


Warum Spritzgussformen teuer sind:Ein Expertenratgeber zu Preisen und Einsparungen
Wenn Sie jemals ein Angebot für eine Kunststoffspritzgussform angefordert haben und vom Preis überrascht waren, sind Sie nicht allein. Formen können je nach Teilekomplexität, Produktionsvolumen und Designanforderungen zwischen unter 10.000 und mehr als 100.000 US-Dollar kosten.
Dabei handelt es sich nicht um eine willkürliche Preisgestaltung – eine Form ist ein Präzisionsgerät, das Tausenden von PSI, extremer Hitze und Hunderttausenden Zyklen standhalten und dabei Toleranzen im Tausendstel-Zoll-Bereich einhalten muss. Der folgende Leitfaden erklärt, was diese Kosten verursacht und, was noch wichtiger ist, wie Sie sie verwalten und reduzieren können.

Was beeinflusst tatsächlich die Spritzgusskosten?
Eine Form ist mehr als ein roher Metallblock. Dazu gehören Kühlkanäle, Auswurfsysteme, Entlüftung, Ausrichtungsfunktionen und häufig auch mechanische Komponenten wie Schieber und Heber. Jedes Element erhöht die Konstruktionszeit, die Maschinenzeit und den Materialaufwand.
Komplexität und Genauigkeit des Formendesigns
Je komplizierter das Teil, desto komplexer – und teurer – die Form. Hinterschnitte, Innengewinde und Schnappverbindungen erfordern zusätzliche Mechanismen und können die Gesamtkosten um 20–30 % erhöhen. Aus diesem Grund ist die Analyse des Design for Manufacturability (DFM) vor dem Schneiden von Stahl von unschätzbarem Wert. Im CAD vorgenommene Änderungen sind weitaus günstiger als der Neuaufbau einer Form nach der Stahlbearbeitung.
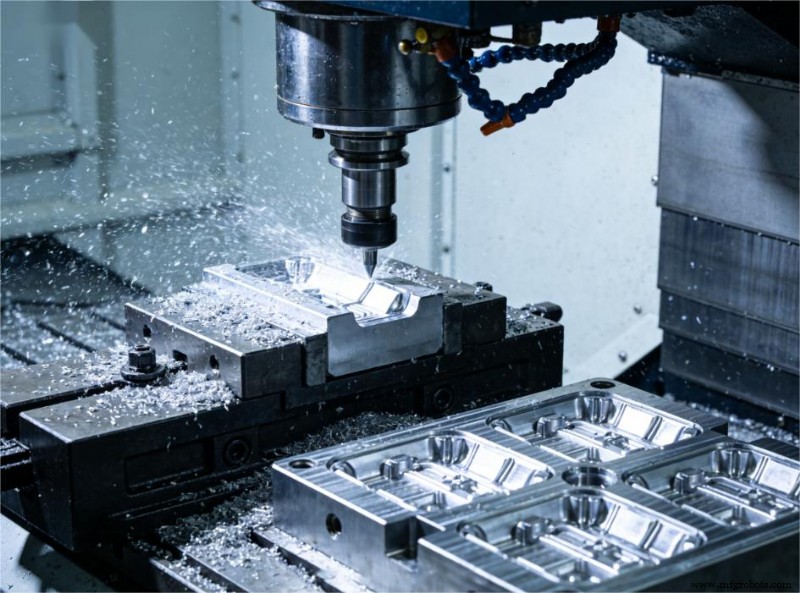
Hochqualifizierte Arbeitskräfte und fortschrittliche Fertigung (CNC und EDM)
Die 5-Achsen-CNC übernimmt die Geometrie des Primärhohlraums, weist jedoch physikalische Grenzen auf. Für tiefe Rippen, scharfe Innenecken und feine Details ist eine elektrische Entladungsbearbeitung (EDM) erforderlich. Drahterodieren erstellt präzise Profile für Schlitten und Einsätze. Anschließend polieren erfahrene Bediener die Hohlraumoberflächen von Hand, um kosmetische oder funktionelle Anforderungen zu erfüllen. Fügen Sie CAD/CAM-Programmierung, Formenbau, Anpassung und Probeaufnahmen hinzu, und Sie werden sehen, warum der Arbeitsaufwand einen erheblichen Teil der Kosten ausmacht.
Materialauswahl für Werkzeuge
Die Auswahl des richtigen Werkzeugmaterials hängt vom Fertigungsvolumen ab. Zu viel im Voraus zu kaufen ist eine Geldverschwendung; Wenn Sie zu wenig kaufen, müssen Sie später kostspielige Upgrades vornehmen. Nachfolgend finden Sie einen kurzen Vergleich der gängigsten Werkzeugmaterialien:
| Werkzeugmaterial | Vorabkosten | Bearbeitung | Erwartete Lebensdauer (Aufnahmen) | Am besten für |
|---|---|---|---|---|
| Aluminium | Niedrig | Einfach/Schnell | Mehrere Tausend bis Zehntausende | Prototyping, Kleinserie |
| Vorgehärteter Stahl (P20) | Mittel-Hoch | Mäßig | Hunderttausende | Produktion mittlerer Stückzahlen |
| Gehärteter Stahl (H13) | Sehr hoch | Hart/Langsam (EDM) | Millionen+ | Großvolumige, abrasive Harze |
Anzahl der Kavitäten und Produktionsvolumen
Einzelkavitätenformen haben höhere Kosten pro Teil, aber niedrigere Vorlaufkosten. Formen mit mehreren Kavitäten erhöhen den Anfangsaufwand, senken aber im großen Maßstab die Kosten pro Teil drastisch. Mit steigendem Volumen werden Mehrkavitätenwerkzeuge zur kostengünstigsten Lösung.
Die versteckten Kosten, die Sie nicht ignorieren können
Nach dem Schneiden von Stahl werden Konstruktionsänderungen teuer und manchmal ohne einen Umbau unmöglich. Fehler wie Grate, Einfallstellen und Verzug – oft das Ergebnis fehlender DFM-Überlegungen – sind in der Produktion kostspielig zu beheben. Probleme während des Entwurfs zu verhindern ist weitaus günstiger, als sie nachträglich zu beheben.
Praktische Tipps zur Senkung der Spritzgusskosten
- Hinterschnitte entfernen und Geometrie vereinfachen. Gestalten Sie die Merkmale nach Möglichkeit neu, um sie an der Ziehrichtung der Form auszurichten. Jeder Unterschnitt kann 20–30 % des erforderlichen Mechanismus einsparen.
- Wandstärke und Entformungsschrägen optimieren. Eine gleichmäßige Wandstärke (normalerweise 0,5–4 mm) verhindert Einfallstellen und Verzug. Schon eine Schräge von 1–2° an den Innenwänden verbessert den Durchfluss, reduziert Fehler und verlängert die Werkzeuglebensdauer.
- Passen Sie das Volumen an das Formmaterial an. Verwenden Sie Aluminiumwerkzeuge für Prototypen und frühe Validierungen. Wechseln Sie erst zu P20 oder H13, nachdem Sie die Design- und Volumenanforderungen bestätigt haben.
- Führen Sie eine DFM-Analyse durch, bevor Sie Stahl schneiden. Die Anschnittplatzierung, Auswurfkonflikte und Schweißnahtpositionen lassen sich im CAD kostengünstig korrigieren, in Stahl jedoch kostspielig. DFM ist der größte Vorproduktions-ROI.
Wie JTR Ihnen hilft, die richtige Form zum richtigen Preis zu bekommen
Ein vertrauenswürdiger Partner kann sowohl bei den anfänglichen Werkzeugkosten als auch beim langfristigen ROI einen erheblichen Unterschied machen. Bei JTR Machine kombinieren wir DFM-Analyse, Präzisionsbearbeitung und umfassende Fertigungserfahrung, um Kunden dabei zu helfen, unnötige Kosten von Anfang an zu vermeiden.
JTR Machine ist nach ISO 9001:2008 und TS 16949 zertifiziert (2015) und erhielt 2017 die IATF-Zertifizierung für den Übergang zum Qualitätssystem. In unserer Fabrik sind mehr als 70 Präzisions-CNC-Maschinen untergebracht, die höchste Produktqualität gewährleisten.
Spritzgussfähigkeiten
| Dienst | Vorlaufzeit | Materialien | Maschinen | Bereich | Toleranzen | Garantie |
|---|---|---|---|---|---|---|
| Spritzguss | 1–4 Wochen | Thermoplaste und ausgewählte Metalle (Al und Stahl) | Hohe Leistung, niedrige Ausschussrate | Thermoplastische Werkzeuge, Einsätze, Umspritzen | ±0,0127 cm (±0,05 Zoll) | Mindestens 2.000 Schüsse |
Wenn Sie eine Datei auf JTR hochladen, erhalten Sie mehr als nur einen Preis – mit unserer DFM-Überprüfung können Sie Werkzeug- und Stückkosten in verschiedenen Volumenszenarien vergleichen und so den größtmöglichen Nutzen erzielen, bevor Stahl gebunden wird.
Nächste Schritte
Während Spritzgussformen eine erhebliche Vorabinvestition erfordern, können intelligente Designentscheidungen und ein zuverlässiger Fertigungspartner Ihren ROI erheblich verbessern. Wenn Sie ein neues Projekt entwickeln, lassen Sie JTR Machine Ihren Entwurf überprüfen, Ihre Werkzeugstrategie optimieren und unnötige Ausgaben vermeiden, bevor die Produktion beginnt. Kontaktieren Sie uns für eine personalisierte DFM-Bewertung.
FAQs
F1:Wie viel kosten Spritzgussformen?
A1: Die Kosten liegen je nach Bestellmenge und Teilekomplexität zwischen unter 10.000 und über 100.000 US-Dollar. Die genaueste Schätzung ergibt sich aus einer DFM-Bewertung und einem Angebot.
F2:Wie hoch ist die typische Lebensdauer einer Spritzgussform?
A2: JTR garantiert mindestens 2.000 Schüsse, wobei sich die Lebensdauer je nach Materialauswahl und Wartungsqualität skaliert.
F3:Wie lange dauert der Spritzgussprozess?
A3: Die typische Vorlaufzeit beträgt 1–4 Wochen, abhängig von der Komplexität der Form und dem Produktionsvolumen.
Verwandte Leitfäden
Industrietechnik
- Weitere Informationen zur Spektrumanalyse
- Haben Sie ein Engpassproblem in Ihrer Fertigung? Diese 5 Softwares können Ihnen helfen
- Spezialisierte Methoden des Innenschleifens
- Qualitätsüberlegungen für die Luft- und Raumfahrtfertigung
- Verwendung von Leiterplatten in Fahrzeugen
- Methoden zur Stärkung der Entstörungsfähigkeit im PCB-Design
- 5 interessante Fakten über Wolfram
- PCB-Technologien – Was kommt als nächstes für PCBs?
- 4 Robotertypen, die jeder Hersteller kennen sollte
- Stahlskandal wird die Lieferkette erschüttern