


Badetuch
Hintergrund
Badetücher sind gewebte Stoffstücke aus Baumwolle oder Baumwoll-Polyester, die verwendet werden, um nach dem Baden Feuchtigkeit vom Körper aufzunehmen. Badetücher werden oft im Set mit Gesichtstüchern und Waschlappen verkauft und sind immer das größte der drei Handtücher. Badetücher werden in der Regel mit einer Schlaufe oder einem Flor gewebt, der weich und saugfähig ist und somit das Wasser vom Körper wegleitet. Zur Herstellung dieses Baumwollflors werden spezielle Webstühle, sogenannte Dobby-Webstühle, verwendet.
Badetücher sind im Allgemeinen einfarbig, können aber mit maschinengenähten Stickereien verziert, in ausgefallenen Jacquardmustern (vordefinierte computerprogrammgesteuerte Designs) gewebt oder sogar in Streifen gedruckt werden. Da Handtücher viel Wasser ausgesetzt sind und häufiger mit Heißwasser gewaschen werden als andere Textilien, behalten bedruckte Handtücher ihr Muster möglicherweise nicht lange. Die meisten Handtücher haben zwei Webkanten oder fertig gewebte Kanten an den Seiten und sind oben und unten gesäumt (geschnitten und vernäht). Einige Frottierhersteller produzieren die Frottiergarne, weben die Handtücher, färben sie, schneiden und nähen Säume und bereiten sie für den Vertrieb vor. Andere kaufen das bereits gesponnene Garn von anderen Großhändlern und weben nur die Frottierwaren.
Verlauf
Bis Anfang des 19. Jahrhunderts, als sich die Textilindustrie mechanisierte, konnten Badetücher relativ teuer in der Anschaffung oder zeitaufwändig in der Herstellung sein. Es ist fraglich, wie wichtig diese Damenbinden für den Durchschnittsbürger waren – schließlich war das Baden vor 200 Jahren nicht annähernd so beliebt wie heute! Die meisten erhaltenen Handtücher aus dem neunzehnten Jahrhundert sind in der Tat Frottierwaren, die wahrscheinlich hinter oder auf dem Waschtisch verwendet wurden, dem Möbelstück, das in den Tagen vor der Inneninstallation das Waschbecken und den Krug mit Wasser versorgte. Ein Großteil dieser Frottierwaren war handgewebtes, in Leinwandbindung gewebtes Naturleinen. Ausgefallene Damenzeitschriften und Versandkataloge zeigen ausgefallenere jacquardgewebte farbige Leinenmuster (insbesondere rot und weiß), aber diese waren eher Hand- und Waschlappen. Erst in den 1890er Jahren ersetzte das weichere und saugfähigere Frottee das schlichte Leinenhandtuch.
Da sich die Baumwollindustrie hierzulande mechanisierte, konnte sowohl Frottierware als Meterware als auch in Fertigware eingekauft werden. In den 1890er Jahren konnte eine amerikanische Hausfrau in den Gemischtwarenladen gehen oder per Post entweder gewebte, genähte und gesäumte türkische Frottierwaren (Frottee) bestellen oder Frottee Meterware kaufen und auf das Passende zuschneiden Badetuchgröße, die ihre Familie mochte, und sie selbst säumen. Es war eine Vielzahl von Frottierwaren erhältlich – Windelgewebe, Huck-Abacks, „Crash“-Frottierwaren – hauptsächlich aus Baumwolle, da Leinen in diesem Land in den 1890er Jahren nicht in großen Mengen kommerziell gewebt wurde. Webereien begannen Ende des 19. Jahrhunderts mit der Massenproduktion von Frotteehandtüchern und produzieren diese seitdem in ähnlicher Weise.
Rohstoffe
Zu den Rohstoffen gehören Baumwolle oder Baumwolle und Polyester, je nach Zusammensetzung des Handtuchs in der Produktion. Einige Handtuchfabriken kaufen den Primärrohstoff Baumwolle in Ballen von 227 kg (500 lb) und spinnen sie mit Synthetik, um die für die Produktion benötigte Garnart zu erhalten. Einige Fabriken beziehen das Garn jedoch von einem Lieferanten. Diese Garnspulen aus Baumwoll-Polyester-Mischgarn werden in großen Mengen in 7,5 lb (3,4 kg) Garnspulen gekauft. Eine einzelne Garnspule entwirrt 66.000 yd (60.324 m) Faden.
Garn muss beschichtet oder geschlichtet werden, damit es leichter gewebt werden kann. Eine solche Industriebeschichtung enthält PVA-Stärke, Harnstoff und Wachs. Bleichmittel werden im Allgemeinen verwendet, um ein Handtuch vor dem Färben aufzuhellen (wenn es gefärbt werden soll). Auch hier variieren diese Bleichmittel je nach Hersteller, können jedoch bis zu 10 Inhaltsstoffe (einige davon proprietär) enthalten, darunter Wasserstoffperoxid, einen ätzenden Entschäumer oder, wenn das Handtuch weiß bleiben soll, einen optischen Aufheller, um das Weiß heller erscheinen zu lassen . Synthetische oder chemische Farbstoffe mit komplexer Zusammensetzung, die Handtücher sowohl farbecht als auch leuchtend machen, können ebenfalls verwendet werden.
Design
Die meisten Handtücher sind nicht speziell in komplexen Mustern entworfen. Die überwiegende Mehrheit sind einfache Frotteehandtücher, die auf Schaftwebstühlen mit Schlingenflor gewebt werden und oben und unten angenähte Kanten haben. Die Größen variieren ebenso wie die Farben je nach Bestellung. Zunehmend werden weiße oder Lagerhandtücher an Großhändler oder andere gesendet, um sie mit computergesteuerten Stickereien zu dekorieren oder mit Stoffapplikationen oder Dekorationen zu dekorieren. Dies geschieht an einem anderen Ort und wird oft von einem anderen Unternehmen durchgeführt.
Der Herstellungsprozess
Prozess
Drehen
- 1 Wie bereits erwähnt, spinnen einige Fabriken ihr eigenes Garn für Badetücher. Wenn dies im Werk erfolgt, erhält der Hersteller riesige 500 lb (227 kg) Ballen aus Baumwolle von hoher oder "mittlerer Qualität" (mittlerer Qualität) zur Verarbeitung in Garn (Qualität hängt vom Hersteller und der Qualität des Handtuchs in der Produktion ab) ). Diese Ballen werden von einer automatischen Uniflock-Maschine aufgebrochen, die die Oberseite jedes Ballens ein wenig abdrückt, öffnet und dann ablegt. Die Uniflock-Auflösemaschine vermischt die Baumwollfasern durch wiederholtes Schlagen, sodass Verunreinigungen herausfallen oder herausgefiltert werden (diese Ballen enthalten viele Verunreinigungen in der Rohbaumwolle). Die reineren Fasern werden durch Rohre zu einer Mischeinheit geblasen, wo die Baumwolle vor dem Verspinnen miteinander vermischt wird. Handtücher von höherer Qualität verwenden Baumwolle mit Fasern, die vor dem Spinnen dreimal miteinander vermischt werden. In einigen Fabriken wird die Baumwolle bei diesem Mischprozess mit Polyester vermischt.
- 2 Die gemischten Fasern werden dann durch Rohre zu Karden geblasen, wo umlaufende Zylinder mit Drahtzähnen verwendet werden, um die Fasern zu begradigen und Verunreinigungen vor dem Spinnen weiter zu entfernen. Die Baumwollfasern, die noch kein Garn sind, werden zur Vorbereitung zum Spinnen zu parallelen Fasern geformt.
- 3 Diese parallelen Fasern werden dann zu einem Faserband verdichtet – einem gedrehten Seil aus Baumwollfasern. Diese Faserbänder werden einer weiteren Maschine zugeführt, in der sie erneut gemischt und zum Richten zwischen andere Walzen geschickt werden. Das ultimative Ziel sind lange, gerade, parallele Fasern, da sie stärkere Garne erzeugen. (Stärkere Garne erfordern weniger Zwirnen, wodurch auch starke Garne erzeugt werden, sie jedoch weniger weich und saugfähig sind.) Die Fasern werden auf eine große Rolle gewickelt und auf einen Wagen geschickt und der Kämmmaschine zugeführt.
