


Design für den Druck Teil 2:Warum sich 3D-gedruckte Teile verziehen und wie man sie stoppt
Designing for 3D Printing (DF3DP) ist eine Blog-Serie, die sich mit Tipps und Tricks zum 3D-Druck befasst, die Sie bei der Verwendung von 3D-Druckern befolgen sollten wie Sie es möchten, versuchen Sie es zuerst.
Wenn Sie schon einmal einen FFF-3D-Drucker verwendet haben, haben Sie wahrscheinlich bei großen, langen oder seltsam geformten Teilen Teileverzug erlebt. Normalerweise bedeutet dies, dass Sie entweder eine Nachbearbeitung durchführen müssen, um sie wieder flach zu machen, oder Sie müssen sich einfach mit einer unebenen Unterseite abfinden, von der Sie wahrscheinlich angenommen haben, dass sie flach drucken würde.
Das Verziehen von 3D-gedruckten Teilen ist ein schwierig zu umgehendes Problem. Nur weil ein 3D-Drucker zuverlässig ist, heißt das nicht, dass er dieses Problem nicht hat. 3D-gedruckte Teile verziehen sich aufgrund der thermischen Verformung. Wenn sich Kunststoffe erwärmen, dehnen sie sich aus. Wenn sie abkühlen, schrumpfen sie. Da es sich beim FFF 3D-Druck fast immer um Thermoplaste handelt, passiert