


Pausen im 3D-Druck:Einfügungen und Farbwechsel

Wenn ein Benutzer eines 3D-FDM-Druckers durchschnittliches Wissen erreicht, versucht er, die Komplexität seiner gedruckten Teile sowohl in Bezug auf Funktionalität als auch in Bezug auf die Endverarbeitung zu erhöhen. Als Nächstes eine Reihe von Tipps zur Steigerung der Leistung eines 3D-Druckers werden dank der programmierten Unterbrechungen und Metalleinlagen besprochen.
Geplante Unterbrechung
Das geplante Anhalten ist eine sehr einfache Aktion, vor der viele Benutzer Angst haben. Der erste Schritt zum Stoppen ist, genau zu wissen, auf welcher Höhe (in Millimetern) Sie das Drucken stoppen möchten warum auch immer. Abhängig von der vom Benutzer verwendeten Laminiersoftware kann sie direkt (X Schichtnummer) oder indirekt (X mm) gefunden werden. In letzterem müssen Sie nach der Nummer der Ebene suchen wo Sie aufhören möchten und multiplizieren Sie es mit der Dicke jeder Schicht, um die Gesamthöhe in Millimetern zu erhalten.
Sobald die Gesamthöhe bekannt ist, beispielsweise 14 mm, gibt es zwei Möglichkeiten, den Anschlag zu programmieren:direkt im GCode oder in der Laminiersoftware.
Zu Beginn des 3D-Drucks wurde der GCode eines Teils modifiziert, um einen Stopp auf der gewünschten Höhe zu programmieren. Dazu muss der Benutzer die Schichthöhe (Layer) suchen und in der nächsten Codezeile den Befehl M600 eingeben . Dieser Befehl ist der Filamentwechsel, der vordefinierte 3D-Drucker mitbringt, die Marlin oder Derivate verwenden.
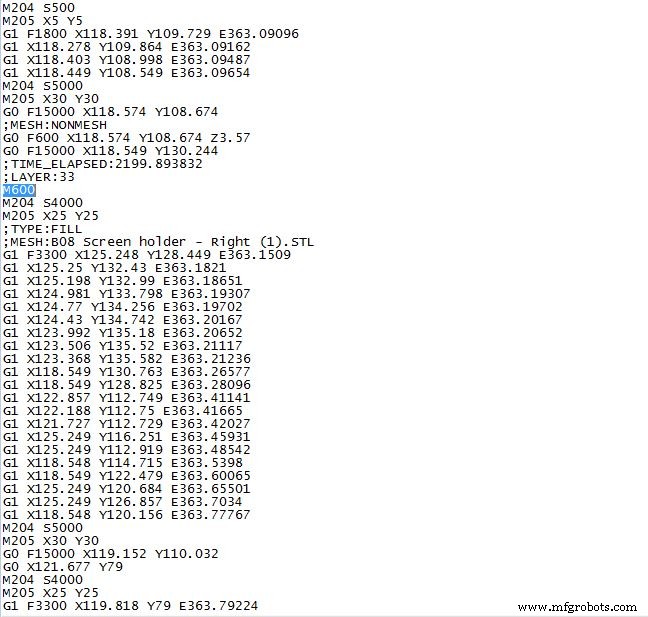
Bild 1:GCode mit M600-Stopp
Derzeit gibt es eine andere Methode, um viel einfacher zu stoppen . Laminierungssoftware wie Cura3D haben ein Plugin, um verschiedene Arten von Unterbrechungen durchzuführen. Da es auf diese Weise sehr einfach ist, diese Aktion durchzuführen, erläutern die folgenden Absätze die möglichen Arten von Unterbrechungen.
Filamentwechsel
Der Filamentwechselstopp ist eine ideale Aktion, wenn Sie Stücke in mehreren Farben herstellen möchten mit einem einzigen Extruder, wobei der Anwender bei der Auslegung berücksichtigen muss, dass dies nur für Farbwechsel entlang der Z-Achse und bei unterschiedlichen Schichthöhen gilt. Um den Filamentwechsel mit Cura3D zu programmieren, gehen Sie zu "Extensions -> Postprocessing -> Modify GCode" und wählen Sie "Change Filament", wo Sie die Schichthöhe, die Rückzugslänge und das Einführen des Filaments und die Position auswählen müssen, an der das HotEnd während des Stopps bewegt werden soll. Diese Konfiguration kann beliebig oft wiederholt werden.
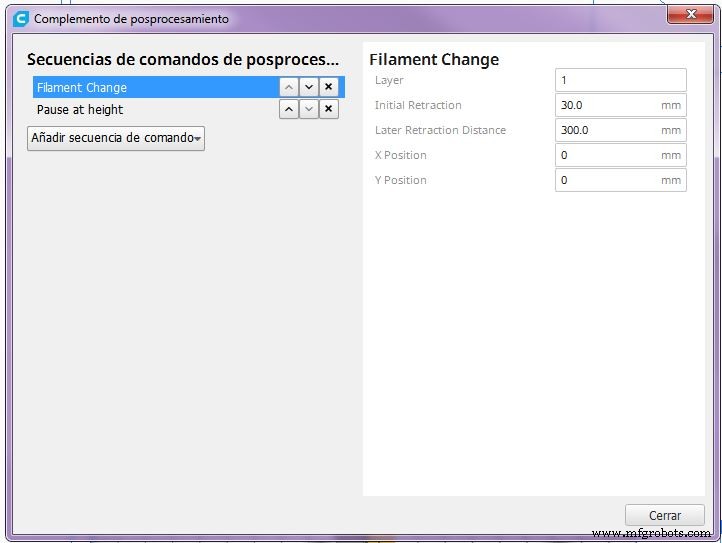
Bild 2:Filamentwechsel mit 3D-Härtung. Quelle:Cura 3D
Halten Sie auf der gewünschten Höhe an
Das Durchführen eines Stopps auf einer bestimmten Höhe ist sehr nützlich, umein Element in den zu druckenden Teil einzuführen wie andere bedruckte Teile, Magnete oder Muttern. Das Einarbeiten von Muttern in gedruckte Teile ist eine wirklich interessante und produktive Aktion bei der Herstellung von Funktionsteilen. Dazu muss die Auslegung unter Berücksichtigung der Größe der Mutter erfolgen (Länge zwischen den Flächen auf den beiden Achsen), das erforderliche Spiel des Gehäuses und die Position der Platzierung der Mutter selbst. Wenn die Position der Mutter Lücken ohne Material lässt, was üblich ist, wenn die Mutter nicht parallel zur Druckbasis platziert ist, wird empfohlen, ein Stück zu drucken, um es über der Mutter selbst zu platzieren, wodurch es gelingt, den freien Raum einzunehmen bis zur gestoppten Schichthöhe. Das folgende Bild zeigt, was oben erklärt wurde; Der violette Teil ist das Basisteil, der ockerfarbene Teil ist die Nuss und der blaue Teil ist das bedruckte Teil, um die unerwünschte Lücke zu besetzen.
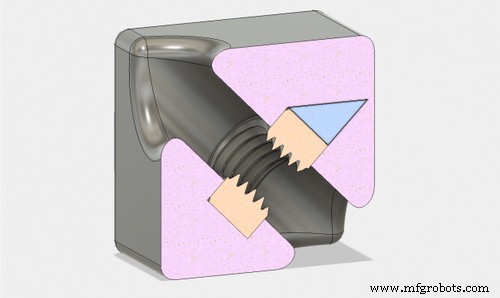
Bild 3:Einsetzen einer Mutter in eine schiefe Ebene. Quelle:Markforged
Diese Art von Stopp wird in Cura3D im Abschnitt:"Extensions -> Postprocessing -> Modify GCode" programmiert und "Pause at height" auswählen . Sowohl bei dieser Art von Stopp als auch beim „Filament Change“ stoppt der 3D-Drucker den Druckvorgang, wenn er die ausgewählte Höhe erreicht, bis der Benutzer ihn durch Drücken einer der Schaltflächen auf dem Bildschirm wieder aufnimmt.
Metalleinsatz
Eine Alternative zum Einbau von Muttern in die Mitte eines Drucks ist die Verwendung von Metalleinsätzen. Unabhängig von der Art des Einsatzes muss sich der Anwender über die beiden Schlüsselfaktoren der Einsätze im Klaren sein:Auszugsfestigkeit und Rotationsfestigkeit . Der Auszugswiderstand ist der Widerstand des Einsatzes, seine Aufnahme zu verlassen, wenn die Schraube angezogen wird. Dies ist ein Wert, der durch Erhöhen der Länge des Einsatzes erhöht werden kann. Der Rotationswiderstand ist der Widerstand des Einsatzes, sich beim Anziehen der Schraube um sich selbst zu drehen. Dabei steigt der Widerstand mit zunehmendem Lochdurchmesser. Ein weiterer allgemein zu berücksichtigender Aspekt ist der Durchmesser, der für jeden Typ und jede Größe des Einsatzes erforderlich ist, wobei es erforderlich ist, das technische Datenblatt des Herstellers zu konsultieren, um den empfohlenen Lochdurchmesser zu erhalten
Angesichts der oben genannten Punkte ist es beim 3D-Druck üblich, zwei Arten von Einsätzen zu verwenden:Hitzegewindeeinsätze und selbstschneidende Gewindeeinsätze.
Gewindeeinsätze erwärmen
Diese Arten von Einsätzen werden mit thermoplastischen Materialien verwendet , die bei niedrigen Temperaturen schmelzen. Die Art der Verwendung ist sehr einfach und erfordert nur ein Heißschweißgerät oder eine andere Wärmequelle, die den Einsatz durch Hitze berührt. Die Geometrie dieser Bauteile ist so ausgelegt, dass beim Abschmelzen des Kunststoffs von den Lochwänden eine feste Verbindung entsteht gebildet, was verhindert, dass es herauskommt oder sich selbst dreht.
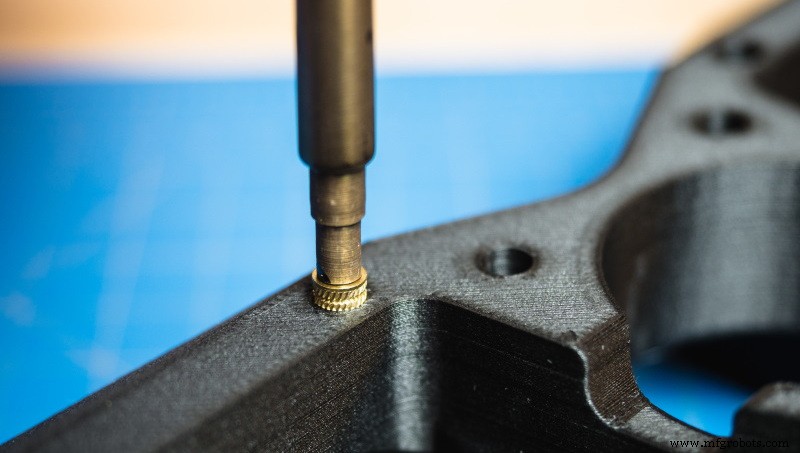
Bild 4:Wärmeeinsatz einführen. Quelle:Markforged
Diese Arten von Einsätzen sind ideal für die meisten Teile und Materialien, die beim 3D-FDM-Druck verwendet werden
Selbstschneidende Gewindeeinsätze vom Typ Ensat
Bestimmte Materialien, die beim 3D-SLS- und Harzdruck verwendet werden schmelzen bei höheren Temperaturen oder verhalten sich bei Erwärmung nicht stabil. In diesen Fällen wird empfohlen, selbstschneidende Gewindeeinsätze (Ensat-Buchse) zu verwenden.
Diese Art von Einsatz ermöglicht die Verbindung durch Schrauben mit hoher Belastbarkeit und Temperatur . Seine konische Form am unteren Ende, begleitet von einer Schneidrille, erzeugt das Gewinde automatisch im Loch. Zum Einsetzen benötigen Sie nur eine Schraube mit dem Innendurchmesser des Einsatzes und zwei Muttern zur Kontermutter.
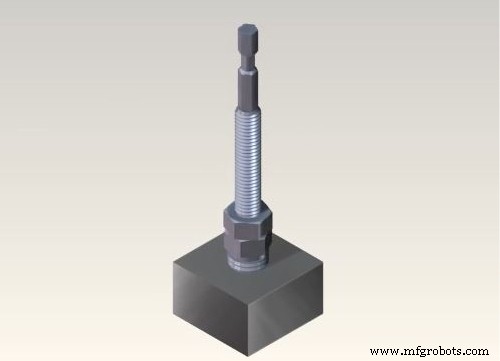
Bild 5:Locknut-System. Quelle:Norelem
Für diese beiden Arten von Einsätzen gibt es auch ein spezielles Werkzeug, das für Benutzer empfohlen wird, die diese Art von Prozessen wie gewohnt durchführen.
Schlussfolgerung
Folgen Sie den oben genannten Ratschlägen, jeder Benutzer eines 3D-Drucker kann seinen Anwendungsbereich erweitern, indem er die Funktionalität seiner Teile erhöht.
3d Drucken
- Schweißen und Kleben von 3D-gedruckten Kunststoffteilen
- Kombination von 3D-Druck und Robotik zur Schaffung intelligenter Fabriken
- 3D-Druck und Formel 1:5 Trends im Motorsport
- Generatives Design und 3D-Druck:Die Fertigung von morgen
- FDM-3D-Druck:Vergleich von ASA-, PETG- und PC-Filamenten
- 4 Wege, wie 3D-Druck Wartungs- und Reparaturvorgänge verbessert
- 3D-Druck und Massenanpassung:Wo stehen wir heute?
- 3D-Drucklösungen für Öl- und Gasunternehmen
- Additive Fertigung in Medizin und Zahnmedizin
- Dichten und Längen in 3D-Druckfilamenten