- 4 Hier werden die Fasern gekämmt, wodurch die Fasern mit einer feineren Drahtverzahnung als bei der Karde weiter geglättet werden. Durch das Kämmen werden die kürzeren Fasern, die gröber und wolliger sind, entfernt, und die feineren, längeren, seidigeren Baumwollfasern können zu Garn versponnen werden. Nach dem Kämmen werden die Fasern wieder zu einem gedrehten Seilband geformt.
- 5 Die Faserbänder gelangen zu Vorgarnmaschinen, wo die Fasern weiter verdrillt und gerichtet und zu Vorgarnen geformt werden. Der Roving-Rahmen verdreht die Fasern auch leicht. Das Ergebnis ist ein langer Baumwollvorgarn, der im letzten Schritt vor dem Spinnen auf Spulen gewickelt wird.
- 6 Jetzt ist der Vorgarn bereit zum Spinnen. Die Spule wird auf einer Ringspinnmaschine gesponnen, die den Baumwollvorgarn mechanisch auszieht oder zu einem Einzelstrang auszieht. Die Fasern verhaken sich im Wesentlichen zu einem durchgehenden Faden und verdrehen den Faden beim Ziehen leicht oder
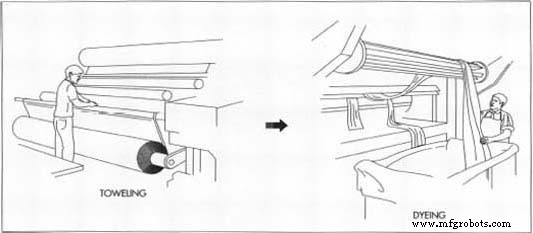 Sobald die Frottierware hergestellt ist, wird sie auf eine Aufwickelspule außerhalb des Webstuhls aufgewickelt. Es wird dann als riesige Stoffrollen zum Bleichen transportiert und in ein Wasserbad mit Bleichchemikalien wie Wasserstoffperoxid, ätzenden Entschäumern und anderen proprietären Inhaltsstoffen gelegt. Alle Frottierwaren müssen reinweiß gefärbt werden, bevor sie mit irgendeiner Farbe gefärbt werden. gesponnen. Sobald das Garn gesponnen ist, wird es automatisch auf große Räder gewickelt, die mit Garn wie Käsescheiben ähneln.
Sobald die Frottierware hergestellt ist, wird sie auf eine Aufwickelspule außerhalb des Webstuhls aufgewickelt. Es wird dann als riesige Stoffrollen zum Bleichen transportiert und in ein Wasserbad mit Bleichchemikalien wie Wasserstoffperoxid, ätzenden Entschäumern und anderen proprietären Inhaltsstoffen gelegt. Alle Frottierwaren müssen reinweiß gefärbt werden, bevor sie mit irgendeiner Farbe gefärbt werden. gesponnen. Sobald das Garn gesponnen ist, wird es automatisch auf große Räder gewickelt, die mit Garn wie Käsescheiben ähneln.
Warping
- 7 Kettfäden sind Längsfäden in einem Stück gewebtem Material, die auf einem Baum straff gespannt oder geschärft werden. Breitenfäden, die als Schuss oder Füller bezeichnet werden, werden unter und über die Kette geführt, um das Gewebe zu bilden. Die großen Spulen der gerade gesponnenen Baumwolle sind bereit zum Schären oder Wickeln auf einen Baum, der zum Weben in den Webstuhl eingeführt wird. Wenn das Garn gekauft wird, werden die 7,5 lb (3,4 kg) Spulen zum Schären vorbereitet. Anschließend wird ein Schärbaum geschärft, in dem Fäden verankert und in Hunderten von parallelen Reihen zu einem großen Baum gewickelt werden. Unterschiedliche Tuchbreiten erfordern unterschiedliche Anzahlen an Kettfäden.
- 8 Diese riesigen Balken voller umwickelter Kettfäden werden in ein Gestell gelegt, das bis zu 12 Balken fasst, und zur Vorbereitung für das Weben sortiert. Die Fäden müssen bemessen oder versteift werden, damit das Stück leichter zu weben ist. PVA-Stärke, Harnstoff und Wachs werden auf das Garn aufgewalzt und verpresst. Die Fäden werden dann über Trocknungsdosen geführt – teflonbeschichtete Dosen mit Dampfwärme, die von innen ausgeht. Dies hilft, die Kettfäden schnell zu trocknen. (1000 Kettfäden werden zum Trocknen über neun Kannen gezogen.) Diese mit beschichteten Fäden versehenen Kettbäume werden nun zu den Webstühlen geschickt.
Weben
- 9 Die Balken werden von einem Hubwagen oder einem hydraulischen Hubwagen aufgenommen und zu Webstühlen transportiert. Diese Webstühle variieren in der Breite, können aber bis zu 85 Zoll (216 cm) oder bis zu 153 Zoll (389 cm) schmal sein. (Es überrascht nicht, dass das Weben umso langsamer ist, je breiter der Webstuhl ist, da die Schussfäden länger brauchen, um die Kette zu überqueren.) Die Kettbäume werden mechanisch mit einem Kettheber auf die Webstühle gehoben, der das Gewicht und die Größe des Baums tragen kann.
- 10 Handtücher werden auf Schaftwebstühlen gewebt, d. h. jeder Webstuhl hat zwei Sätze oder Kettfäden und somit zwei Kettbäume – eine Kette wird als Grundkette bezeichnet und bildet den Körper des Handtuchs und die andere wird als Florkette bezeichnet und produziert der Frotteeflor oder die Schlaufe. Jeder Satz Kettfäden wird sorgfältig durch einen Satz Metallösen geführt und an einem Geschirr befestigt. (Geschirre sind separate, parallele Rahmen, die ihre vertikalen Beziehungen zueinander ändern können.) Diese Geschirre heben und senken diese Kettfäden mechanisch, so dass der Schuss oder Füller zwischen ihnen hindurchgeführt werden kann. Der Schnittpunkt von Kette und Schuss ist gewebter Stoff.
Das Füllgarn ist so programmiert, dass es locker in das Gewebe eingelegt wird. Wenn dieser lose Füllstoff in den Stoff geschlagen oder gedrückt wird, wird der Durchhang zu einer kleinen Schlaufe nach oben gedrückt.
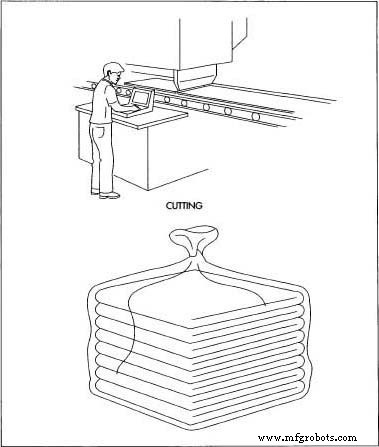 Nach dem Färben wird das Handtuch gesäumt und in standardisierte Größen geschnitten.
Nach dem Färben wird das Handtuch gesäumt und in standardisierte Größen geschnitten. Schiffchen, die die Füllfäden tragen, werden wirklich mit Höchstgeschwindigkeit über diese großen Webstühle geschossen – diese Webstühle zur Handtuchherstellung können 18 Schiffchen haben, die von einem Schusszylinder über die Kette abgefeuert werden. Ein Shuttle folgt dem nächsten. Sobald das eine Schiffchen über die Kettfäden schießt, fällt das Schiffchen nach unten und wird zurück zum Schusszylinder transportiert und wieder quer geschossen. Eine typische Handtuchwebmaschine hat 350 Schiffchen-Einfügungen in einer einzigen Minute – fast sechs Schiffchen, die pro Sekunde abgefeuert werden. So werden Handtücher auf diesen großen mechanisierten Dobby-Webstühlen sehr schnell gewebt. In einer kleinen Handtuchfabrik können in einer einzigen Woche 250 Dutzend Badetücher auf einem Webstuhl hergestellt werden – und in der Fabrik gibt es 50 Webstühle.
Bleichen
- 11 Sobald die Frottierware hergestellt ist (es handelt sich um eine lange Frotteerolle ohne Anfang und Ende), wird sie auf eine Aufwickelspule außerhalb des Webstuhls aufgewickelt. Es wird dann als riesige Stoffrollen zum Bleichen transportiert und in ein Wasserbad mit Bleichchemikalien wie Wasserstoffperoxid, ätzenden Entschäumern und anderen proprietären Inhaltsstoffen gelegt. Alle Frottierwaren müssen reinweiß gefärbt werden, bevor sie mit irgendeiner Farbe gefärbt werden. Die mit Chemikalien beladenen nassen Frottierwaren werden dann enorm hohen Temperaturen ausgesetzt. Die Hitze lässt die Chemikalien reagieren und das Handtuch bleichen. Anschließend wird die Rolle mindestens einmal und bis zu dreimal in einer großen Waschmaschine gewaschen, um alle Chemikalien aus dem Frottee zu entfernen. Das Frottee ist getrocknet, und wenn es weißes Frottee bleiben soll, kann es oben und unten geschnitten, mit Steppstich vernäht und mit einem Etikett versehen werden (alles mit einer Maschine).
Färben
- 12 Wenn es gefärbt werden soll, werden die großen, getrockneten, ungeschnittenen Rollen in große Bottiche mit chemischen Farbstoffen gebracht, die sich im Laufe der Zeit nach umfangreichen Wäschewaschen als farbechte Frottierwaren erwiesen haben. Nach dem Eintauchen in den Bottich wird das Frottee entnommen und zwischen zwei schweren Walzen gepresst, wodurch die Farbe in das Frottee gedrückt wird. Ein gründliches Dämpfen fixiert die Farbe. Das Frottee wird noch einmal dampfgetrocknet, im Trocknungsprozess aufgeplustert und dann sind die gefärbten Handtücher bereit zum Schneiden, Säumen und Etikettieren.
Schneiden, Falten und Verpacken
- 13 Die abschließende Sichtkontrolle der geschnittenen und gesäumten Handtücher erfolgt und sie werden handgefaltet und zur Verpackung transportiert, wo automatische Verpackungsanlagen einen Beutel um die Handtücher bilden und UPC-Etiketten an den Beuteln angebracht werden. Diese verpackten Handtücher werden in den Lagerraum geschickt und warten auf den Transport aus dem Werk.
Qualitätskontrolle
Handtücher werden während des gesamten Produktionsprozesses strengen Qualitätskontrollen unterzogen. Wenn Garn gekauft wird, wird es stichprobenartig auf Gewicht geprüft und muss dem vom Unternehmen festgelegten Standard entsprechen (leichtere Garnspulen weisen darauf hin, dass das Garn dünner als gewünscht ist und möglicherweise nicht so stabil ist). Bleich- und Färbebottiche werden regelmäßig auf ihre geeignete chemische Zusammensetzung überprüft.
Während des Webprozesses führen einige Unternehmen das Gewebe über einen beleuchteten Inspektionstisch. Hier kontrollieren die Weber und Qualitätsprüfer das Tuch auf Webfehler. Etwas ungleichmäßig gewebte Handtücher können geglättet und nachgebessert werden. Aber diejenigen, die dies nicht können, können als "Sekunden" oder unvollkommen bezeichnet oder vom Unternehmen vollständig abgelehnt werden. Wie in allen Aspekten des Prozesses sind visuelle Kontrollen ein Schlüssel zur Qualitätskontrolle – alle am Prozess Beteiligten verstehen Mindeststandards und überwachen das Produkt jederzeit.
Nebenprodukte/Abfälle
Potenziell schädliche Nebenprodukte werden oft in das Wasser gemischt, das zum Bleichen, Waschen und Färben des Handtuchstoffs verwendet wird. Der Bleichprozess umfasst insbesondere Inhaltsstoffe (Peroxide und andere Ätzmittel), die nicht unbehandelt in eine Wasserversorgung eingeleitet werden können. Viele Frottierfabriken betreiben ihre eigenen Wasseraufbereitungsanlagen, um sicherzustellen, dass das Wasser, das die Fabrik abgibt, den Mindeststandards für pH, Temperatur usw. entspricht.
Herstellungsprozess
- Was ist VMC-Bearbeitung?
- Leitfaden zur Laserbeschriftung mit Aluminium
- MIG-Schweißen vs. WIG-Schweißen
- Leitfaden zur Laserbeschriftung
- Überlegungen zur Schweizer Hochproduktionsbearbeitung
- Leitfaden zum CNC-Prototyping
- Den Wellenherstellungsprozess verstehen
- Was ist Faserlasermarkierung?
- Elektropolieren vs. Passivieren
- Was ist eine Edelstahlpassivierung?