


CNC-Fräsprogramm mit G41 Fräserradiuskompensation links
Programmierbeispiel für CNC-Fräsen mit Zeichnung, die zeigt, wie G41 Fräserradiuskompensation links wird in einem CNC-Fräsprogramm verwendet.
CNC-Fräsprogramm (G41 Fräserradiuskompensation links)
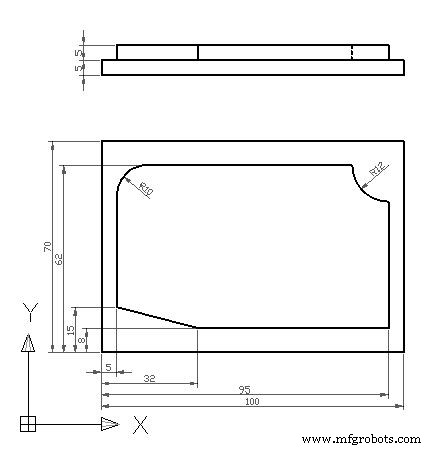
CNC-Fräsprogramm mit G41 Fräserradiuskompensation links
N10 T2 M3 S447 F80 N20 G0 X112 Y-2 N30 Z-5 N40 G41 N50 G1 X95 Y8 M8 N60 X32 N70 X5 Y15 N80 Y52 N90 G2 X15 Y62 I10 J0 N100 G1 X83 N110 G3 X95 Y50 I12 J0 N120 G1 Y-12 N130 G40 N140 G0 Z100 M9 N150 X150 Y150 N160 M30
CNC-Maschine
- 3 Schlüsselelemente, die Sie berücksichtigen sollten, bevor Sie mit der Werkzeugradiuskompensation beim CNC-Fräsen fortfahren
- Programmieren Sie einen Roboter mit der CNC Ihrer Maschine
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Programmbeispiel für Fase und Radius mit G01
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel
- CNC-Programmblock
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- Arbeitsversatzeinstellung auf Hermle UWF 851 CNC-Fräse mit Sinumerik-Steuerung
- Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode