


Was sind Spritzgussfehler und wie lassen sie sich vermeiden:10 Fehler bei Kunststoffteilen
Defekte sind schwer zu vermeiden, können aber leicht kontrolliert werden. Kunststoff ersetzt Metall in fast allen Branchen. Die Nachfrage nach Kunststoffspritzguss nimmt also zu. Leider können Kunststoffteile ebenso wie Metallteile einige Mängel aufweisen.
Dies kann auf den Herstellungsprozess, die Materialien, die Materialhandhabung oder irgendetwas zurückzuführen sein. Daher werden wir in diesem Artikel verschiedene Spritzgussfehler untersuchen , die Ursachen dieser Fehler und was ist die Lösung dafür.
Defekte an Kunststoffteilen werden bei fast allen Arten von Formprozessen bemerkt. Aber Spritzguss führt die Liste an, da wir wissen, dass Spritzguss das am weitesten verbreitete Kunststoff-Spritzgussverfahren ist.
Oft lassen sich diese Fehler leicht vermeiden oder zumindest durch ein besseres Teiledesign, ein besseres Formdesign, andere Materialien und verschiedene andere Schritte kontrollieren, die wir in diesem Artikel besprechen werden.
Faktor, der Spritzgussfehler beeinflusst
Im Folgenden sind die Schlüsselfaktoren aufgeführt, die sich auf Spritzgussfehler auswirken und leicht kontrolliert werden können.
Auswahl des Spritzgussmaterials
Die Auswahl des richtigen Materials ist sehr wichtig. Beispielsweise hat ABS eine bessere Formbarkeit als PC. Einige Materialien haben eine bessere Schrumpfung als die anderen. Wählen Sie also ein Material, das beim Spritzgießen weniger Fehler verursacht
Designrichtlinien für Kunststoffteile
Wir sollten das Teil immer nach den besten Verfahren für die Konstruktion von Kunststoffteilen konstruieren. Zum Beispiel gleichmäßige Wanddicke, kein Unterschnitt, richtige Rippendicke, richtige Nabenhöhe und -dicke usw. So gibt es viele bewährte Verfahren, die wir befolgen sollten, damit das Teil weniger Defekte aufweist
Spritzgussdesign
Die Wahl des besten Werkzeugtyps bleibt einer der wichtigsten Faktoren bei Spritzgussfehlern. Beispielsweise erzeugt eine Heißkanalform weniger Defekte als eine Kaltkanalform. Die Position des Anschnitts, die Düsengröße, die Fließlinie, der Einspritzdruck usw. spielen eine große Rolle bei der Reduzierung von Kunststoffteilfehlern.
1. Einfallstelle
Einfallstellen entstehen durch ungleichmäßige Wandstärke. Der dickere Bereich braucht im Vergleich zum dünneren Bereich Zeit zum Abkühlen und deshalb versucht das Material zu sinken und Eindrücke zu hinterlassen. Es sieht mehr oder weniger wie eine konkave Doline aus und die Kontraktion erfolgt in Richtung des dünneren Abschnitts. Einfallstellen sind auf flachen Oberflächen deutlicher zu erkennen.

Ursachen
- Falsche Teilekonstruktion. Das Teil sollte eine gleichmäßige Teildicke haben. Wenn nicht, sollte zumindest der Übergang der Dickenänderung glatt sein.
- Schlechter Kühlmechanismus. Ungleichmäßige Kühlung führt zu Einfallstellen
- Schlechte Materialwahl. Wenige Materialien sinken mehr als andere. Wählen Sie also das Material mit Bedacht aus.
- Niedriger Einspritzdruck
- Sehr hoher Schmelzpunkt des Kunststoffs
Lösung
- Wanddicke verformen
- Stellen Sie die Abkühlzeit ein
- Haltezeit und Druck anpassen.
- Ändern Sie die Gate-Position
2. Flusslinien
Fließlinien sind auch als Fließmarken bekannt, die normalerweise in durch Spritzgießen geformten Teilen zu finden sind. Das sind im Grunde nicht tonige, wellenförmige Linien oder Muster, die auf Oberflächen zu finden sind. Dieser Defekt ist auf eine ungleichmäßige Abkühlung der Oberfläche zurückzuführen, wenn das Material durch die Form fließt.

Ursachen
- Variation der Abkühlgeschwindigkeit
- Langsamer Einspritzdruck
- Niedrige Werkzeugtemperatur
- Kleine Größe von Tor und Strömungskanal
Lösung
- Injektionsdruck und -geschwindigkeit erhöhen
- Düsendurchmesser vergrößern
- Heißkanalform verwenden
3. Schweißnaht
Dieser Defekt tritt auf, wenn zwei oder mehr Fließlinien zusammentreffen, sich aber während des Formprozesses nicht verbinden und einige konvergierende Formlinien erzeugen, die als Bindenähte bezeichnet werden. Dies geschieht in und um Löcher herum und erzeugt eine lokal schwache Zone.

Ursachen
- Ungleichmäßige Wandstärke
- Löcher, Vorsprünge, Rippen entsprechen nicht den bewährten Verfahren für das Design von Kunststoffteilen
- Zu hohe Temperatur des geschmolzenen Materials
Lösung
- Stellen Sie die Position des Tor- und Belüftungsschlitzes ein
- Halten Sie eine gleichmäßige Wandstärke ein
- Entwerfen Sie Buckel, Löcher und Rippen gemäß der besten Designpraxis
- Erhöhen Sie die Fließfähigkeit des geschmolzenen Materials
4. Brandspuren
Brandflecken sind beim Spritzgießen sehr häufig. Es erscheint normalerweise am Ende des Strömungswegs oder dort, wo die Luft eingeschlossen wurde. Brandflecken sind normalerweise schwarz, braun oder rostfarben. Manchmal sind Brandflecken nur Verfärbungen, sodass das Teil verwendet werden kann, wenn es für den allgemeinen Verbraucher nicht sichtbar ist. Aber manchmal verursachen Brandflecken eine gewisse strukturelle Instabilität, in diesem Fall wird das Teil zurückgewiesen.

Ursachen
- Zu hoher Formdruck
- Nicht genügend Entlüftung, um Luft zu entfernen
- Verzögerung beim Entfernen eingeschlossener Luft
- Falsches Läuferdesign
Lösung
- Fügen Sie genügend Entlüftungslöcher hinzu
- Reduzieren Sie die Temperatur des geschmolzenen Materials
- Reduzieren Sie die Injektionsgeschwindigkeit
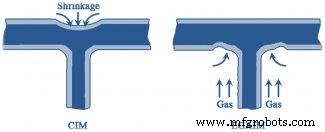
5. Schrumpfung
Schrumpfung tritt auf, wenn ein Bereich der Kunststoffteile schneller abkühlt als der andere Bereich. Aus diesem Grund kommt es zu einer Schrumpfung des Teils, die eine Art Verformung von der tatsächlichen Form darstellt. Wenn die beabsichtigte Form also eine flache Oberfläche ist, wird sie nach dem Schrumpfen nicht flach sein. Es wird Welligkeit auf der Oberfläche haben. Das gleiche Phänomen tritt in Wäldern auf, die während der Wintermonate schrumpfen.
Ursachen
- Ungleichmäßige Wandstärke
- Ungleichmäßige Kühlung
- Im effizienten Formfluss
- Hohe Temperatur
Lösung
- Gestalten Sie das Teil mit gleichmäßiger Wandstärke
- Stellen Sie sicher, dass der Abkühlungsprozess reibungslos und allmählich verläuft
- Wechseln Sie zu einem anderen Material, das weniger schrumpft
6. Leerstellen
Hohlräume im Kunststoffteil sind auf die darin eingeschlossene Luft zurückzuführen. Dies passiert, wenn kein ausreichender Entlüftungsmechanismus vorhanden ist und die Luft nicht entweichen kann. Aufgrund der im Inneren eingeschlossenen Luft kann geschmolzenes Material den Raum nicht einnehmen und das Teil wird sortenrein gefüllt. Hohlräume wirken sich auf die strukturelle Stabilität eines Teils aus, wenn die Hohlraumgröße zu groß ist.

Ursachen
- Effizienter Entlüftungsmechanismus
- Niedriger Formdruck
Lösung
- Erhöhen Sie den Einspritzdruck
- Wählen Sie einen Kunststoff mit niedrigerer Viskosität
- Wählen Sie eine Anschnittposition, die näher am dickeren Abschnitt des Teils liegt
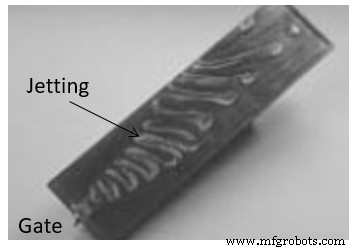
7. Spritzen
Jetting tritt auf, wenn der anfängliche Schuss geschmolzenen Materials gekühlt wird, bevor der gesamte Hohlraum gefüllt ist. Wenn die Anschnittgröße klein und der Einspritzdruck hoch ist, spritzt geschmolzenes Material oft schnell durch den Anguss und wird abgekühlt, noch bevor die Form vollständig gefüllt ist. Die ideale Bedingung ist, dass die Form allmählich gefüllt wird.
Ursachen
- Kleine Torgröße
- Hoher Einspritzdruck
- Ineffizienter Kühlmechanismus
Lösung
- Einspritzdruck reduzieren
- Erhöhen Sie die Material- oder Formtemperatur
- Gestalten Sie die Angussstelle so, dass sie bei gleichmäßiger Kühlung die Kavität ausfüllen kann
8. Kurzer Schuss
Der kurze Schuss ist ein großer Fehler bei den Spritzgussteilen. Wenn die Form nicht vollständig mit dem geschmolzenen Material gefüllt ist, tritt dieses Problem auf. Aufgrund dieses Problems wird ein Teil des Kunststoffs überhaupt kein Material haben, mit anderen Worten, das Teil wird unvollständig sein.
Der Hauptgrund für den kurzen Schuss ist die Durchflussbeschränkung durch blockierte oder enge Tore. Wenn das Material zu zähflüssig ist, kann es auch zu Kurzschüssen kommen. Wenn die Luft im Inneren eingeschlossen ist, kann auch Material diesen Bereich nicht füllen und den kurzen Schuss verursachen.

Ursache
- Niedriger Einspritzdruck
- Material ist zu zähflüssig
- Schmale Tore
- Nicht genügend Belüftungsöffnungen
Lösung
- Erhöhen Sie den Injektionsdruck
- Designe das Tor neu
- Sorgen Sie für genügend Belüftungsöffnungen, damit die Luft entweichen kann
9. Blitz
Grat ist das zusätzliche Material, das um die Trennfläche (wo der Kern auf den Hohlraum trifft) austritt. Es sieht aus wie eine dünne Lippe am Rand des Bauteils. Das Flash-Problem tritt auf, weil das Material in den Raum außerhalb des Fließkanals fließt. Grat tritt hauptsächlich in verschlissenen Formen auf. Flash wird nicht als großes Problem angesehen, es sei denn, es handelt sich um einen Erscheinungsteil. Flash kann in der Nachbearbeitung einfach entfernt werden.

Ursache
- Schlecht gestaltete Form
- Abgenutzte Form
- Zu hoher Einspritzdruck
- Geringe Spannkraft
Lösung
- Form neu gestalten
- Klemmkraft erhöhen
- Werkzeugtemperatur und Spritzdruck anpassen
10. Verfärbung
Die Verfärbung tritt auf, wenn die Farbe des Teils nicht der beabsichtigten entspricht. Manchmal verfärbt sich das ganze Teil oder ein bestimmter lokaler Bereich. Dies kann viele Gründe haben, aber hauptsächlich aufgrund von Pelletresten im Trichter oder Harzrückständen in der Düse oder Form aus einem früheren Produktionslauf. Eine Verfärbung beeinträchtigt die strukturelle Festigkeit nicht, ist jedoch für ein äußeres Erscheinungsbild nicht wünschenswert.
Ursache
- Materialreste werden im Trichter nicht gereinigt
- Schlechte thermische Stabilität des Kunststoffmaterials
Lösung
- Reinigen Sie die Düse und den Trichter nach jedem Produktionslauf
- Verwenden Sie ein Färbemittel mit guter thermischer Stabilität
Fazit:Spritzgussfehler
Das ist alles, was ich in diesem Artikel habe. Ich hoffe, Sie haben eine Vorstellung von den verschiedenen Fehlern, die in Kunststoffteilen zu finden sind. Obwohl es viele Fehler gibt, werden diese zehn Fehler, die hier erwähnt werden, in den meisten Teilen gefunden.
Wenn Sie noch Fragen oder Anregungen haben, schreiben Sie bitte in den Kommentarbereich und ich helfe Ihnen gerne weiter.
Vielleicht möchten Sie auch lesen:Blechdickentabelle
Industrietechnik
- So wird das Spritzgießen durchgeführt
- Was ist Spritzpressen und wie funktioniert es?
- Kunststoffspritzguss vs. Kunststoffbearbeitung:So entscheiden Sie
- Was sind Makerspaces und wie profitieren Hersteller davon?
- Vier Arten von Cyberangriffen und wie man sie verhindert
- Was ist Schweißporosität und wie kann man sie verhindern?
- Effiziente und kostengünstige Kunststoffspritzguss-Services
- Die häufigsten Ursachen für Maschinenausfälle und wie man sie vermeidet
- Industrielle Kupplungen:Was sind sie und wie werden sie verwendet?
- Was sind 1-2-3-Blöcke und wie werden sie verwendet?