


Häufige Probleme und Lösungen beim 3D-Druck

Bei der Verwendung von 3D-Druckern (FFF/FDM) können Probleme und unvorhergesehene Ereignisse (insbesondere bei nicht professionellen 3D-Druckern) auftreten, wenn die vom Benutzer benötigten Modelle gedruckt werden. Dies verursacht Unannehmlichkeiten, Verzögerungen und andere Unannehmlichkeiten, die der Benutzer des 3D-Druckers niemals erleben möchte. Dieser Artikel enthält dann eine Reihe von Ratschlägen zur Lösung dieser typischen Probleme
Fehlen des Filaments zu Beginn des Druckens
Beim Drucken kann es vorkommen, dass keine Filamentmenge freigesetzt wird. Dies kann folgende Ursachen haben:
Sockelhöhe sehr nahe an der Düse
Dies wird durch eine Nivellierung der Basis gelöst.
Übertemperatur des Extruders
Durch das Warten zu Beginn des Druckvorgangs kann es vorkommen, dass sich das Material, das sich am Ende des HotEnds befindet, durch die Schwerkraft selbst in der Basis ablagert und zum Zeitpunkt des Druckens ein Materialmangel verursacht. P>
Schlechte Regulierung der Extruderspannung
Wenn der Spanner sehr locker ist, kann es passieren, dass sich das Filament nicht durch den Extruder bewegt, aber wenn er sehr fest ist, wird es das Filament markieren, was eine schlechte Oberflächenqualität von schlechter Qualität verursacht.
Extruder verstopft
Dieses Problem ist eines der schlimmsten, die einem 3D-Drucker passieren können. Wenn dies passiert, besteht der erste Schritt darin, die Temperatur in Bezug auf das zuletzt verwendete Material um etwa 10–20 °C zu überhitzen und ein Reinigungsfilament (Smart Clean-Reinigungsfilament) einzuführen, bis es sauber und kontinuierlich herauskommt.
Ein guter Trick besteht darin, die Option der Konturlinie um das Teil (Rock) zu aktivieren und so die Ausgabe von Material aus dem Extruder sicherzustellen, bevor der Druck gestartet wird des Stückes selbst.
Bild 1:Kein Filament zu Beginn des Druckens. Quelle:Simplify3D.
Probleme mit der ersten Schicht
Nachdem das Problem des Filamentmangels zu Beginn des Druckens gelöst wurde, kann es vorkommen, dass die erste gedruckte Schicht nicht auf der Unterlage haftet. Dies kann folgende Ursachen haben:
Zu viel Höhe zwischen dem Extruder und der Basis
Dieses Problem wird beobachtet, indem dieser Abstand visuell überprüft wird, wenn der 3D-Drucker die erste Schicht herstellt.
Unzureichende Basistemperatur
Bei bestimmten Arten von Filamenten muss die Basis eine Temperatur aufweisen, die höher ist als die der Umgebung, z. B. ABS. Wenn dieser Parameter nicht erfüllt wird, tritt dieses Problem sicherlich auf. Abgesehen von der Temperatur gibt es Materialien, die einen Klebstoff für die Basis erfordern (DimaFix oder Magigoo). Vor dem Auftragen dieser Klebstoffe ist es ratsam, die Basis gut zu waschen.
Überhöhte Druckgeschwindigkeit
Für die meisten 3D-Drucker wird eine Geschwindigkeit der ersten Schicht von 25 mm/s empfohlen. Wird diese Geschwindigkeit deutlich überschritten, ist die Gefahr sehr hoch, dass die erste Schicht nicht auf dem Untergrund haftet.
Bild 2:Probleme mit der ersten Schicht. Quelle:Simplify3D
Fäden, die das/die Stück(e) umgeben
Es ist üblich, in 3D-Drucken Materialfäden zu sehen, die das Teil umgeben oder zwischen den Teilen, die gleichzeitig hergestellt werden. Dieser Fehler ist normalerweise auf Parameter zurückzuführen, die mit dem Einfahren des Extruders verbunden sind:
Unzureichender Rückzugsweg
Dieser Fehler tritt sehr häufig bei "Bowden"-Systemen auf, bei denen eine große Entfernung zwischen dem Extrudermotor und dem Hotend besteht. Dieser Abstand variiert mit der Art des Materials, wobei 8 mm ein guter Anfangswert sind und vergrößert werden können, wenn das Problem weiterhin besteht.
Rückzugsgeschwindigkeit
Für diesen Parameter müssen die Größe des Stücks und der Abstand zwischen den Stücken berücksichtigt werden. Wenn das Teil oder der Abstand klein ist, ist mehr Geschwindigkeit erforderlich, um dem Extrudermotor Zeit zu geben, den Filament-Rücklaufweg zu machen. Wenn die Geschwindigkeit zu hoch ist, entstehen Blasen im Inneren des HotEnds und die Extruder-Riemenscheibe wird das Filament stark markieren.
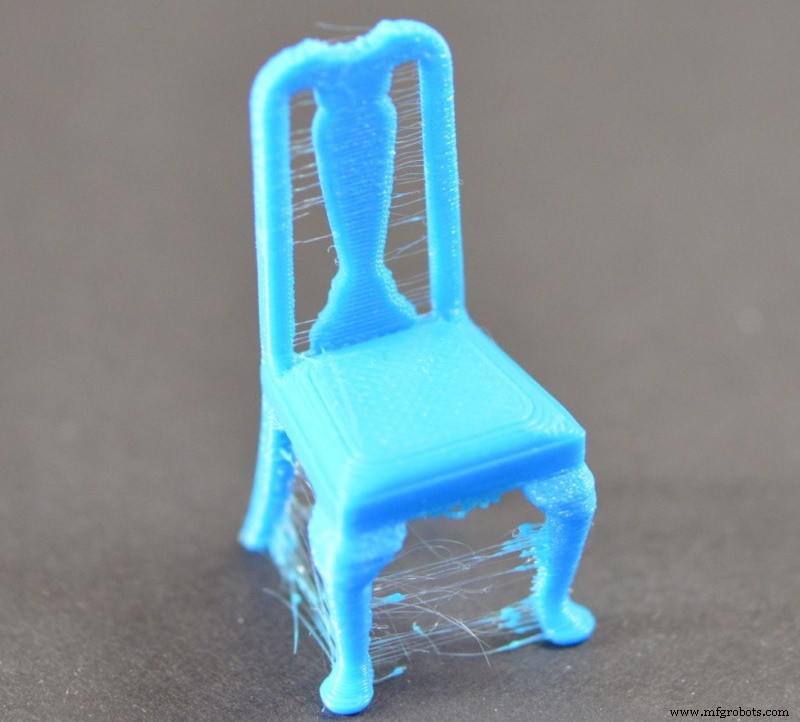
Bild 3:Fäden, die das Stück umgeben. Quelle:Simplify3D
Schwarze Punkte (verkohlt) auf dem Druckstück
Wenn dieser Druckfehler sichtbar ist, liegt das daran, dass sich an der Außenseite der Düse Filamentreste befinden. Diese Ablagerungen werden mit der Temperatur zähflüssig und mit der Bewegung des Extruders werden sie übertragen, bis sie das zu bedruckende Stück erreichen. Diese Ablagerungen treten normalerweise zu Beginn des Druckens auf, wenn der Extruder in das "Zuhause" der z-Achse führt, Reste, die von der Düse hängen, werden auf der Außenseite davon platziert. Um das Problem zu vermeiden, müssen Sie zu Beginn des Druckvorgangs überprüfen, ob dies nicht der Fall ist, und in diesem Fall das Filament mit einer Pinzette aus der Düse entfernen.
Teile halb fertig
Dieses Problem ist eines der schlimmsten aufgrund der Verzögerung, die beim Drucken eines Stücks auftritt, und weil es aus Gründen auftritt, die leicht zu korrigieren sind. Bevor Sie mit der Abformung beginnen, vergewissern Sie sich, dass die verfügbare Filamentmenge ausreicht, indem Sie das Filament wiegen. Ein praktischer Tipp (kleine oder mittlere Stücke), um die verfügbare Filamentlänge abzuschätzen, besteht darin, den Durchmesser des aufgerollten Filaments zu messen, seinen Umfang zu berechnen und ihn mit der Anzahl der Windungen in der Spule zu multiplizieren. Ein weiterer Grund kann sein, dass eine Überlappung des Filaments auftritt, wodurch das Material daran gehindert wird, in die Riemenscheibe des Extrudermotors einzudringen. Wenn schließlich der Spanner der Extruderriemenscheibe nicht ausreichend angezogen ist, wird das Filament nicht durch ihn hindurchgeführt, wodurch der Materialaustritt durch die Düse gestoppt wird.
Bild 4:Halbfertige Stücke. Quelle:Simplify3D
Trennung zwischen Schichten
Beim 3D-FDM-Druck werden Objekte Schicht für Schicht aufgebaut, bis die gewünschte Form erreicht ist. Wenn sich die benachbarten Schichten nicht richtig verbinden, kann das letzte Stück durch Verbinden der Schichten gebrochen werden. Dieses Problem kann zwei Ursachen haben:
Übermäßige Schichthöhe
Beim 3D-Druck eines Bauteils muss darauf geachtet werden, dass jede herzustellende Schicht ausreichend auf die untere Schicht drückt, damit die beiden Schichten widerstandsfähig verbunden werden. Als Faustregel gilt, dass die Schichthöhe nicht mehr als 80 % des Düsenaustrittsdurchmessers betragen darf. Beispielsweise sollte bei Verwendung einer 0,4 mm Düse die Schichthöhe nicht größer als 0,32 mm sein. Wenn während des Druckens eine Trennung zwischen Schichten festgestellt wird, wird empfohlen, die Schichthöhe zu verringern.
Extrusionstemperatur zu niedrig
Sobald die Schichthöhe als korrekt verifiziert ist, aber die Trennung zwischen den Schichten bestehen bleibt, liegt das Problem in der Extrusionstemperatur. Wenn die vom Filament erreichte Temperatur nicht hoch genug ist, ist die Haftung mit der unteren Schicht schlecht, was dazu führt, dass das Teil leicht bricht. PLA kann beispielsweise bei 180 °C gedruckt werden, aber wenn ein Benutzer Teile mit hohen Geschwindigkeiten (60 mm/s) herstellt, reicht die Extrusionstemperatur nicht aus, damit die Schichten stark haften, sodass die Temperatur in Intervallen von erhöht werden muss 10 °C bis eine gute Verbindung zwischen den Schichten erreicht ist.
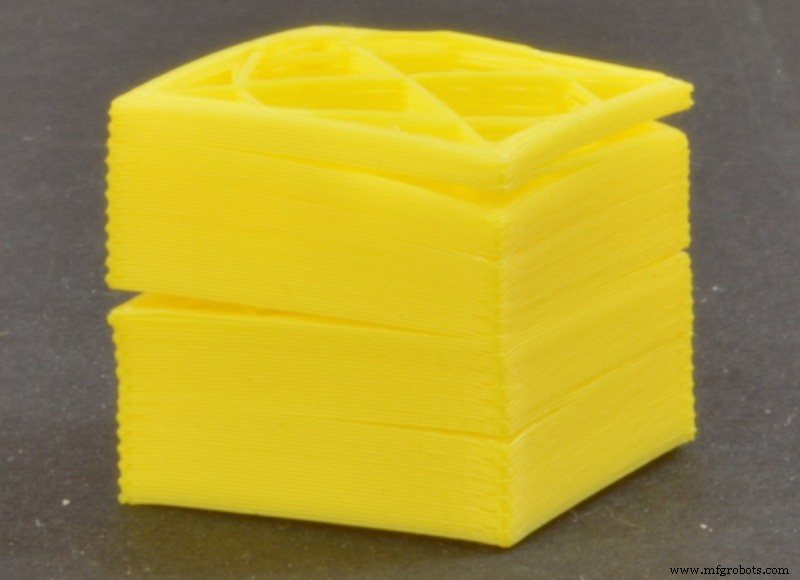
Bild 5:Trennung zwischen Schichten. Quelle:Simplify3D
Materialmangel zwischen den äußeren Schichten und der Füllung (Überlappung)
Dieses Symptom ist leicht festzustellen, da Sie das Stück nur einige Sekunden lang entschlossen beobachten müssen und die Trennung zwischen den äußeren Schichten und der Füllung sehen. Um es zu lösen, müssen Sie den Prozentsatz der "Überlappung" erhöhen, der normalerweise 15 % beträgt, auf 20 % oder 25 % erhöhen, wenn Sie dieses Problem haben.
