


CNC-Drehmaschinen-Programmierbeispiel Radiusbemaßung
Einreichen durch:CNC-Programmierer
Zusammenfassung
CNC-Drehmaschinen-Programmierbeispiel, in diesem Programmierbeispiel für die X-Achse werden keine Durchmesserwerte verwendet, sondern Radiuswerte werden zum Programmieren verwendet.
Im Radiusmodus/Bemaßung bewegt sich die X-Achse auf einer Drehmaschine um den Abstand von der Mitte. Somit würde ein Schnitt bei X1 zu einem Teil mit einem Durchmesser von 2 mm führen.
Zeichnung/Bild
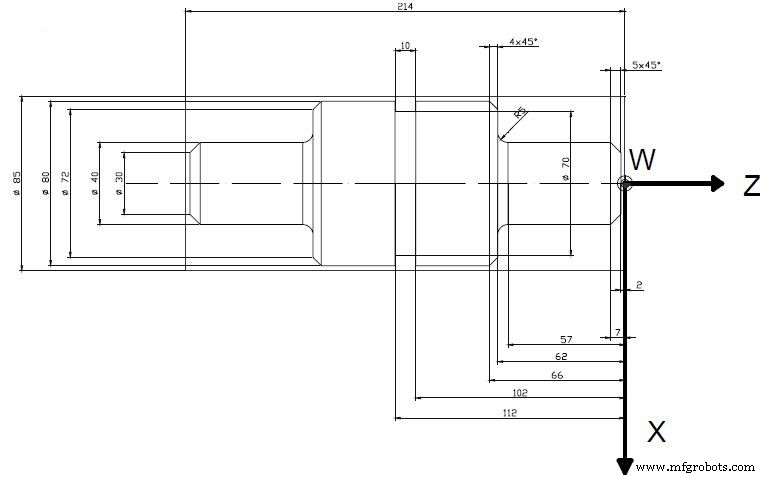
CNC-Programm
% Albero N010 G00 X150 Z200 T0101 M06 N020 G92 S2400 N030 G96 G95 F0.3 S300 M04 M08 N040 X50 Z-2 N050 G01 X-0.5 N060 G00 Z0 N070 X41 N080 G01 Z-115 N090 X45 N100 G00 Z0 N110 X37 N120 G01 Z-61 N130 X41 Z -65 N140 G00 Z0 N150 X33 N160 G01 Z-61 N170 X35 N180 G00 Z0 N190 X29 N200 G01 Z-61 N210 X31 N220 G00 Z0 N230 X25 N240 G01 Z-61 N250 X27 N260 G00 Z0 N270 X21 N280 G01 Z-56 N290 X25 Z-61 N300 G00 Z0 N310 X15 N320 G01 X21 Z-6 M09 N330 G00 X50 Z200 T0202 M06 N340 F0.15 S400 M08 N350 X15 Z0 N360 G01 Z-2 N370 X20 Z-7 N380 Z-57 N390 G02 X25 Z-62 I5 K0 N400 G01 X36 N410 X40 Z-66 N420 Z-115 N430 X42 M09 N440 G00 X50 Z200 T0303 M06 N450 Z-112 F0.1 S300 M08 N460 G01 X35 N470 G00 X50 N480 Z200 M05 M02
Programmbeispiel für eine einfache CNC-Drehmaschine zum Plandrehen
HAAS CNC-Fräsmaschine Kreisinterpolation Erklärung mit Beispiel
CNC-Maschine
- CNC-Programmierung für Anfänger ein einfaches CNC-Programmierbeispiel
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- CNC G01 Winkelprogrammierung
- C-Achsen-Drehbank-Programmierbeispiel mit angetriebenen Werkzeugen auf Haas CNC
- G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung