


Formschräge beim Spritzgießen:Designrichtlinien und entscheidende Bedeutung
Spritzguss ist nach wie vor die Methode der Wahl für die schnelle Produktion komplexer Teile in großen Stückzahlen. Ein einziges geometrisches Merkmal – der Entformungswinkel – spielt eine entscheidende Rolle dabei, sicherzustellen, dass diese Teile den Qualitäts-, Kosten- und Leistungserwartungen entsprechen.
In diesem Artikel entmystifizieren wir Formschrägen:Was sie sind, warum sie wichtig sind und wie man sie für optimale Ergebnisse gestaltet. Wenn Sie diese Richtlinien befolgen, vermeiden Sie kostspielige Mängel, verkürzen die Zykluszeiten und erzielen das gewünschte Finish.
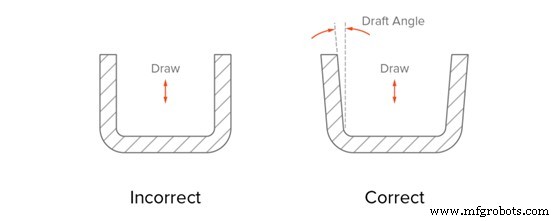
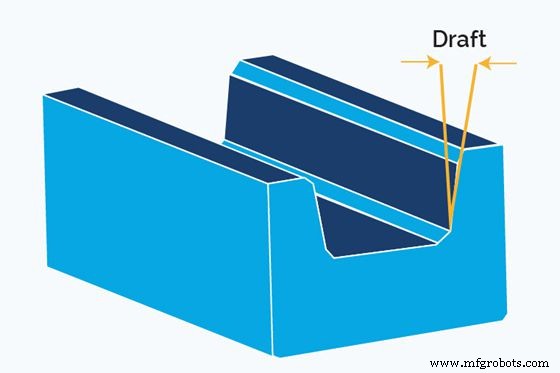
Der Entformungswinkel ist die absichtliche Verjüngung der Wände einer Form, gemessen in Grad relativ zur Ziehrichtung des Teils. Während der Winkel ein Formmerkmal ist, ist er auch am fertigen Bauteil sichtbar. Ingenieure streben typischerweise einen Wert von etwa 1,5° an, obwohl Werte zwischen 0,5° und 10° für Spezialteile üblich sind.
Warum der Formschrägenwinkel beim Spritzgießen wichtig ist
Reibungsloser Teileauswurf
Beim Auswerfen berührt das Teil die Formwände und erzeugt Reibung, die die Oberfläche verformen, die erforderliche Auswurfkraft erhöhen und die Werkzeuglebensdauer verkürzen kann. Ein geeigneter Entformungswinkel gibt das Teil sofort frei, da die Auswerferstifte es nach außen drücken, wodurch Kontakt und Reibung vermieden werden.
Ohne Formschräge gleitet das Teil entlang der Form, was die Oberflächengüte und Toleranzen beeinträchtigt und zu höheren Auswurfkräften führt.
Warping-Prävention
Wenn sich ein Teil von der Form löst, kann sich bei fehlender Zugluft ein Vakuum bilden, das das Teil nach innen zieht und zu Verformungen führt. Durch den Luftzug kann die Luft sofort einströmen, was die Bildung eines Vakuums verhindert und die Geometrie flach hält.

Hervorragende Oberflächenbeschaffenheit
Da das Reiben an der Form entfällt, bleiben beim Entwurf feine Oberflächendetails erhalten und die Notwendigkeit einer Nachbearbeitung wird reduziert. Beim Umgang mit Texturen muss der Entwurf nicht nur die grobe Form, sondern auch die feinen Vorsprünge berücksichtigen.
Reduziert Deep Draw und Flash
Beim Tiefziehen – wenn sich die Formhälften entlang einer Linie trennen, die in das Teil einschneidet – besteht die Gefahr, dass das Teil festklebt. Ein größerer Entformungswinkel mildert dies, indem er die Trennung erleichtert und Grate reduziert.
Kosteneinsparungen
Entformungsschrägen verringern den Verzug, verbessern die Oberflächenqualität und verringern die Auswurfkräfte. Diese Vorteile führen zu weniger Ausschuss, weniger Bearbeitung und geringerem Werkzeugverschleiß, was letztlich zu geringeren Produktions- und Wartungskosten führt.
Designrichtlinien für Formschrägen
Die Wahl des richtigen Schrägenwinkels erfordert eine Abwägung funktionaler, ästhetischer und herstellbarer Aspekte. Nachfolgend finden Sie bewährte Faustregeln.
1. Mechanische Passungen und thermische Schrumpfung
Formschrägen beeinflussen, wie ein Teil beim Abkühlen schrumpft. Außenflächen bewegen sich nach außen, während Innenflächen nach innen gezogen werden, was möglicherweise zu einer Änderung der Maßtoleranzen führt. Stellen Sie sicher, dass die entworfene Geometrie auch nach dem Schrumpfen noch den Passformanforderungen entspricht.
2. Texturgesteuerter Entwurf
Je rauer die Oberflächenstruktur, desto größer ist der erforderliche Tiefgang, um Abrieb beim Auswerfen zu vermeiden. Für Spiegeloberflächen ist 0,5° typisch. Erhöhen Sie die Schräge um 0,4° pro 0,1 mm zusätzlicher Rauheit, bis zu 10° für extreme Muster.
3. Tiefenbasierter Entwurf
Tiefere Merkmale erzeugen ein höheres Vakuumrisiko. Fügen Sie für jeden Zoll Teiletiefe 1° Formschräge hinzu (≈25 mm). Passen Sie das Material oder die Teilegröße leicht an, aber diese Regel gilt in den meisten Fällen.
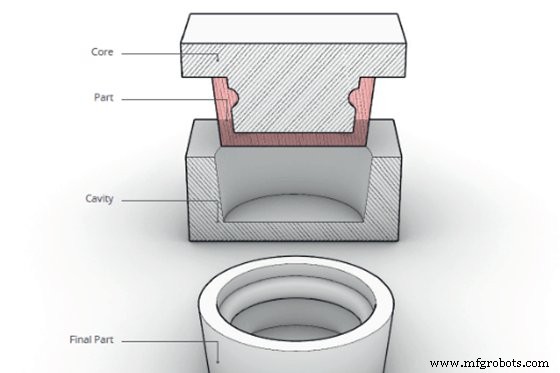
4. Kern-Hohlraum-Ansatz
Wenn eine Außenfläche glatt bleiben muss, während die Innenseite rau sein kann (z. B. Schutzgehäuse), wenden Sie eine etwas größere Formschräge auf den Kern an. Der Kern schrumpft in die Form, während sich die Außenfläche sauber ablöst.
Kurzreferenz:Tipps zum Schrägenwinkel
- Beginnen Sie für die meisten Teile mit einer Schräge von 1,5°.
- Entwerfen Sie sowohl den Hohlraum als auch den Kern. Der Kerntiefgang kann um 0,2–0,5° höher sein.
- Fügen Sie 1° pro Zoll Tiefe hinzu.
- Erhöhen Sie die Formschräge pro 0,1 mm Rauheit um 0,4°.
- Wenden Sie Schräge auf alle vertikalen Elemente an:Wände, Rippen, Lamellen, Hinterschneidungen.
- Verwenden Sie die Kern-Kavität-Methode für ästhetisch glatte Außenseiten.
- Beziehen Sie Entwürfe auch bei seitlich gezeichneten Features ein.
- Harte, abrasive Materialien erfordern größere Zugkräfte als weiche, duktile.
Schlussfolgerung
Formschrägen sind mehr als ein Formdetail – sie sind die Grundlage für zuverlässige, qualitativ hochwertige Spritzgussteile. Durch die Einbeziehung der oben genannten Richtlinien reduzieren Sie Fehler, senken die Kosten und verbessern die Gesamtleistung der Fertigung.
WayKen Rapid Manufacturing ist auf Präzisionsformenbau und Rapid Tooling spezialisiert. Zu unseren Dienstleistungen gehören detaillierte DFM-Analysen, genaue Simulation von Entformungsschrägen und schlüsselfertige Produktionslösungen. Kontaktieren Sie uns noch heute, um Ihre Spritzgussprojekte zu beschleunigen.
FAQs
Wann sollte ich einen Entformungswinkel angeben?
Schrägenwinkel sollten bereits in der frühesten Entwurfsphase berücksichtigt werden – idealerweise während der Konzeptskizzen und der Prototypenentwicklung –, um Herstellbarkeit und Teileintegrität zu gewährleisten.
Kann ich Schrägenwinkel überspringen?
Das Weglassen von Formschrägen ist riskant. Während kleine Teile mit engen Toleranzen dies tolerieren könnten, ist es aufgrund des Risikos von Verzug, Oberflächendefekten und höherem Werkzeugverschleiß in den meisten Fällen nicht ratsam.
Was sind positive und negative Entwürfe?
Eine positive Formschräge bedeutet, dass sich das Teil zum Formhohlraum hin verjüngt (an der Basis breiter). Eine negative Formschräge verjüngt sich nach außen, was beim Spritzgießen aufgrund von Auswurfschwierigkeiten selten verwendet wird.
Industrietechnik
- Hochspezialisierte Metalle für die Kleinserienfertigung
- Was ist Predictive Maintenance und warum ist sie wichtig?
- Wie wirtschaftlich ist Baustahl im Vergleich zu anderen Materialien?
- Top 5 der Fertigungstrends 2018 – Neue Technologien
- Gartner:IoT-Sicherheitsausgaben belaufen sich auf 1,5 Milliarden US-Dollar – aber Strategie schlecht
- Warum Entlastungsventile für die Sicherheit von Chemieanlagen unerlässlich sind
- Die Grundlagen des kundenspezifischen Fräsens und Drehens
- 10 Faktoren zur Erzielung kostengünstiger Leiterplatten in China
- Beste Buchhaltungssoftware für Shopify im Jahr 2022
- Kepware vs. MachineMetrics:Was ist die bessere Lösung für die Maschinendatenerfassung?