dies mit fast jedem FFF 3D-Drucker. Auf der Druckerseite gibt es zwei Dinge, die das Verziehen beheben:eine beheizte Bauplatte oder ein beheiztes Gehäuse. Diese beiden Lösungen halten das Teil auf Temperatur, kühlt also nicht ab und verzieht sich nicht. Einfach! Andere 3D-Drucker haben ein Gehäuse, das die Wärme hält, und/oder einen Klebstoff zum Auftragen auf die Bauplatte (wie bei uns), was normalerweise auch dazu beiträgt, das Verziehen zu reduzieren. Wenn Sie das Teil vor dem Entfernen auf Raumtemperatur abkühlen lassen, wird außerdem das Verziehen reduziert, da das Teil abkühlt, während es noch an der Bauplatte haftet.
Aber eigentlich geht es weniger um das System als um das Teiledesign. Die Vorstellung, dass „3D-Drucker alles drucken können“ ist falsch (mehr dazu in einem zukünftigen Blogbeitrag!), da 3D-Drucker oft genauso viele Einschränkungen und Designrichtlinien haben wie andere Herstellungsverfahren. Um ein Beispiel zu nennen:Die kleinste Strukturgröße, die ein FFF-3D-Drucker erzeugen kann, hängt vom Düsendurchmesser und der Gantry-Genauigkeit ab. Wie auch immer, viele Teile verziehen sich einfach aufgrund der Materialbeschränkungen von FFF-3D-Druckern in Kombination mit dem Teiledesign, das nicht für den 3D-Druck optimiert ist.
