


Tipps zum Gewindeschneiden und Hinzufügen von Einsätzen beim 3D-Druck
Es gibt eine grundlegende Sache, die Sie über das Einfädeln und Montieren von Einsätzen in 3D-gedruckte Teile wissen müssen:Was Sie herstellen können und was nicht, hängt von den Materialeigenschaften sowohl des Teils als auch des Einsatzes ab. Eine zweite Sache, die Sie im Auge behalten sollten:Es lohnt sich, wann immer möglich, für Standardgewindebohrer und -einsätze zu konstruieren.
 Thermofixierte Messingeinsätze sind für Komponenten möglich, die mit SLS und MJF gebaut wurden.
Thermofixierte Messingeinsätze sind für Komponenten möglich, die mit SLS und MJF gebaut wurden. SLS- und MJF-Teile mit Heat-Set-Einsätzen
Nylonteile, die mit selektivem Lasersintern (SLS) oder Multi Jet Fusion (MJF)-Verfahren gedruckt werden, können Standardgrößen von thermofixierten Messingeinsätzen nutzen. Warum Messing? Messing ist ein weiches Metall mit niedrigen Glühtemperaturen. Bevor Messingeinsätze in Löcher eingesetzt werden, werden sie schnell mit einem Lötkolben erhitzt. Dadurch wird das Nylon verformt, sodass es fließen und Hohlräume um den Einsatz herum füllen kann, wodurch nach dem Abkühlen ein robuster Halt um den Einsatz herum bereitgestellt wird. Die Verwendung eines thermofixierten Messingeinsatzes in Ihrem Design kann ebenfalls dazu beitragen, die Haltbarkeit zu gewährleisten. Benötigen Sie einen anderen thermofixierten Einsatz als Messing, sind auch Einsätze aus Aluminium oder Edelstahl möglich.
Wärmefixierte Einsatzfestigkeit in SLS- und MJF-Teilen
Wir haben einige interne Zugfestigkeitstests an thermofixierten Einsätzen durchgeführt, die in Nylons eingebaut sind, und das können Sie erwarten. Während viele Variablen eine Rolle spielen, sind größere und längere Einsätze mit größerer Oberfläche stärker als kleinere. Unsere Tests deuten auf maximale Belastungen hin, die von ungefähr 100 Pfund für sehr kleine Einsätze bis zu in einigen Fällen mehr als 700 Pfund für unsere größten Einsätze reichen. Das gibt Ihnen ein gewisses Gefühl von Einschränkungen, aber wir empfehlen, die Funktionalität für Ihre spezifische Anwendung zu testen, insbesondere wenn Ihr Teil plötzlichen, wiederholten und/oder ungleichmäßigen Belastungen ausgesetzt ist. Es ist auch wichtig zu wissen, dass längere/höhere Einsätze mit gleicher Gewindegröße stärker sind als kürzere Einsätze. Die Menge an zusätzlicher Festigkeit variiert je nach Einsatzgröße, aber unsere Tests zeigen, dass große Einsätze im Vergleich zu kürzeren Einsätzen etwa 30 % Zugfestigkeit hinzufügen.
SLA-Teile mit Presspasseinsätzen
Die Art der Einlage unterscheidet sich für Teile, die mit dem Stereolithographie-Verfahren (SLA) gedruckt werden. In diesem Fall werden Standard-Einpresseinsätze verwendet. Sie müssen zum Abbinden nicht erhitzt werden. Stattdessen sind diese Pressfit-Einsätze für zusätzliche Festigkeit und Sicherheit mit Epoxid verstärkt.
Anzapfen von SLA-, SLS-, MJF-Teilen
Das Schneiden von Löchern in 3D-gedruckte Kunststoffe ist weniger üblich als das Zusammenbauen von Einsätzen. In Ihrem Fall könnte jedoch das Gewindeschneiden gegenüber Einsätzen bevorzugt werden, wenn die Beibehaltung einer konsistenten Ästhetik entscheidend ist oder wenn keine metallischen Eigenschaften erwünscht sind. Wir haben Standard-Hahngrößen auf Lager, aber wenn Sie etwas benötigen, fragen Sie einfach. Hier ist eine Liste unserer häufig vorrätigen Heatset-Einsätze, Einpresseinsätze und Gewindebohrer. Wir können mit Ihnen zusammenarbeiten, um sicherzustellen, dass die richtige Tiefe ausgewählt wird.