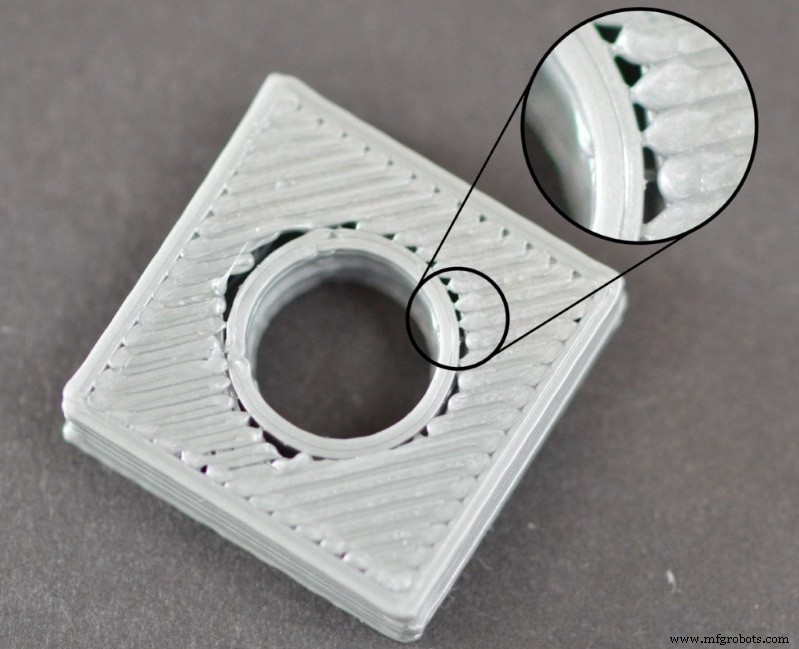
Bild 6:Überlappung. Quelle:Simplify3D
Verziehen
Es wird als "Verziehen" bezeichnet, wenn die Schichten eines Teils, die mit der Basis in Kontakt sind, geknickt werden. Dieses Knicken ist bei Materialien wie ABS üblich, Materialien mit hohen Extrusionstemperaturen, die dazu neigen, sich beim Abkühlen zu verformen. Um dieses Problem zu vermeiden, greifen wir normalerweise auf:
zurückHeißdruckbasis
Derzeit haben die meisten 3D-FDM-Drucker eine heiße Basis zum Drucken. Bei Materialien, die empfindlich auf Temperaturänderungen reagieren, wie z. B. ABS, ist die Verwendung einer Basistemperatur von 100 - 120 ºC der Schlüssel zur Aufrechterhaltung der Dimensionsstabilität.
Beiliegend
Wenn ein Benutzer Teile mittlerer oder großer Größe aus ABS herstellen möchte, reicht es nicht aus, nur eine heiße Basis zu verwenden, um ein Verziehen zu verhindern. In diesem Fall muss der 3D-Drucker eine geschlossene Umgebung haben, und falls Sie großvolumige Teile herstellen müssen, wird eine beheizte Umgebung empfohlen.