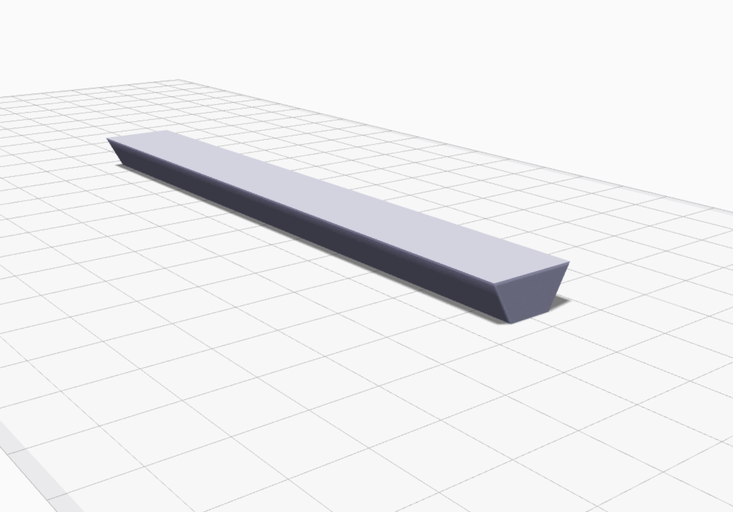
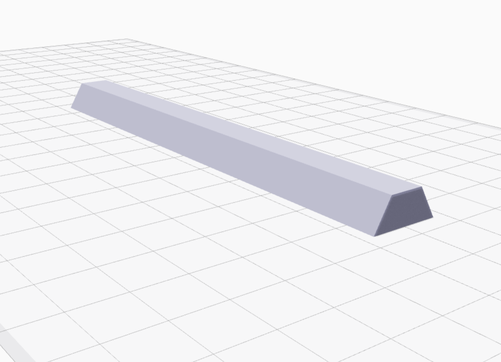
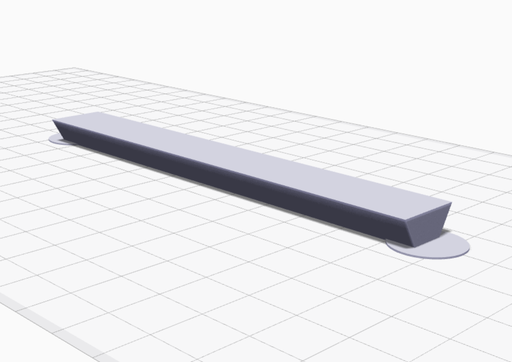
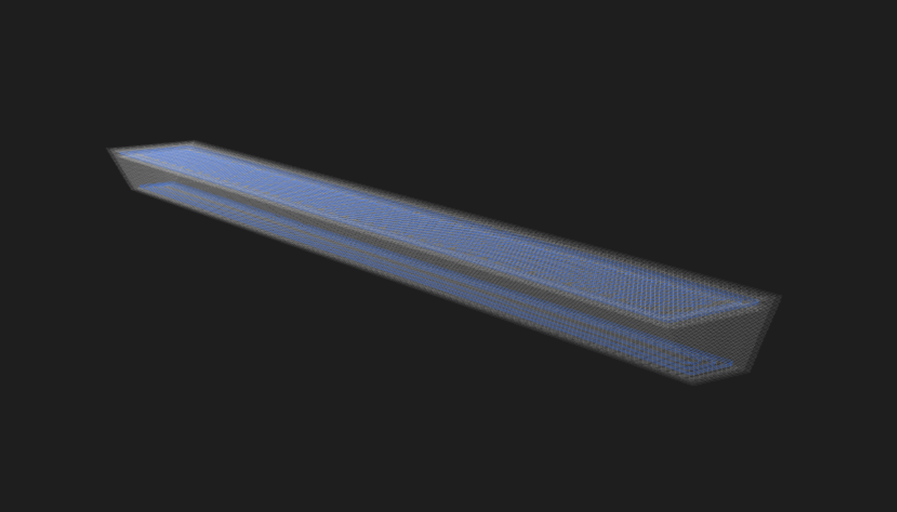
Ich habe ein einfaches dreieckiges Prisma entworfen, das an einer Kante abgeschnitten ist und ziemlich anfällig für Verwerfungen ist (aus Gründen, die Sie gleich erfahren werden). Hier ist das 3D-Modell in Eiger:
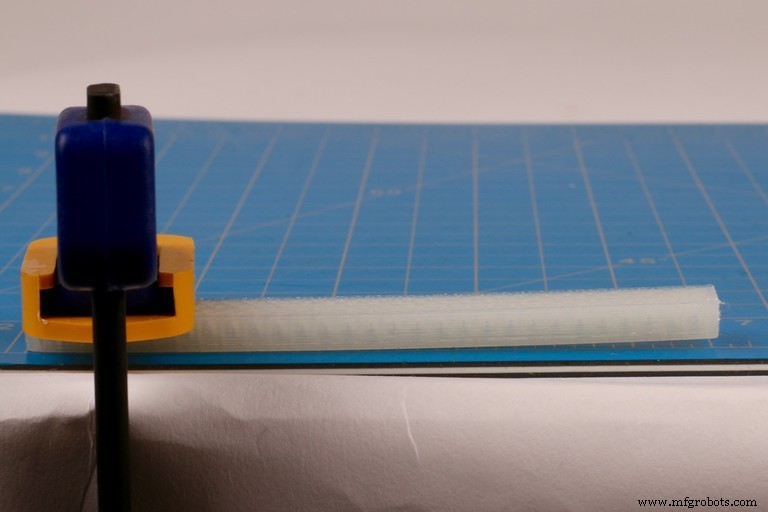
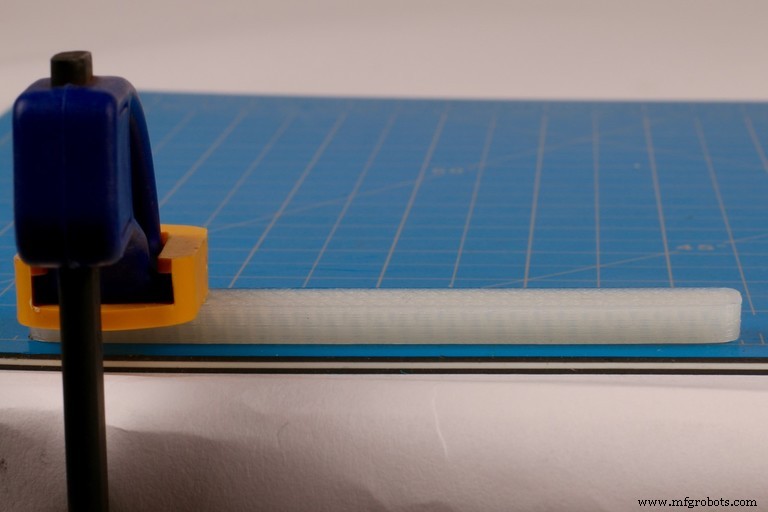
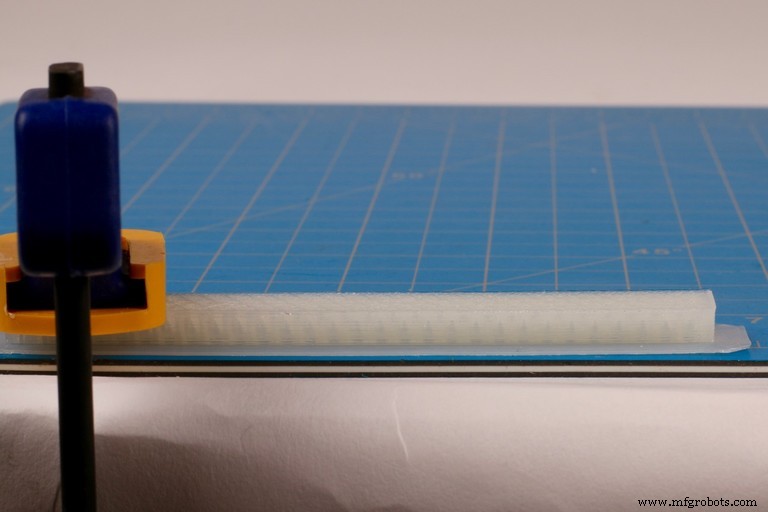
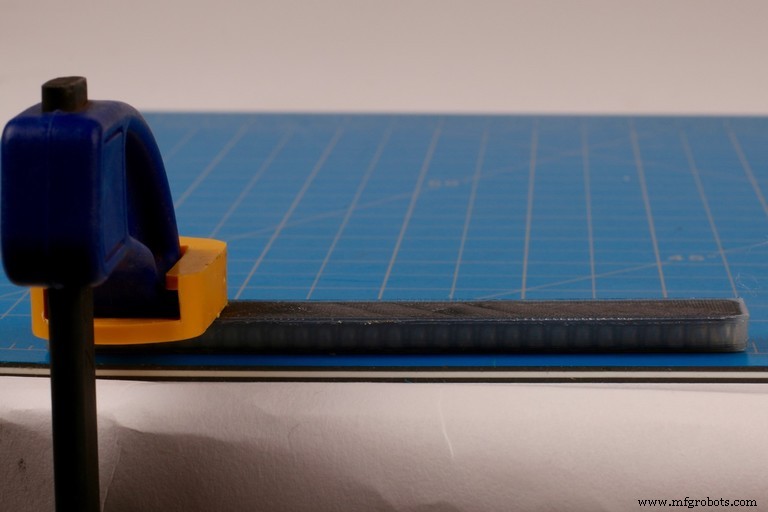
Und hier ist eine Aufnahme des Teils, das sich verzieht, nachdem es von der Bauplatte gelöst wurde. Um das Verziehen zu demonstrieren, habe ich das Teil auf einer Seite des Tisches festgeklemmt und die Durchbiegung auf der anderen Seite beobachtet:
Diese fünf Tipps dienen als Designrichtlinien für den 3D-Druck, damit Sie das Verziehen von 3D-gedruckten Teilen während Ihres Designprozesses reduzieren können. Ich hoffe, sie helfen!
