


Corner Engagement:So bearbeiten Sie Ecken
Engagement an der Ecke
Während des Fräsvorgangs und insbesondere während des Eckeneingriffs unterliegen Werkzeuge erheblichen Schwankungen der Schnittkräfte. Eine häufige und schwierige Situation ist, wenn ein Schneidwerkzeug einen „Innenecken“-Zustand erfährt. Hier erhöht sich der Eingriffswinkel des Werkzeugs erheblich, was möglicherweise zu einer schlechten Leistung führt.
Die Bearbeitung dieses schwierigen Bereichs mit dem falschen Ansatz kann zu Folgendem führen:
- Rattern – sichtbar bei „schlechtem“ Eckenfinish
- Durchbiegung – erkannt durch unerwünschte „gemessene“ Wandverjüngung
- Seltsames Schneidgeräusch – Werkzeug quietscht oder zwitschert in den Ecken
- Werkzeugbruch/-versagen oder Absplittern
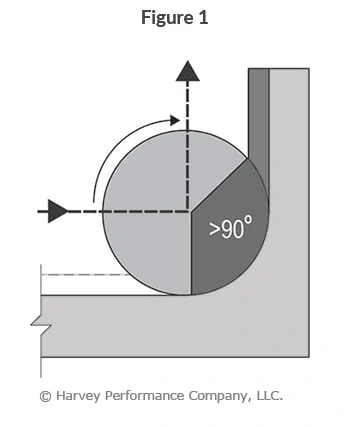
Am wenigsten effektiver Ansatz (Abbildung 1)
Das Erzeugen eines Innenteilradius, der mit dem Radius des Werkzeugs in einem 90°-Richtungsbereich übereinstimmt, ist kein wünschenswerter Ansatz zum Bearbeiten einer Ecke. Bei diesem Ansatz erfährt das Werkzeug zusätzliches zu schneidendes Material (dunkelgrau), einen vergrößerten Eingriffswinkel und eine Richtungsänderung. Infolgedessen können Probleme wie Rattern, Werkzeugdurchbiegung/-bruch und schlechte Oberflächengüte auftreten.
Die Vorschubgeschwindigkeit muss möglicherweise je nach „Werkzeugradius-zu-Teileradius-Verhältnis“ verringert werden.
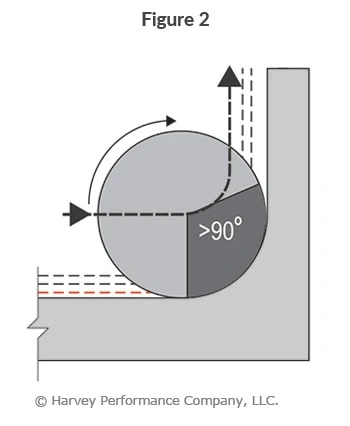
Effektiverer Ansatz (Abbildung 2)
Das Generieren eines Innenteilradius, der dem Radius des Werkzeugs entspricht, mit einer geschwungenen Richtungsänderung ist ein wünschenswerterer Ansatz für den Eckeneingriff. Die kleineren radialen Schnitttiefen (RDOC) in diesem Beispiel helfen bei der Verwaltung des Eingriffswinkels, aber beim letzten Durchgang erfährt das Werkzeug immer noch einen sehr hohen Eingriffswinkel. Häufige Ergebnisse dieses Ansatzes sind Rattern, Werkzeugablenkung/-bruch und schlechte Oberflächengüte.
Die Vorschubgeschwindigkeit muss möglicherweise um 30–50 % reduziert werden, abhängig vom „Verhältnis von Werkzeugradius zu Teileradius.“
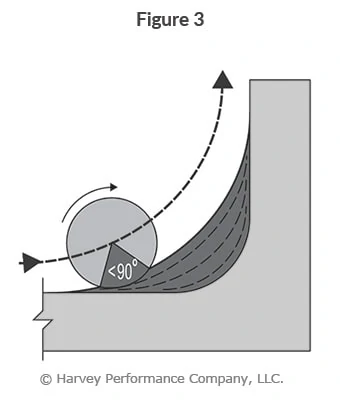
Effizientester Ansatz für Eckeneingriff (Abbildung 3)
Das Erzeugen eines Innenteilradius mit einem kleineren Werkzeug und einer geschwungenen Aktion schafft einen viel wünschenswerteren Bearbeitungsansatz. Der handhabbare RDOC und der kleinere Werkzeugdurchmesser ermöglichen die Steuerung des Werkzeugeingriffswinkels, höhere Vorschübe und bessere Oberflächengüten. Wenn der Fräser die volle radiale Tiefe erreicht, vergrößert sich sein Eingriffswinkel, aber die Vorschubreduzierung sollte viel geringer sein als bei den vorherigen Ansätzen.
Die Vorschubgeschwindigkeit muss je nach „Werkzeug-zu-Teil-Verhältnis“ möglicherweise erhöht werden. Verwenden Sie Werkzeuge, die kleiner sind als die zu bearbeitende Ecke.
CNC-Maschine
- CNC-Werkzeugmaschine
- So finden Sie eine gebrauchte CNC-Maschine
- So reinigen Sie eine gebrauchte CNC-Maschine
- Wie wählt man CNC-Werkzeugmaschinen aus?
- So wählen Sie Ihre CNC-Maschine aus
- Wie man die richtige CNC-Maschine auswählt
- So verwenden Sie eine Acryl-Schneidemaschine zum Schneiden von Acryl
- Wie viel wissen Sie über den 2050-Karussell-4-Achsen-CNC-Fräser?
- Was ist Standzeit? Werkzeugoptimierung mit Maschinendaten
- So fügen Sie ein neues Tool hinzu