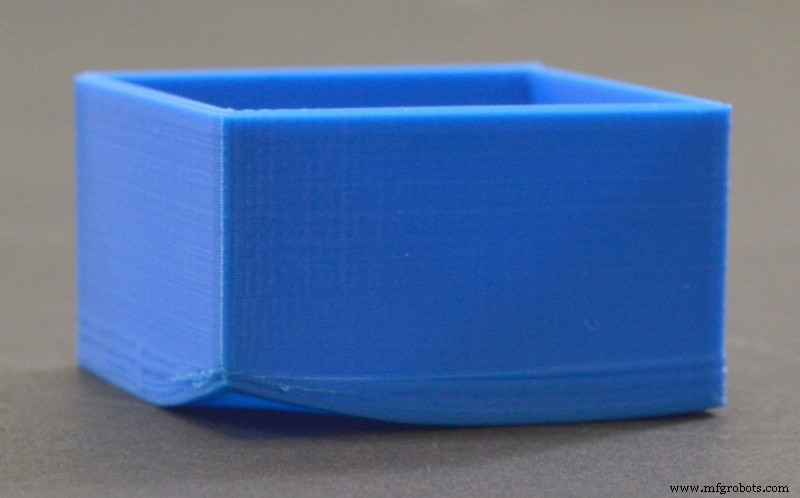
Bild 7:Warping. Quelle:Simplify3D
Lücken zwischen den Durchgängen der letzten Schicht
Wenn eine schlechte Verarbeitung der oberen Schicht beobachtet wird, die ein Gefühl von Materialmangel vermittelt, kann dies an einer etwas dichten Innenfüllung mit zu großen und schwer abzudeckenden Löchern liegen. Ein weiterer Faktor, der dies verursacht, ist eine unzureichende Anzahl von Schichten nach dem Füllen, um die Oberfläche vollständig zu bedecken. Dieser Fehler kann auch aufgrund eines unzureichenden Filamentflusses auftreten, insbesondere bei großen Stücken, bei denen kontinuierliche Durchgänge groß sind. Um zu überprüfen, ob ein Problem mit geringem Durchfluss vorliegt, wird eine Überprüfung der Außenmessungen durchgeführt. Wenn diese kleiner sind, muss der Durchfluss von 5 % auf 5 % erhöht werden, bis das Teil das Konstruktionsmaß hat.
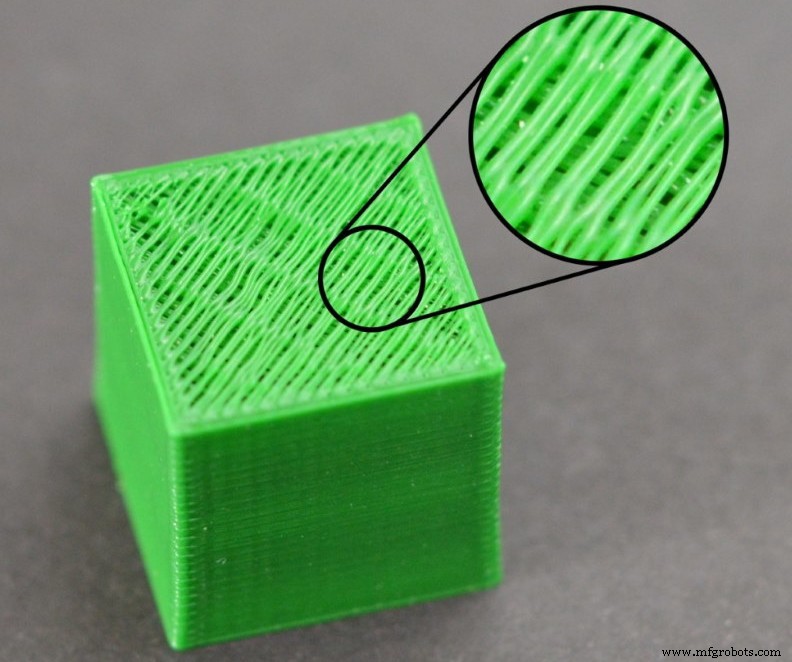
Bild 8:Lücken zwischen den Durchgängen der letzten Schicht. Quelle:Simplify3D
Schlussfolgerung
Mit allem, was oben erklärt wurde, sollten Benutzer eines 3D-FDM-Druckers wissen, wie sie die meisten Probleme lösen können, die im Alltag des 3D-Drucks auftreten können.
3d Drucken
- Die häufigsten Engpässe im 3D-Druck-Workflow – und wie man sie behebt
- 5 häufige Probleme beim Metall-3D-Druck – und wie Sie sie beheben können
- Schnell und zuverlässig:MedTech-Lösungen inmitten der COVID-19-Pandemie
- Reaktive Wartung erklärt:Häufige Herausforderungen und Lösungen
- Agile Fertigung und 3D-Druck
- 3D-Drucklösungen für Öl- und Gasunternehmen
- Die 19 häufigsten Probleme und Lösungen von Lasergraviermaschinen
- Die 22 häufigsten Probleme und Lösungen von CNC-Fräsern
- 13 Häufigste Probleme und Lösungen von CNC-Plasmaschneidern
- Die häufigsten Probleme und Lösungen für Gerber-Dateien