1. Kanten verrunden und mit runden, natürlichen Formen gestalten.
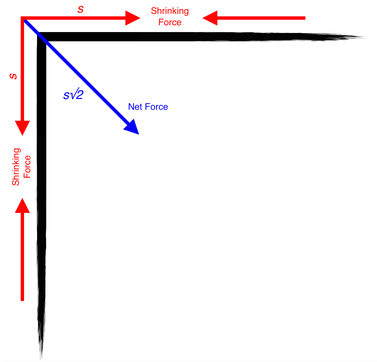
Wenn sich 3D-gedruckte Teile verziehen, liegt dies an einem thermischen Moment, das sich um die Kante eines Teils bildet. Dieses thermische Moment wird verursacht, weil FFF-Drucker beim Auflegen von Filamenten den Kunststoff erhitzen, bis er halbflüssig ist, und ihn dann nach dem Extrudieren abkühlen. Wenn die meisten Materialien abkühlen, wollen sie schrumpfen. Im Fall von FFF-3D-Druckern bedeutet dies, dass sich jede „Linie“ des Materials der Länge nach zusammenziehen möchte. Normalerweise reicht dies nicht aus, um die Haftung mit der Bauplatte zu lösen, aber diese Kraft baut sich auf, wenn weitere Schichten hinzugefügt werden, wodurch sich das Teil verzieht. Dies ist aufgrund der Längskontraktion besonders bei langen, dünnen Teilen, wie dem Teststück, das ich in diesem Beitrag verwende, häufig der Fall.
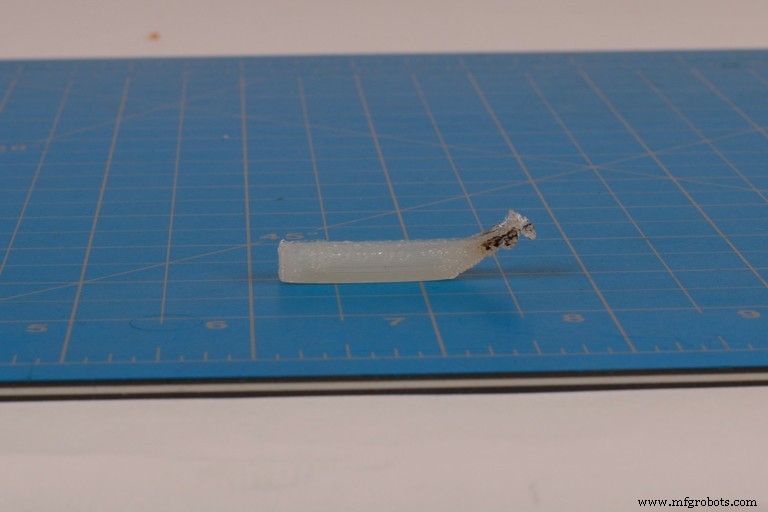
Wenn einem Liniensegment, das schrumpfen möchte, weitere Ecken hinzugefügt werden, lösen sich die Ecken aufgrund des Spannungsaufbaus an dieser Stelle, wie in der folgenden Abbildung gezeigt:
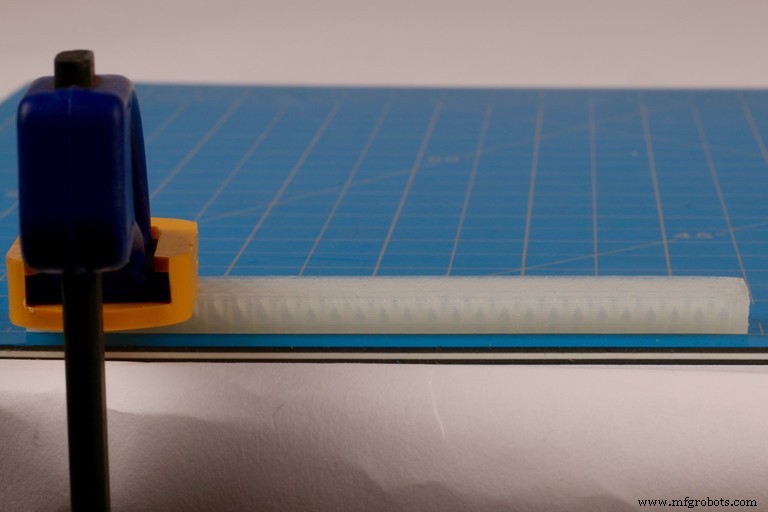
Scharfe Ecken erzeugen Spannungskonzentrationen, daher sind Ecken die gebräuchlichsten Geometrien, die zu Verwerfungen führen. Das Hinzufügen einer Verrundung zu diesen Ecken reduziert die Spannungskonzentrationen, da die scharfe Ecke abgerundet und die Spannung verteilt wird. Im Allgemeinen reduziert das Erstellen von Querschnitten mit runderer Form beim Kontakt mit der Bauplatte das Verziehen – wenn Ingenieure Teile entwerfen, haben sie normalerweise eine rechteckige Form; das ist normalerweise am einfachsten zu bearbeiten. Aber von Anfang an mit runderen, natürlichen Formen und Oberflächen zu konstruieren, wird das Verziehen reduzieren, weil es den Spannungsaufbau verteilt. Unten habe ich das Teststück bearbeitet, indem ich den Ecken eine Verrundung hinzugefügt habe.
