, der 6 mm beträgt (da unser Fräser einen Durchmesser von 12 mm hat), von der X-Achse und addieren 6 mm zur Y-Achse in den X- und Y-Werten des Nullversatzes.
CNC-Maschine
- SIEMENS 808D Steuersystem Cnc Holzfräser Maschinenstart mit Backup-Datum
- Warum Geschäfte mit einer Maschinenwerkstatt mit CNC-Bohrwerk machen?
- Was ist ein CNC-Bohrwerk und wie funktioniert es?
- Qualitätskontrolle in der CNC-Bearbeitung
- Drehmaschine mit CNC
- Warum sich mit einer CNC-Fräsdrehung beschäftigen?
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung
- Sinumerik 840D CNC-Programmierung
- Anleitung zum Einstellen des Werkzeugversatzes – SINUMERIK 808D Drehen
- Haas Mill M-Codes