


Überextrusion (Curling) an Ecken:So beheben Sie es einfach!
Sowohl Anfänger als auch erfahrene 3D-Druck-Enthusiasten müssen sich regelmäßig mit Druckproblemen auseinandersetzen, um endlich lohnende und gut aussehende Drucke zu erzielen. Der Hauptunterschied zwischen beiden Arten von Benutzern besteht darin, dass erfahrene Benutzer in der Regel einen Druck betrachten und schnell Fehler beheben und feststellen können, was schief gelaufen ist und was geändert werden sollte, um das Problem zu lösen. Wie wir in diesem Artikel erfahren werden, ist es der schwierigste und wichtigste Schritt, die Ursache eines Problems zu kennen.
Lassen Sie uns gleich auf den Punkt kommen und finden Sie heraus, wie wir Überextrusion (Curling) an den Ecken lösen können!
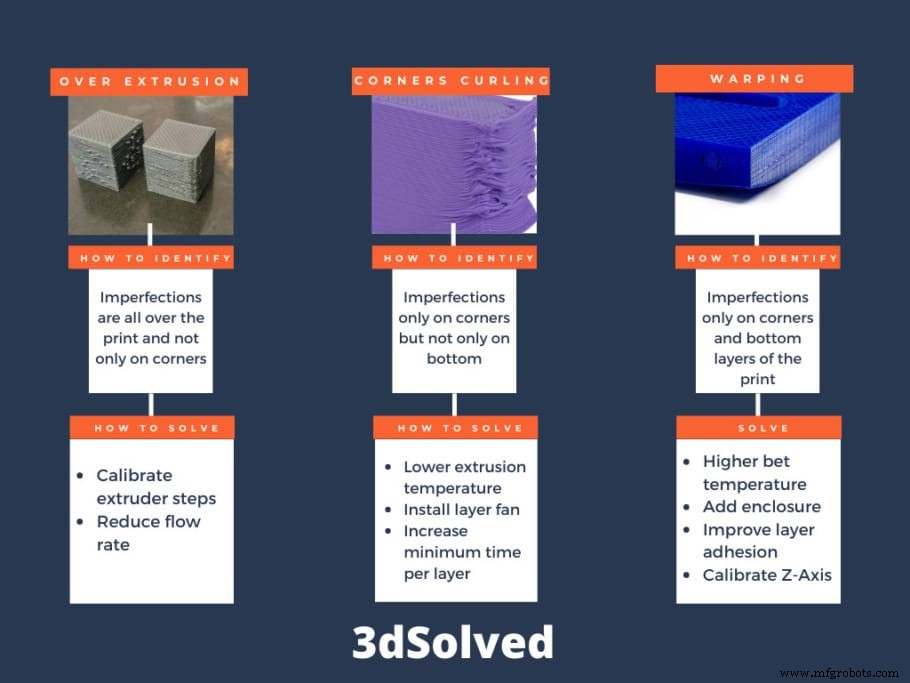
Um Überextrusion oder Kräuselungen an den Ecken zu fixieren, wird empfohlen, die Extrusionstemperatur zu senken, den Schichtlüfter auf seine maximale Kapazität einzuschalten und die Mindestzeit pro Schicht auf etwa 15 Sekunden zu erhöhen, wodurch die Bewegungsgeschwindigkeit verringert wird auf kleineren Schichten. Das Einrollen an den Ecken wird häufig mit Überextrusion verwechselt, aber im Gegensatz zu diesem Problem tritt das Problem stattdessen nur an den Ecken des Objekts auf und nicht an der gesamten Außenhülle.
Durch die Unterscheidung beider Probleme ist es möglich, das Problem einzugrenzen und festzustellen, dass die Ursache für das Aufrollen an den Ecken nicht durch Überextrusion, sondern durch langsames Abkühlen des aufgetragenen Thermoplasts verursacht wird.
Aufgrund der Art dieses Problems ist es sehr einfach, die Ursache des Problems falsch zu bestimmen. Aus diesem Grund werde ich versuchen, Ihnen zu helfen, das Kräuseln an den Ecken von der allgemeinen Überextrusion und auch vom Verziehen in den ersten paar Schichten zu unterscheiden. Fangen wir an!
Einrollen nur an Ecken im Vergleich zu Überextrusion überall
Das Problem des Einrollens in den Ecken wird oft mit Überextrusion in Verbindung gebracht, obwohl dies nicht immer die Ursache ist. Viele Leute versuchen, dies zu beheben, indem sie die Fließparameter ändern, wodurch der Drucker weniger Material ausstößt, aber obwohl dies manchmal helfen kann, wird das Kräuseln nicht vollständig beseitigt.
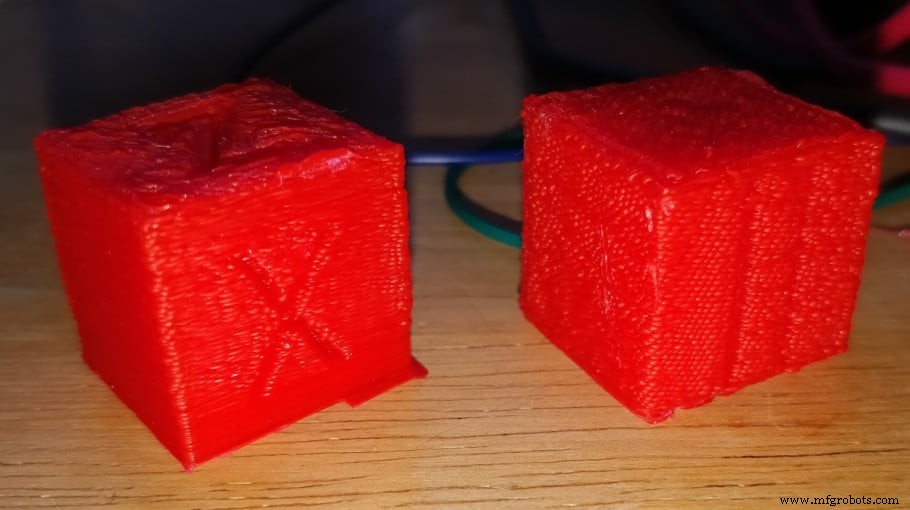
Eine Möglichkeit, zu unterscheiden, in welchen Fällen die Kräuselung durch Überextrusion erzeugt wird, besteht darin, die Größe und Form der vertikalen Wände des Objekts zu überprüfen. Wenn der Extruder mehr Material als nötig liefert, kann dieser Fehler im gesamten Teil beobachtet werden, nicht nur in den Ecken.
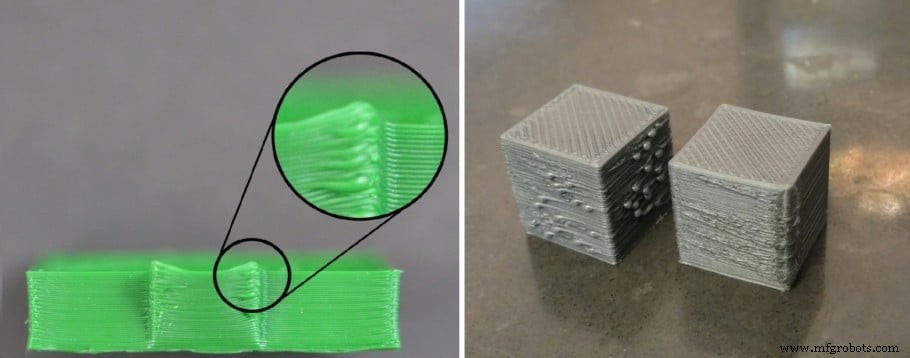
Jetzt, da wir wissen, wie wir beide Probleme unterscheiden können, konzentrieren wir uns auf das Curling. Der größte Unterschied besteht darin, dass das gesamte Stück überextrudiert wird, während es in Bereichen, in denen das Objekt eine größere Materialzufuhr benötigt, z. B. an scharfen Ecken, zu Kräuselungen kommt.
Curling besteht aus einem Abheben der letzten gedruckten Schicht, das in bestimmten scharfen Bereichen auftritt. Dies geschieht, weil sich das Material beim Abkühlen zusammenzieht und die Bereiche, in denen mehr Material vorhanden ist, die Ecken nach innen ziehen, wodurch sie sich erheben.
Das Problem nimmt mit jeder Schicht allmählich zu, wenn der Extruder wieder durch den erhöhten Bereich fährt, da der Kontakt des Hotends mit der gebogenen Ecke unerwünschte Verformungen in den Umfängen des Teils erzeugt.
Am schlimmsten ist, wenn sich der Kunststoff vor der nächsten Schicht aufrollt und abkühlt, könnte die Düse diese Ecke treffen und das gesamte Teil ablösen. Außerdem könnte der Schrittmotor Schritte verlieren und die nächsten Schichten des Drucks verschieben. Es gibt keine Möglichkeit, dieses Problem zu beheben, da 3D-Drucker kein geschlossenes Regelsystem haben.
Curling an Ecken vs. Warping
Es ist leicht, Curling mit Warping zu verwechseln, und obwohl sie Gemeinsamkeiten haben, sind ihre Ursachen und Lösungsansätze unterschiedlich.
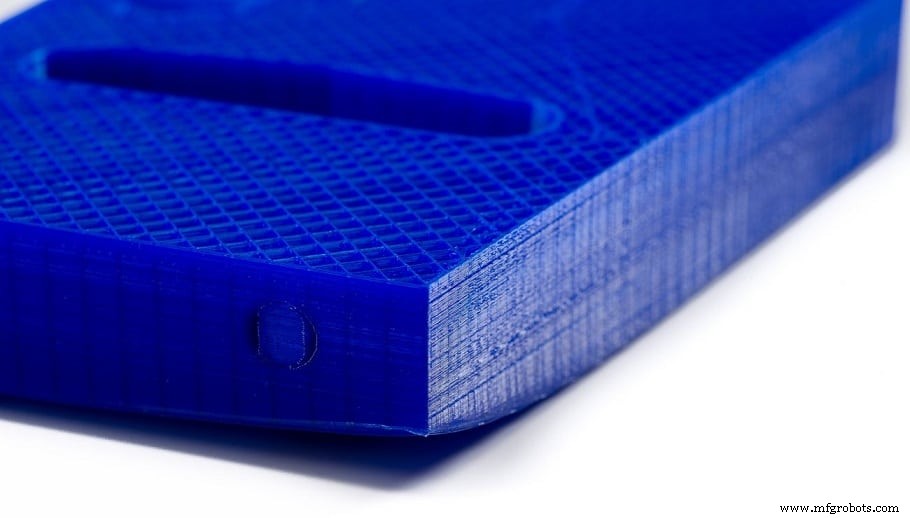
Das Verziehen tritt nur an der Basis des Teils auf, weil es ein Haftungsproblem auf dem Heizbett ist. Es ähnelt dem Einrollen, da beides in Ecken auftritt und je schärfer sie sind, desto auffälliger wird dieser Fehler sein.
Die Wahrscheinlichkeit, dass sich das Teil vom Bett löst, ist viel höher, wenn ein Verziehen auftritt und beginnt, eine der Ecken des Objekts anzuheben. Die Lösung für das Verziehen ist ziemlich einfach:Erhöhen Sie die Temperatur des Heizbetts oder schließen Sie Ihren 3D-Drucker ein. Kalte Luftströmungen sind ebenfalls sehr schädlich und führen zu Verzugsproblemen.
Aufrollen tritt andererseits auch in den oberen Schichten auf, so dass die Temperatur des Heizbetts wenig oder keinen Einfluss auf dieses Problem hat. Um dies zu beheben, müssen Sie andere Dinge berücksichtigen, z. B. die Düsentemperatur senken, einen Layer-Lüfter installieren oder die Druckgeschwindigkeit reduzieren.
So beheben Sie das Kräuseln an Ecken
Wir könnten sagen, dass das Kräuseln hauptsächlich durch zu hohe Extrusionstemperaturen des Filaments erzeugt wird. Da das Material sehr heiß aus der Düse kommt, bleibt es länger schlaff. Diese übermäßige Zeit, kombiniert mit dem Schrumpfen des Materials, führt dazu, dass sich die Ecken abheben.
Aus diesem Grund werden wir uns auf die Temperaturparameter des Hotends konzentrieren, um es endgültig zu lösen. Um Curling zu verhindern, werden wir die folgenden Parameter unserer Slicer-Software ändern:
Düsentemperatur
Wenn wir Probleme mit Staus oder Unterextrusion haben, empfehlen einige Leute oft, die Drucktemperatur zu erhöhen. Diese Aktion verbessert manchmal unsere Drucke, löst aber nicht das ursprüngliche Problem. Obwohl das Filament besser fließt, kann der Extruder ein anderes Problem haben und wir verstecken das Problem nur unter einem Teppich, indem wir die Temperatur erhöhen.
Eine zu starke Erhöhung der Drucktemperatur geht auf Dauer mit anderen Defekten einher, wie z. B. Kräuseln oder Verbrennen des PTFE-Innenschlauchs. Um dies zu vermeiden, versuchen wir, die niedrigstmögliche Temperatur zu verwenden und dem Material somit weniger Zeit zum Schrumpfen zu geben. Dieser Test hilft uns dabei, die optimale Temperatur unseres Druckers für einen bestimmten Filamenttyp zu bestimmen.
Eine andere Möglichkeit, um festzustellen, ob Sie beim Drucken mit PLA eine zu hohe Temperatur einstellen, besteht darin, auf die Helligkeit Ihrer Drucke zu achten. Je höher die Temperatur, desto heller wird das Objekt. Reduzieren Sie es, wenn das Stück zu glänzend aussieht.
Kühlung
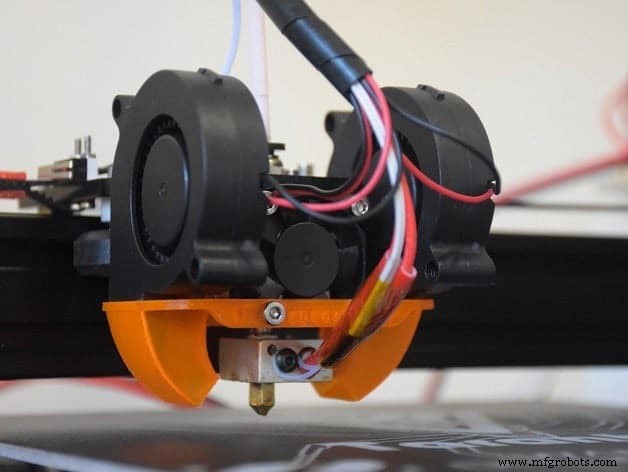
Wenn Ihr Drucker keinen Layer-Lüfter installiert hat, ist es an der Zeit, einen zu installieren. Dieser Lüfter verkürzt die Abkühlzeiten des Materials drastisch und verhindert, dass Ecken Zeit haben, sich zu biegen. Sie müssen nur darauf achten, es nicht während der ersten Schichten zu aktivieren, da dies zu Verzerrungen führen kann.
Diese Lüfter können während des Druckens ihre Drehzahl ändern, da sie per PWM (Pulse with Modulation) gesteuert werden. Mit dieser Funktion können Sie sie jederzeit und mit einer präzisen Geschwindigkeit einschalten.
Eines der Dinge, die Sie bei der Verwendung eines Layer-Lüfters beachten sollten, ist seine Ausrichtung. Möglicherweise ist sie falsch positioniert, was die Düse abkühlen und Temperaturfehler und Druckstopps verursachen würde.
Es kann auch vorkommen, dass aufgrund der Ausrichtung des Objekts der Schichtlüfter nur eine Seite des Objekts kühlt. Ob dies der Fall ist, erkennen Sie daran, dass die Kräuselung immer auf der gegenüberliegenden Seite des Lagenfächers auftritt. Es gibt radiale Kanäle, die Luft gleichmäßig in alle Richtungen blasen. Wenn Sie einen GeeTech i3 Pro B besitzen, sollten Sie diesen Luftkanal unbedingt drucken und installieren. Hier ist noch eine, die mit der Tevo Tarantula kompatibel ist
Druckgeschwindigkeit
Bei einigen kleinen Stücken kann eine neue Schicht auf eine noch heiße Schicht gedruckt werden, sodass sie sich nie vollständig verfestigt. Um dies zu verhindern, verfügen Slicer über eine Option zum Bestimmen der Mindestzeit, die zum Erstellen jeder Schicht benötigt werden sollte. Dadurch wird die Druckgeschwindigkeit bei kleineren Schichten verringert. Ein typischer Wert ist etwa 15 Sekunden pro Schicht.
Wenn Sie immer noch Probleme mit dem Kräuseln haben, verringern Sie die Druckgeschwindigkeit um 10 mm/s, bis Sie bessere Ergebnisse erzielen.
So beheben Sie eine Überextrusion
Wenn die Wände „bespritzt“ aussehen, als würde das Material aus dem Objekt herausfallen, müssen Sie höchstwahrscheinlich die Extrusionsparameter richtig einstellen.
Diese Konfiguration beinhaltet vor allem das Kalibrieren der Extruderstufen, damit genau die benötigte Materialmenge bereitgestellt wird. Das Verfahren ist sehr einfach, und es gibt mehrere Anleitungen im Internet, wie es geht.
Ein einfacher Test, den Sie durchführen können, besteht darin, Markierungen entlang des Filaments zu zeichnen, bevor es extrudiert wird. Das Hotend wird dann erhitzt und der 3D-Drucker wird angewiesen, 10 cm Material zu extrudieren. Wenn die Schritte korrekt sind, sollte sich die nächste Markierung auf dem Filament genau am Eingang des Extruders befinden (an der gleichen Stelle, an der sich die vorherige Markierung befand).
Wenn diese Markierung im Inneren des Extruders landet, bedeutet dies, dass der Drucker denkt, dass er 10 cm extrudiert, tatsächlich aber mehr Material extrudiert (Überextrusion). In diesem Fall wird das überschüssige Material gegen die vorherige Schicht gedrückt und tropft an den Seiten der Außenhülle des Objekts herunter, wodurch ein unansehnliches Finish entsteht.
Ein weiterer zu überprüfender Parameter nach der Kalibrierung der Extruderstufen ist die Durchflussrate. Auf diese Weise können Sie das zugeführte Filamentvolumen vervielfachen oder verringern. Es ist eine direktere Möglichkeit, den vom Extruder bereitgestellten Fluss zu steuern, abhängig von den unterschiedlichen Dichten der einzelnen Materialien. Im Gegensatz zur Schrittkalibrierung ist dieser Parameter variabel. Es ist nicht dasselbe, ABS, PLA oder TPU in Ihrem Drucker zu verwenden, daher ist es ratsam, die Durchflussrate je nach verwendetem Material zu variieren. Mit diesem Test können Sie die Durchflussrate schnell anpassen.
Es enthält Anweisungen zur Durchführung des Tests mit einem Messschieber oder Mikrometer. Lesen Sie sie unbedingt durch, bevor Sie mit dem Test beginnen.
Betreffen diese Probleme alle Filamenttypen gleichermaßen?
Eine Eigenschaft haben alle im 3D-Druck verwendeten Materialien gemeinsam:Sie dehnen sich bei Erwärmung aus und ziehen sich bei Abkühlung zusammen. Technisch gesehen kann also jedes Filament Verwerfungs- oder Kräuselungsprobleme aufweisen. Der Unterschied besteht darin, dass sich nicht alle Materialien mit der gleichen Rate oder mit der gleichen Geschwindigkeit ausdehnen und zusammenziehen.
PLA ist heutzutage das am häufigsten verwendete Material, da es nicht nur billig ist, sondern auch eines der niedrigsten Schrumpfungsverhältnisse aufweist, wodurch es unter breiteren Bedingungen einfacher zu drucken ist als die meisten Filamente. PETG weist auch ein geringes Schrumpfungsverhältnis auf, benötigt jedoch zum Drucken ein beheiztes Bett.
Andere Kunststoffe (wie Nylon oder ABS) schrumpfen stark, sodass die Verwendung eines geschlossenen Druckers praktisch zwingend erforderlich ist, wenn Sie akzeptable Ergebnisse erzielen möchten.
Warum braucht ABS ein Heizbett?
ABS ist ein Thermoplast, der beim Abkühlen definitiv stark schrumpft. Ohne ein beheiztes Bett, um die ersten Schichten auf 90 °C warm zu halten, führt der Temperaturunterschied entlang des Stücks zu einer Kontraktion, die die Ecken des Stücks anhebt.
ABS-Verzug ist sehr häufig und schwer zu beseitigen. Sie können das Risiko minimieren, indem Sie Ihr Bett richtig nivellieren und Ihren Drucker einschließen. Wenn sich ABS kräuselt und abkühlt, wird es außerdem härter als PLA, was das Risiko erhöht, dass der gesamte Druck verloren geht, wenn die Düse auf das Objekt trifft.
Denken Sie daran, dass die meisten Ihrer Probleme automatisch verschwinden können, wenn Sie zu PLA wechseln, es sei denn, es gibt einen technischen Aspekt, der die Herstellung des Drucks in ABS erfordert!
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Drucker, Filament oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Die häufigsten Engpässe im 3D-Druck-Workflow – und wie man sie behebt
- So konvertieren Sie Strings in JAVA einfach in Integer
- Corner Engagement:So bearbeiten Sie Ecken
- Wie behebe ich ein Gasleck in meinem Auto?
- Wie kann ich ein langsames Leck in meinem Autoreifen beheben?
- So reparieren Sie Ihren Autotürgriff
- Wie kann ich einen kaputten Autoschlüssel reparieren?
- So reparieren Sie tiefe Kratzer an einer Autokarosserie
- Lecks erkennen und beheben
- Wie man einen undichten Hydraulikzylinder repariert