


G41 G40 Fräserradiuskompensation Beispiel CNC-Fräsprogramm
Fräserradiuskompensation Beispielprogramm zeigt, wie G41, G40 in einem CNC-Fräsprogramm verwendet werden kann.
Der in diesem Programm verwendete Schneidekompensationscode lautet:
- G41 Fräserradiuskompensation links
- G40 Fräserradiuskompensation abbrechen
Beispiel für Fräserradiuskompensation
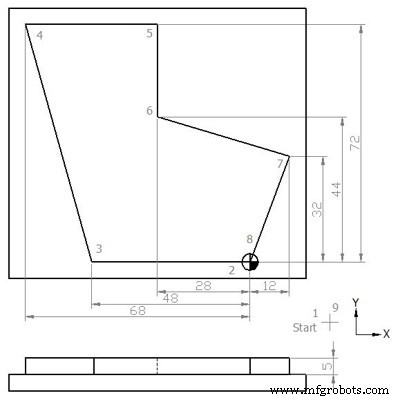
G41 G40 Fräserradiuskompensation Beispiel
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
Fertiges Teil
Nach Abschluss des Bearbeitungsprozesses sieht das Bauteil so aus
Fräserradiuskompensation Beispiel Fertigteil
Erklärung CNC G-Code
G00 :Eilgang.
G54 :Nullpunktverschiebungs-Nr. 1.
G64 :Bahnsteuerbetrieb.
G90 :Absolutes Maßsystem.
G17 :X-Y Plananwahl.
G41 :Fräserradiuskompensation aktivieren (linksseitige Bewegung)
G40 :Fräserradiuskorrektur deaktiviert
S :Spindeldrehzahl
F :Vorschub Achsenbewegung
M :Fräserdrehung (3=im Uhrzeigersinn, 4=gegen den Uhrzeigersinn)
D :Werkzeugkorrektur Nr.
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- CNC G81 Bohrzyklus-Programmbeispiel
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
- Sinumerik 810 Programmierbeispiel CNC-Fräse
- CNC-Fräsprogramm mit G41 Fräserradiuskompensation links
- Fräsbogen mit G2 I &J CNC-Programmbeispiel
- CNC-Fräsprogrammierbeispiel