


CNC-Drehmaschine Einfaches G-Code-Beispiel – G-Code-Programmierung für Anfänger
CNC-Drehmaschine einfaches G-Code-Beispiel für CNC-Maschinisten/CNC-Programmierer, die gerade ihre Reise zum Erlernen der CNC-Programmierung begonnen haben.
Einfaches G-Code-Beispiel CNC-Drehmaschine
CNC-Drehmaschine Einfaches G-Code-Beispiel
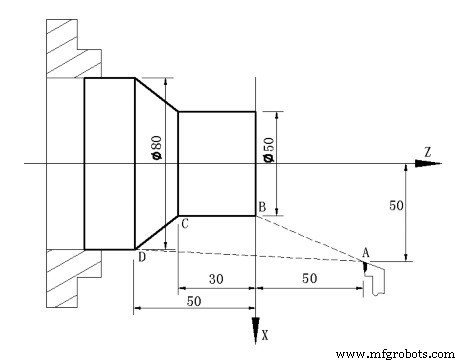
O0001 N5 M12 N10 T0101 N15 G0 X100 Z50 N20 M3 S600 N25 M8 N30 G1 X50 Z0 F600 N40 W-30 F200 N50 X80 W-20 F150 N60 G0 X100 Z50 N70 T0100 N80 M5 N90 M9 N100 M13 N110 M30 N120 %
Code-Erklärung
N5 Werkstück spannen
N10 Werkzeug Nr. 1 wechseln und dessen Versatz ausführen
N15 Schnelles Positionieren auf Punkt A
N20 Spindel mit 600 U/min starten
N25 Kühlen EIN
N30 Anfahren von B-Punkt mit 600 mm/min
N40 Schneiden von B-Punkt zu C-Punkt
N50 Schneiden von C-Punkt zu D-Punkt
N60 Schnellrückzug zu A-Punkt
N70 Aufheben der Werkzeugkorrektur
N80 Stoppen der Spindel
N90 Kühlen AUS
N100 Werkstück freigeben
N110 Programmende, Spindel stoppen und Kühlen AUS
GSK 980TDb G-Codes – Dreh-CNC-System
Siemens Sinumerik 808D Fräs-G-Codes – ISO-Dialekt-Programmierung
CNC-Maschine
- CNC-Router für Anfänger
- CNC-Programmierung für Anfänger ein einfaches CNC-Programmierbeispiel
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel G-Code G02 Kreisinterpolation im Uhrzeigersinn
- CNC-Programmierung für CNC-Maschinisten
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode