


Asphaltverdichtungswalzmuster zur Unterstützung beim Erreichen der Zieldichte und -produktion
Bauunternehmer wissen viel über die Mischung, die sie bei Projekten verwenden werden. Die meisten wissen genau, wie viele Tonnen Mischgut die Asphaltanlage stündlich produzieren kann. Sie kennen die Lagerkapazität der Silos und bestimmen, ob die Anlage Mischgut nur für ein Projekt oder für mehrere Projekte gleichzeitig bereitstellt. Wenn ein Auftragnehmer Mischgut von einem Hersteller kaufen muss, ist die zu kaufende Menge an Mischgut normalerweise ein Vertragsgegenstand und eine vorhersehbare Lieferung.
Die Auftragnehmer kennen auch die Größe und Kapazität der Transportlastwagen, mit denen Heißasphalt (HMA) zum Projekt geliefert wird. Aus Erfahrung schätzen Auftragnehmer die Hin- und Rücktransportzeit vom Werk zur Baustelle und bestimmen, wie viele Ladungen jeder LKW pro Zeiteinheit liefern kann.
Aber wenn es um Einbau und Asphaltverdichtung geht, sind Vorhersagen über die Produktivität weniger sicher. Insbesondere bei der Verdichtung beeinflussen die Variablen, wie viel HMA produziert wird und wann es geliefert wird, die Temperatur des Asphalts beim Verdichten. Die Mischtemperatur ist das kritischste Element bei der Verdichtung. Um die Walzen in der richtigen Rollzone zu halten, um die Zieldichte zu erreichen, sind die richtigen Asphalt-Rollmuster erforderlich.
BEWÄHRTE PRAKTIKEN DER ASPHALTVERDICHTUNG
Verdichterhersteller lehren mehrere Bedienerverfahren zur Steigerung der Produktivität. Da heutzutage fast alle Abbauwalzen Vibrations-Doppelwalzenverdichter verwenden, konzentrieren sich die folgenden Best Practices auf den Betrieb dieser Art von Verdichter.
Machen Sie den ersten Durchgang zum Straßenfertiger mit eingeschalteter Vibration.
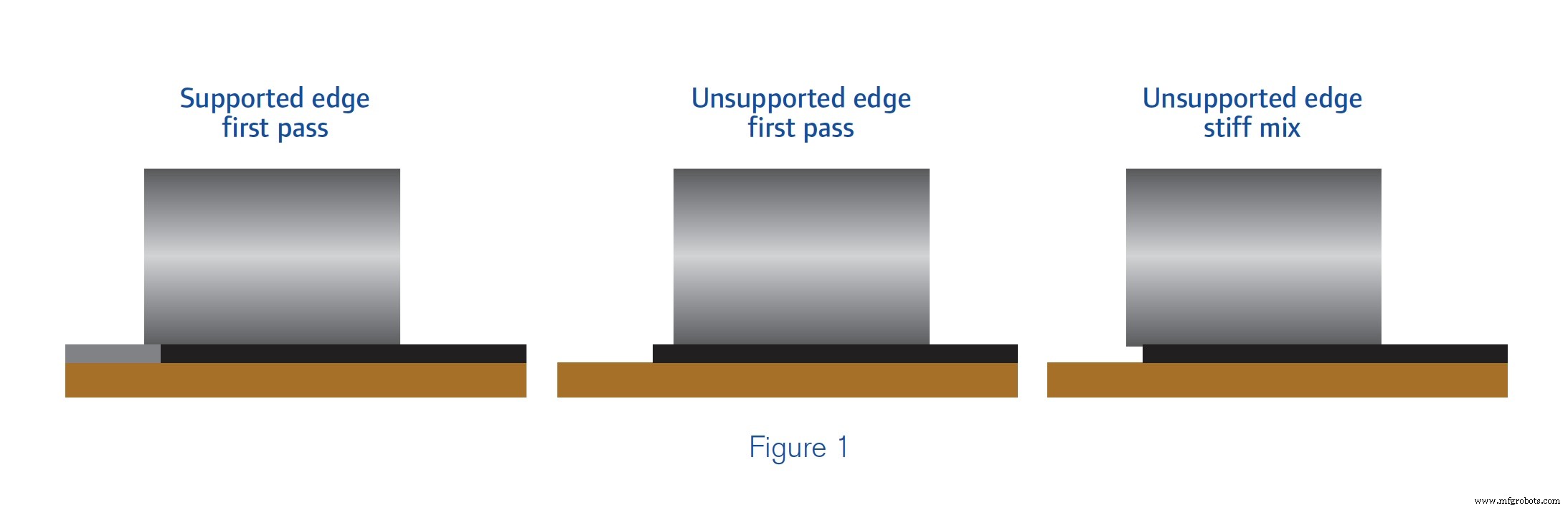
Der erste Durchgang erzielt die größte Verringerung der Luftporen, weil die Mischungsviskosität niedrig ist und die Fähigkeit, Aggregatteilchen in eine engere Orientierung umzuordnen, hoch ist. Wenn die Fahrbahnkante gegen seitliche Bewegung gestützt wird, sollte der Bediener die Fuge zwischen kalten und heißen Platten leicht überlappen. Je erfahrener der Bediener, desto schmaler ist die erforderliche Überlappung der Verbindung. Die meisten Bediener benötigen nur eine Überlappung von 3 bis 4 Zoll (75 bis 100 Millimeter). Wenn die Fahrbahnkante nicht unterstützt wird, sollte der Bediener diesen ersten Durchgang 150 bis 200 mm (6 bis 8 Zoll) von der Kante entfernt ausführen, um ein seitliches Verschieben der Matte zu verringern. Bei steiferen Mischungen ist diese Vorsichtsmaßnahme möglicherweise nicht erforderlich. Abbildung 1 zeigt die richtige Bandagenausrichtung zur Fahrbahn beim ersten Durchgang.
Halten Sie die Vorwärtsbewegung des Verdichters an und rollen Sie in einem leichten Bogen zur Mitte der Platte, in sicherem Abstand hinter dem Fertiger und der Mannschaft.
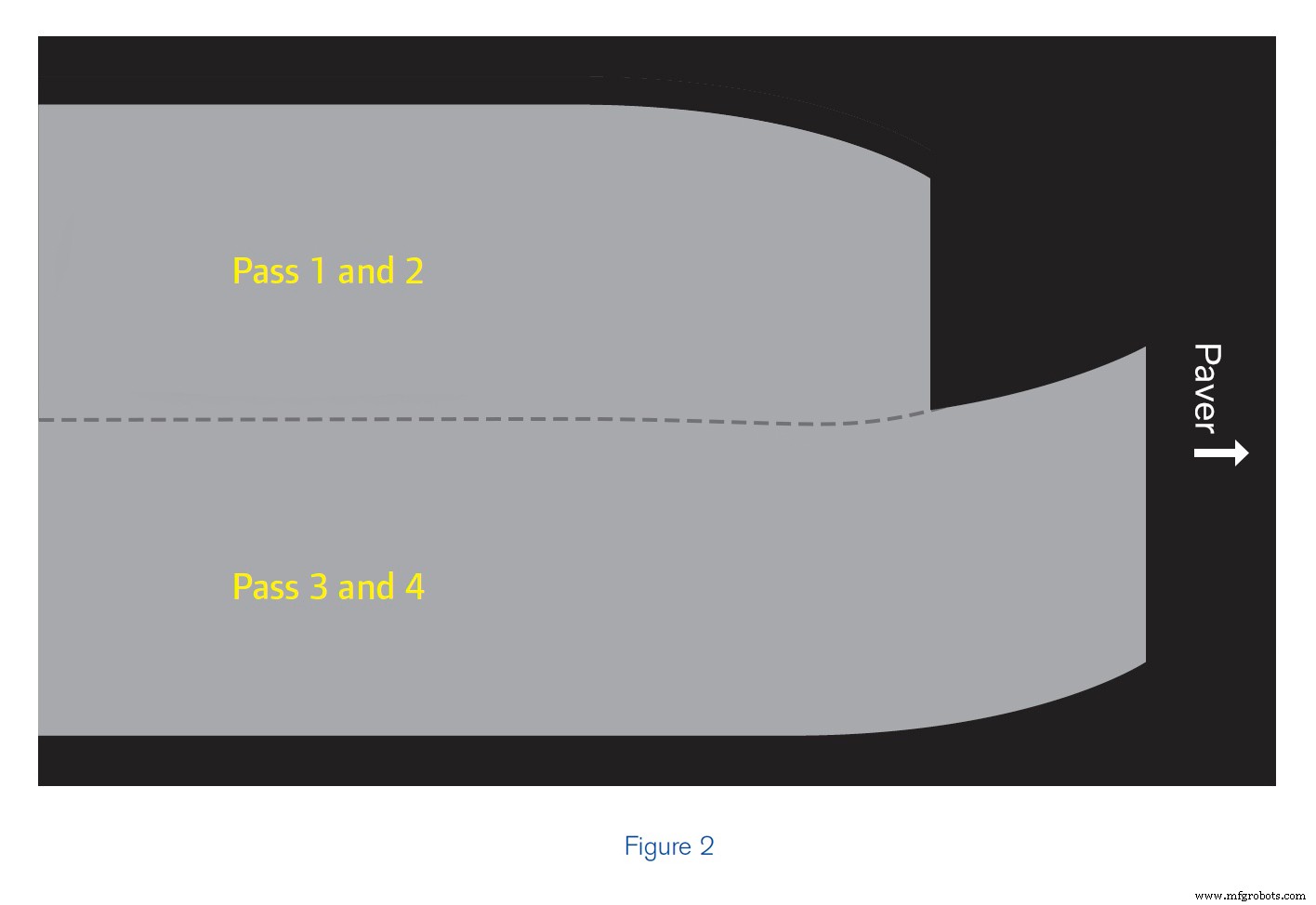
Der Grund für das Stoppen in einem Winkel ist das leichtere Ausrollen von Bandagenvertiefungen beim nächsten Durchgang. Dies hilft, die Bildung von Unebenheiten auf der Fahrbahn zu verhindern. Abbildung 2 zeigt die Technik. Der Durchgang auf der linken Seite der Platte stoppt in einem Bogen und der Verdichter kehrt auf demselben Weg zurück. Der nächste Vorwärtsdurchgang befindet sich auf der rechten Seite des Panels und passiert den vorherigen Vorwärtsdurchgang mit einem Bogen zur Mitte des Panels. Diese Technik ermöglicht es dem Kompaktor, eine gleichmäßigere Dichte zu erreichen, indem er bei jedem Durchlauf nebeneinander im gleichen Temperaturbereich bleibt.
Rollen Sie das Ende jedes nachfolgenden Durchgangs über das Ende des angrenzenden und vorherigen Durchgangs hinaus.
Dies ist auch in Fig. 2 dargestellt. Der Vorwärtsbewegung des Straßenfertigers folgend, hält der Abbauverdichter im gleichen relativen Temperaturbereich der Matte wie der Straßenfertiger. Die Begrenzung der Länge der Rollzone für den Abbauasphalt hilft dem Frontverdichter, mit dem Fertiger Schritt zu halten. Es gibt keine wichtigere Technik bei der Verdichtung, insbesondere für Splittmastixasphalt (SMA) und Superpave-Mischungen.
OPTIMALE ASPHALTDICHTE ERREICHEN
Vollständiges Abbauwalzen, bevor die Mischung unter eine Temperatur abkühlt, die mit dem Erreichen der Zieldichte vereinbar ist. Diese Technik erreicht zwei Ziele. Bei den meisten Mischungen kann damit die höchste Produktion erzielt werden. Bei Mischungen, die Zartheit zeigen, ermöglicht dies, dass die Dichte erreicht wird, bevor die Mischung beginnt, Instabilität zu zeigen.
Verdichten Sie die Fuge für eine gleichmäßige Dichte. Einer der häufigeren Mängel bei HMA-Pflasterbelägen ist die geringe Fugendichte. Eine geringe Dichte an der Fuge wird durch eine schlechte Einbautechnik, übermäßiges Kleben und Rechen, schlechte Walzpraxis oder eine Kombination davon verursacht. Eine schlechte Walzpraxis kann durch eine angemessene Schulung der Verdichterbediener und durch Erfahrung überwunden werden.
AUSWAHL EINES VERDICHTERS AUFGRUND DER EFFEKTIVEN ROLLBREITE
Die Länge der Verdichterwalze ist nicht das wahre Maß für die Produktionskapazität des Verdichters. Vielmehr ist die effektive Trommelbreite (EDW) die wichtige Metrik. Der Unterschied zwischen EDW und Trommellänge kann erheblich sein. Im Allgemeinen liegen diese beiden Dimensionen innerhalb von 10 Prozent. Mehrere Beispiele in Abbildung 3 zeigen diese Beziehung.
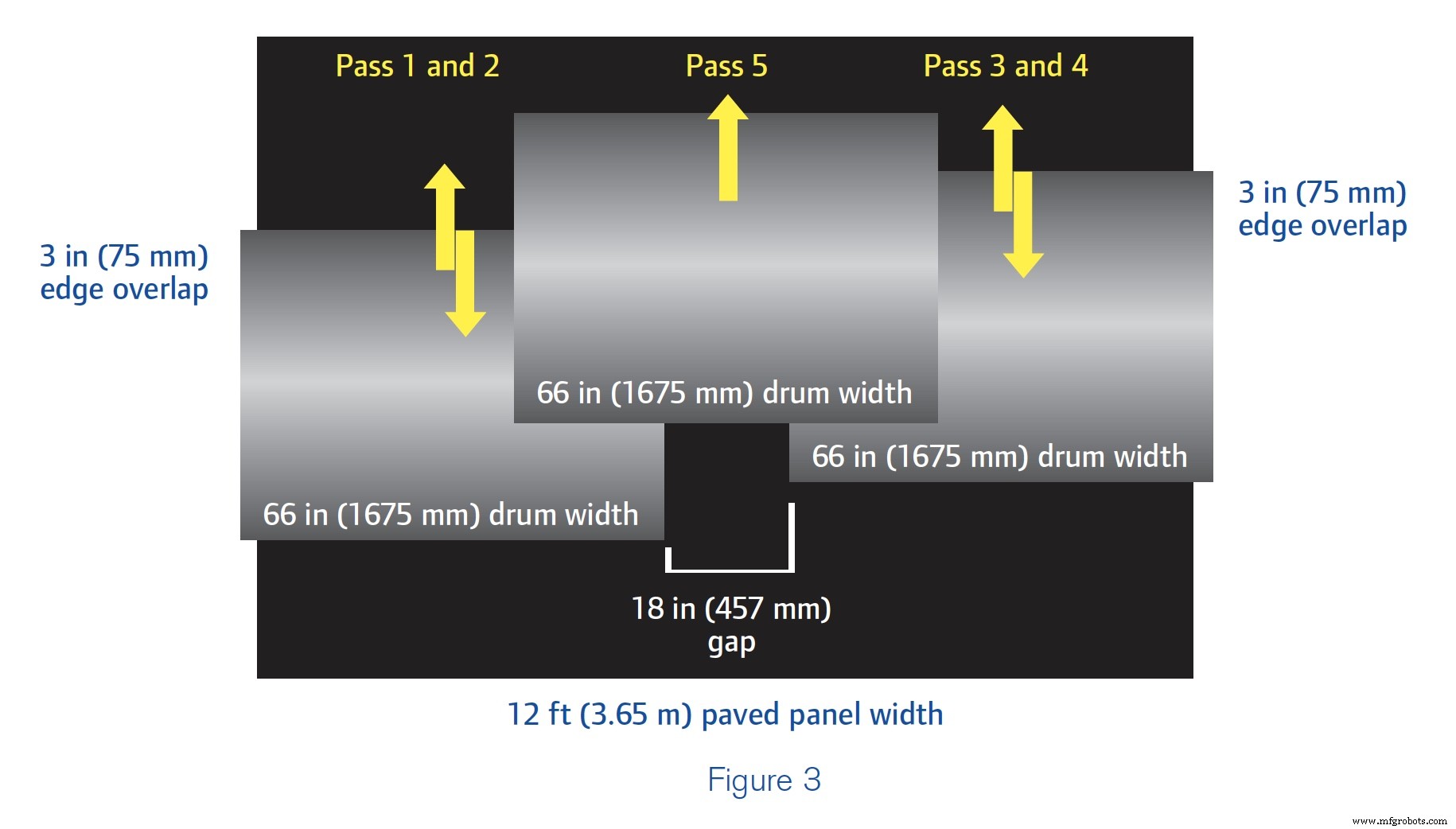
Die Breite der gepflasterten Platte in Abbildung 3 erfordert drei nebeneinander liegende Durchgänge des Verdichters, um eine vollständige Abdeckung zu erreichen. Leider wird es selbst dem besten Bediener nicht gelingen, eine gleichmäßige Belagsdichte zu erreichen, wenn er ein Walzmuster wie das gezeigte herstellt, da die Verdichtungskräfte nicht gleichmäßig über die Breite der Platte aufgebracht werden. Der fünfte Durchgang überlappt die Fahrbahnoberflächen, die während der ersten vier Durchgänge verdichtet wurden, ergibt jedoch nur einen einzigen Durchgang über die mittleren 18 Zoll (457 Millimeter) der Platte. Dies bedeutet, dass die Dichte in der Mitte am niedrigsten, in den äußeren Vierteln des Panels etwas höher und in den Abschnitten, in denen drei Trommeldurchgänge durchgeführt wurden, am höchsten ist. Dies entspricht nicht den notwendigen Anforderungen. Die schmale Walzbreite beeinträchtigt auch die Fähigkeit des Bedieners, mit dem Fertiger Schritt zu halten.
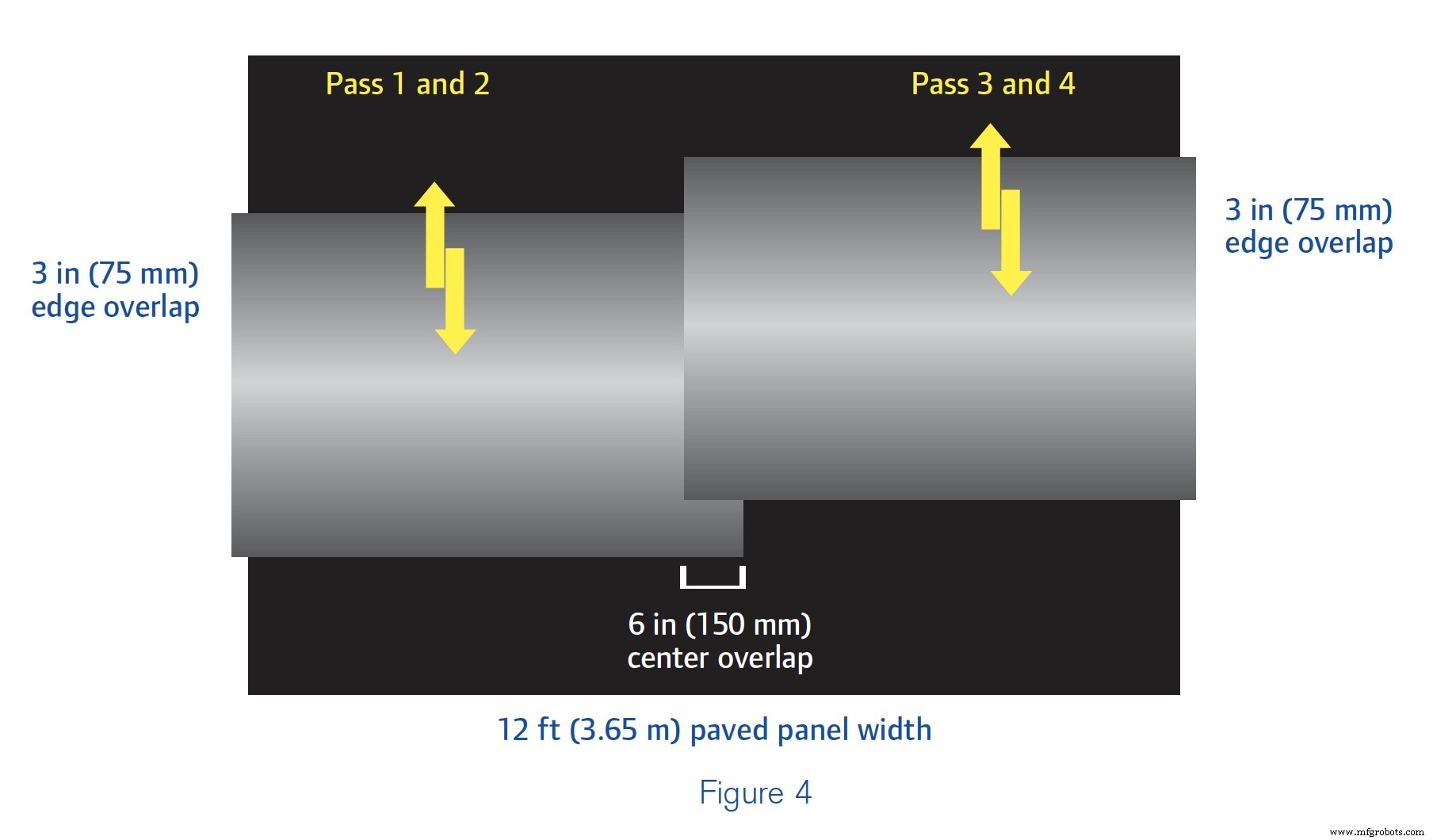
Beachten Sie in Abbildung 4, dass nur zwei nebeneinander liegende Durchgänge erforderlich sind, um die gleiche Plattenbreite wie in Abbildung 3 vollständig abzudecken. Dies ist auf einen Verdichter mit einem breiteren EDW zurückzuführen. Der gut ausgebildete Bediener eines Verdichters mit 78-Zoll-Trommeln (1980 Millimeter) kann die Platte mit gleichmäßiger Abdeckung verdichten, außer genau in der Mitte, wo sich die nebeneinander liegenden Durchgänge leicht überlappen. Durch die Verwendung dieser Durchbruchwalztechnik wird eine gleichmäßige Dichte über die gesamte Platte erreicht und hilft, die Anforderungen zu erfüllen.
Es ist auch möglich, Trommeln zu haben, die für das Panel zu breit sind. In Abbildung 5 sind die Verdichterwalzen 84 Zoll (2135 Millimeter) breit.
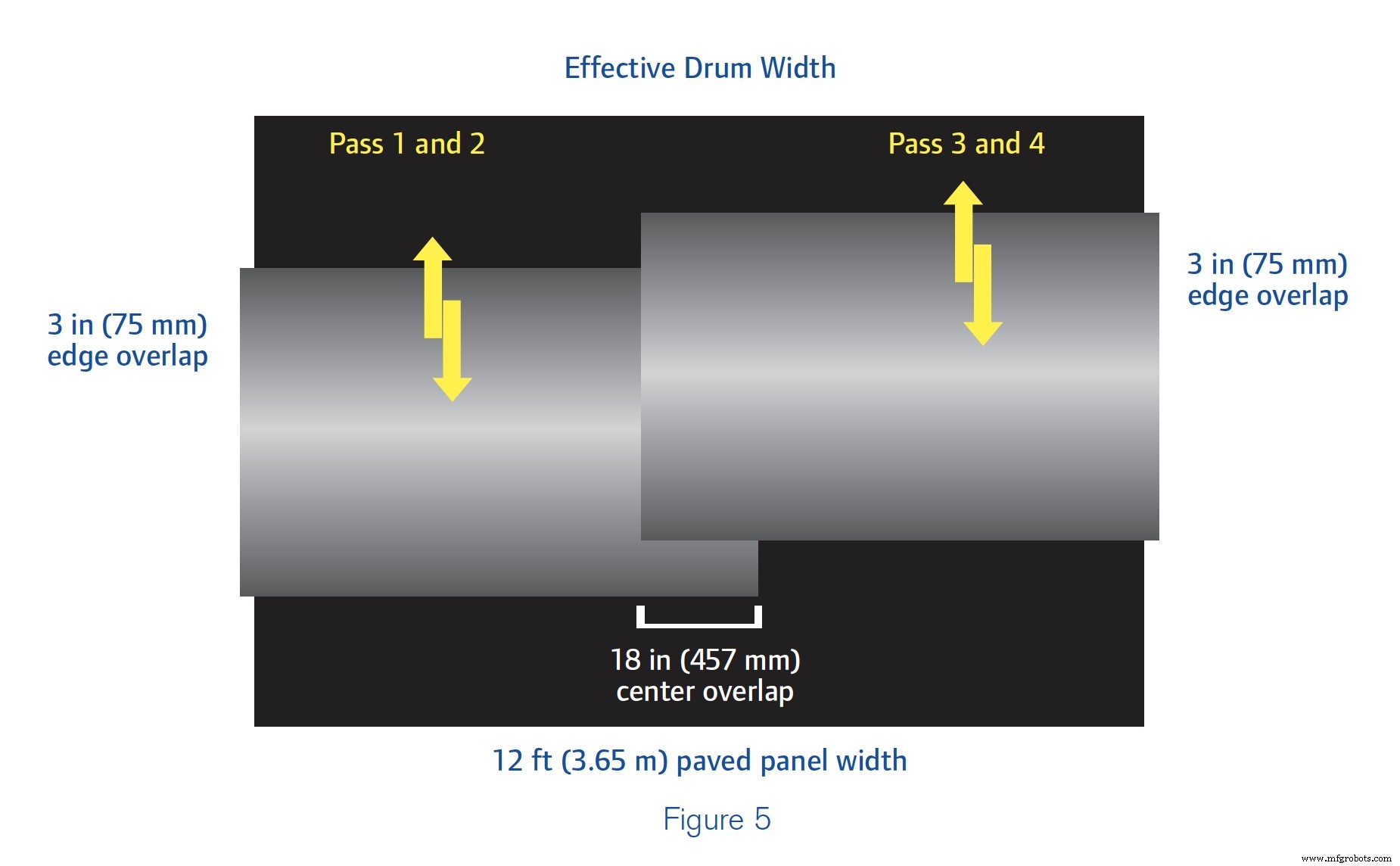
Die Mitte der Platte erhält doppelt so viel Verdichtungskraft wie die äußeren Abschnitte. Da ein Walzenzug verwendet wurde, dessen Bandagen zu breit für den Belag waren, werden die Walzergebnisse beim Abbau nicht den Anforderungen entsprechen. Darüber hinaus hat der größere Verdichter höhere Eigentums- und Betriebskosten, sodass sich die Investition für den Auftragnehmer weniger amortisiert.
Aus diesem Grund produzieren fast alle Hersteller Straßenverdichter mit Bandagen in drei Grundbreiten:66, 78 und 84 Zoll (1675, 1980 und 2135 Millimeter).
Der Hauptbeitrag des Verdichters zum Einbauzug ist die Fähigkeit, eine Dichte zu erreichen. Die Auswahl einer Verdichtergröße hängt manchmal davon ab, was sich in der Flotte eines Auftragnehmers befindet. Da es genauso wichtig ist, mit dem Straßenfertiger Schritt zu halten, wie das Erzielen einer gleichmäßigen Dichte, bringt die Aufmerksamkeit bei der Auswahl des Verdichters und den Walzmustern Vorteile, insbesondere beim Erreichen der Spezifikationen.
Erfahren Sie mehr über die Grundlagen der Asphaltverdichtung.

Industrielle Ausrüstung
- Was ist der Unterschied zwischen Massenproduktion und kundenspezifischer Produktion?
- C Übergeben Sie Adressen und Zeiger
- Mar-Bal und EnterpriseIQ
- Automatischer Langdreher für Längs- und Produktionsdrehen
- Was ist ein Verdichter und wie wird er im Bauwesen eingesetzt?
- Was ist ein Verdichter und wie wähle ich den richtigen aus?
- Prototyping und Kleinserienfertigung mit Druckguss
- Warm- und Kaltwalzprozess
- Wie nachhaltigkeitsbasierte Produktion und Design die Effizienz steigern können
- Priorisierung des Planeten und der Geschäftsziele durch nachhaltigkeitsbasierte Produktion