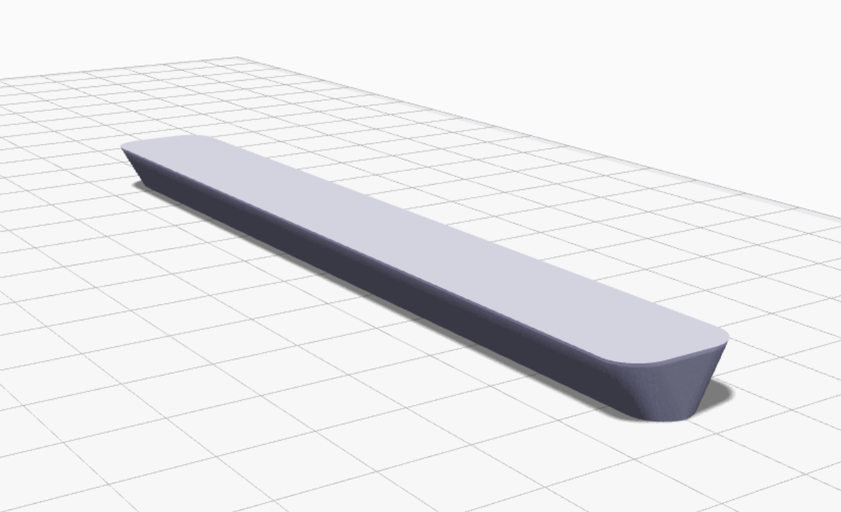
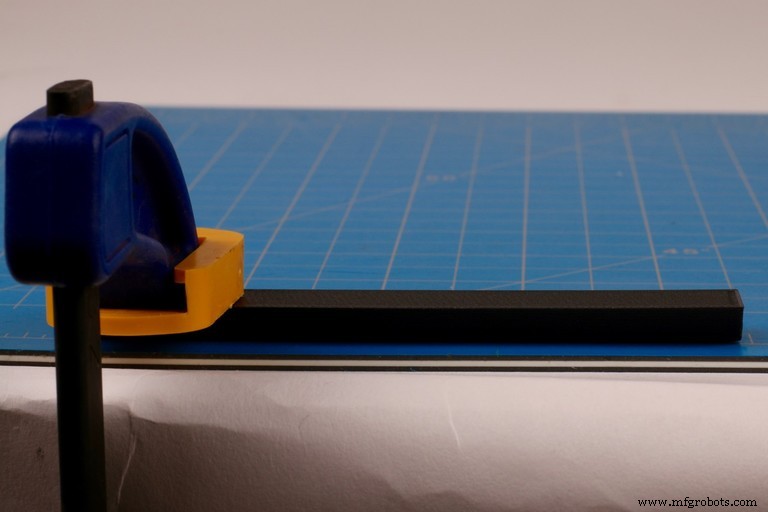
Selbst mit dieser einfachen Änderung reduzierten Verrundungen an den Kanten den Verzug erheblich.
Ein weiterer schneller Tipp mit Verrundungen – das Hinzufügen einer Verrundung an der unteren Kante Ihres Teils ermöglicht es Ihnen, es leichter von der Bauplatte zu entfernen – es gibt eine gute Lippe, um einen Schaber darunter zu bekommen!
2. Teile mit der größten Seite unten drucken.
Wenn sich Schichten übereinander stapeln, vervielfachen sich diese Kräfte. Wenn die Schicht über der gerade abgelegten etwas größer ist, wird mehr Material hinzugefügt, das schrumpfen möchte, sodass die Kraft noch weiter steigt. Dies bedeutet, dass die schlechtesten Formen für den 3D-Druck Formen mit größeren Querschnitten sind, wenn Sie nach oben gehen, und Formen mit scharfen Ecken nach langen, geraden Segmenten, genau wie unser Warp-Test!
Teile verziehen sich jedoch nicht immer nur auf ihrer untersten Lage – Verwerfungen können überall dort auftreten, wo diese Geometriebedingungen bestehen. Aus den gleichen Gründen kräuseln sich häufig lange, extrudierte Überhänge, selbst wenn sie unterstützt werden, wie dieser dünne, abgewinkelte Überhang unten zeigt:
Beim 3D-Drucken von Teilen ist es daher wichtig zu versuchen, die größte Fläche unten zu erhalten, da sich die Teile verziehen, wenn der Querschnitt über den gestapelten Schichten größer wird. Je mehr Oberfläche Sie außerdem haben, um die Bauplatte zu berühren, desto besser, da eine größere Oberfläche besser hält. Ich habe das abgestumpfte Prisma verkehrt herum gedruckt, in der unten gezeigten Ausrichtung:
Und wie zu erwarten, kein Warping:
Obwohl dies ein einfaches Beispiel ist und bei einem Teil wie diesem klar sein kann, dass es mit der größten Vorderseite nach unten gedruckt werden sollte, ist dies in einigen Szenarien nicht ganz so offensichtlich. Denken Sie also daran, die Bauorientierung beim Entwerfen des Teils zu berücksichtigen.
3. Fügen Sie eine Krempe hinzu
Eine Krempe kann mit dem Werkzeug „Kreme“ zu Teilen hinzugefügt werden, wodurch der Bauplatte, die Ihr Teil umgibt, im Wesentlichen eine zusätzliche Kontaktfläche hinzugefügt wird.
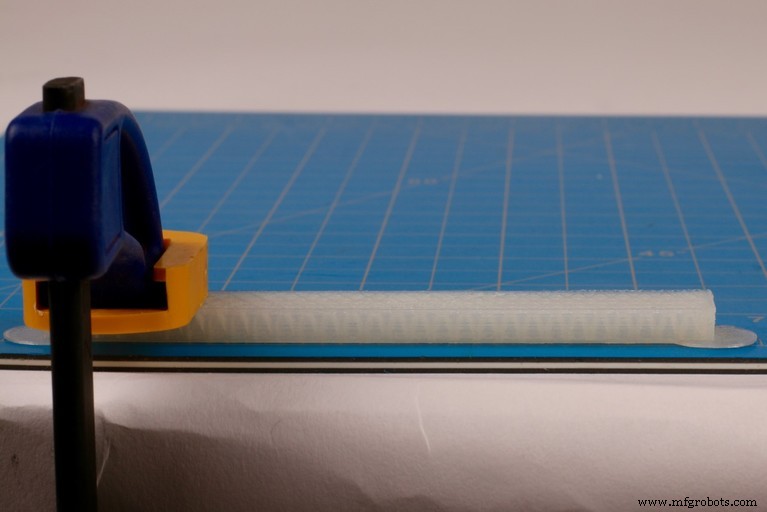
Dies reduziert das Verziehen oder Aufrollen aus zwei Gründen. Erstens hat das Teil eine „verlängerte“ Unterseite, was bedeutet, dass der Kontakt mit der Bauplatte größer ist als normalerweise. Zweitens überträgt sich jedes auftretende Verziehen auf den Rand, der das Schlimmste aushält. Die Krempe bietet zusätzlich eine bessere Oberfläche für die Haftung von Stützstrukturen. Unsere Stützstrukturen sind lange, dünne Linien, die sich, wie ich oben erläutert habe, wirklich zusammenziehen wollen. Wenn Sie viel Stützmaterial unter Ihrem Teil haben, bietet eine Krempe eine gute Oberfläche, an der die Stützstrukturen haften können. Die Stützen kräuseln sich nicht so stark, weil sie am Rand kleben – eine flache, großflächige Oberfläche, die an der Bauplatte klebt. Unten ist ein Test des Teils mit einer Krempe:
4. Machen Sie Ihre eigene Krempe
Manchmal verziehen sich Teile aufgrund von ungewöhnlichen Kontaktpunktgeometrien der Bauplatte immer noch, nur weil der Rand möglicherweise nicht groß genug oder nicht ausreichend gekrümmt ist. In diesen besonderen Fällen kann es notwendig sein, Ihre eigene Krempe zu CAD. In diesen Szenarien wird empfohlen, alle Ecken Ihres Teils mit dünnen, runden „Punkten“ zu versehen, die an den entscheidenden Stellen, an denen Verwerfungen auftreten, mehr Oberflächenkontakt mit der Bauplatte bieten.
Meine selbst entworfenen Krempen eliminieren das Verziehen genauso gut wie unsere vorgefertigte Krempe und können sich für kompliziertere Teile als nützlich erweisen:
5. Fügen Sie Ihrem Teil Verbundfasern hinzu
Eine der einzigartigen Fähigkeiten des Mark Two ist seine Fähigkeit, Fasern in Komponenten zu verlegen, um steifere und stärkere 3D-gedruckte Teile herzustellen. Aufgrund der Verbundmaterialfähigkeiten von Markforged 3D-Druckern können Sie zur Reduzierung des Verzugs in einem Teil Fasern zu den unteren Schichten hinzufügen, um die Steifigkeit zu erhöhen.
Dies zwingt die unteren Schichten im Wesentlichen dazu, flach zu sein, was es ihnen fast unmöglich macht, sich zu verziehen. Wenn Sie dies tun, denken Sie jedoch daran, den Verbundstoff auszugleichen, indem Sie an der Ober- und Unterseite Ihres Teils ein Fasersandwich erstellen, um die Torsionsfestigkeit zu optimieren, wie in diesem Blogbeitrag beschrieben. Wie Sie sehen, bleibt das Testkettstück ohne Konstruktionsänderungen am Originalteil flach:
Zusätzlicher Tipp:Drucken Sie in Onyx!
Wie in Tipp 5 beschrieben, kann die Minimierung des Verzugs aus Materialsicht mit unserer Continuous Fiber Fabrication (CFF)-Methode in Angriff genommen werden. Aber auch einige unserer anderen Materialien sind nützlich, um dieses Problem zu lösen. Onyx, unser mikrokohlenstoffverstärktes Filament, verformt sich bei Hitze nicht annähernd so stark. Dies bedeutet, dass es sich viel weniger verzieht als unser Standard-Nylon und viel formstabilere Teile erzeugt. Lesen Sie hier mehr über die Dimensionsstabilität von Onyx. Ohne Faserverstärkung bleibt das Onyx-Filament stabil:
Ich hoffe, dieser Beitrag hat Ihnen geholfen zu verstehen, warum sich 3D-gedruckte Teile verziehen und wie Sie Ihre Designs verbessern können, um Verwerfungen zu vermeiden! Wenn Sie eigene Experimente zur Reduzierung des Verzugs an 3D-gedruckten Teilen ausprobieren möchten, probieren Sie es selbst mit der stl-Datei und der mfp-Datei aus! Wenn Sie Fragen, Anregungen oder Ideen für zukünftige Blogbeiträge haben, teilen Sie uns dies bitte unter [email protected] mit.
3d Drucken
- Stressfreie Reinigung für den FDM-Druck
- Warum CT-Scannen ein wichtiger Bestandteil des erfolgreichen 3D-Drucks wird
- Ist der 3D-Druck bereit für die Endfertigung?
- Anwendungs-Spotlight:3D-Druck für Turbinenteile
- Warum 3D-Druck und Software für die digitale Transformation entscheidend sind
- Kohlefaser-Formteile und 3D-gedruckte Endverbraucherteile für Formula Student-Rennwagen
- Maßgenauigkeit von 3D-gedruckten Teilen
- 10 wasserfeste Optionen für Ihre 3D-gedruckten Teile:Materialien und Nachbearbeitung
- Wie man stärkere 3D-gedruckte Teile erhält
- Inspektionsmethode für 3D-gedruckte Teile (Teil 3)