Lagerige Einsätze und Gewindebohrergrößen
| Bevorratte Heatset-Einsätze für Nylonteile | Lagerige Presspasseinsätze für SLA-Teile | Für SLA-Teile verfügbare Gewindebohrergrößen | Für Kunststoffteile verfügbare Gewindebohrergrößen | ||
| STANDARD | METRISCH | NPT | |||
| 0-80 | 0 - 80 | 0 - 80 | M1,2 x 0,25 | 1/16 - 27 | 2–56 |
| 2-56 | 2 - 56 | 1 - 64 | M1,4 x 0,25 | 1/8 - 27 | 4–40 |
| 4-40 | 4 - 40 | 1 - 72 | M1,6 x 0,35 | 1/4 - 18 | 6–32 |
| 6-32 | 6 - 32 | 2 - 56 | M2 x 0,4 | 1/2 | 8-32 |
| 8-32 | 8 - 32 | 3 - 48 | M3 x 0,5 | 3/8 - 18 | 10–24 |
| 10-24 | 10 - 24 | 3 - 56 | M4 x 0,7 |
| 10–32 |
| 10-32 | 10 - 32 | 4 - 40 | M5 x 0,8 |
| 1/4"-20 |
| 1/4"-20 | 3/8 - 16 | 4 - 48 | M6 x 1,0 |
| 1/4"-28 |
| M1,6 x 0,35 | 1/4 - 20 | 5 - 40 | M8 x 1,0 |
| 5/16"-18 |
| M2 x 0,4 | 16.5. - 18. | 6 - 32 | M8 x 1,25 |
| 3/8"-16 |
| M2,5 x 0,45 | M1.6 - .35 | 6 - 40 | M12 x 1,75 |
| 1/8"-27 |
| M3 x 0,5 | M2 - 0,4 | 8 - 32 | M14 x 1,0 |
| 1/2"-13 |
| M4 x 0,7 | M2,5 - 0,45 | 8 - 36 | M18 x 1,0 |
| M2 x 0,40 |
| M5 x 0,8 | M3 - 0,5 | 10 - 24 | M20 x 1,5 |
| M2,5 x 0,45 |
| M6 x 1 | M3,5 - 0,6 | 10 - 28 |
|
| M3 x 0,50 |
| M8 x 1,25 | M4 - 0,7 | 10 - 32 |
|
| M3,5 x 0,60 |
| M5 - 0,8 | 12 - 24 |
|
| M4 x 0,70 | |
| M6 - 1,0 | 1/4 - 20 |
|
| M5 x 0,80 | |
| M8 -1,25 | 1/4 - 28 |
|
| M6 x 1,00 | |
| 3/8 - 16 |
|
| M8 x 1,00 | ||
|
|
| 3/8 - 18 |
|
| M8 x 1,25 |
|
|
| 3/8 - 24 |
|
| M10 x 1,00 |
|
|
| 16.5. - 18. |
|
|
|
|
|
| 16.5. - 24. |
|
|
|
|
|
| 16.7. - 20. |
|
|
|
|
|
| 16.7. - 14. |
|
|
|
|
|
| 1/2 - 12 |
|
|
|
|
|
| 1/2 - 20 |
|
|
|
|
|
| 3/4 - 16 |
|
|
|
|
|
| 5/8 - 18 |
|
|
|
|
|
| 16.9. - 18. |
|
|
|
|
|
| 15/16 - 16 |
|
|
|
Design für Gewindebohrer und Einsätze in 3D-gedruckten Kunststoffteilen
Stellen Sie bei der Bestimmung des Typs und der Größe des Gewindebohrers oder der Einsätze, die Sie benötigen, sicher, dass Sie uns technische Zeichnungen zur Verfügung stellen, aus denen Gewindegröße, Steigung und erforderliche Tiefe eindeutig hervorgehen. Befolgen Sie beim Entwerfen von thermofixierten Einsätzen unbedingt die Richtlinien in der folgenden Tabelle, um die beste Passform zu erzielen. Wir können zwar die Passform oder Tiefe der Einsätze nicht garantieren, stellen aber sicher, dass sie bündig mit der Oberfläche des Teils abschließen. In einigen Fällen haben wir kundenspezifische Vorrichtungen für bestimmte Kundenanforderungen gebaut.
Konstruktionsanforderungen für Heatset- und Pressfit-Einsätze:
- Mindestwandstärke :0,030 Zoll (0,762 mm)
- Mindestabstand zu angrenzenden Merkmalen :0,250 Zoll (6,35 mm)
- Maximale Höhe benachbarter Merkmale : 4,0 Zoll (101,6 mm)
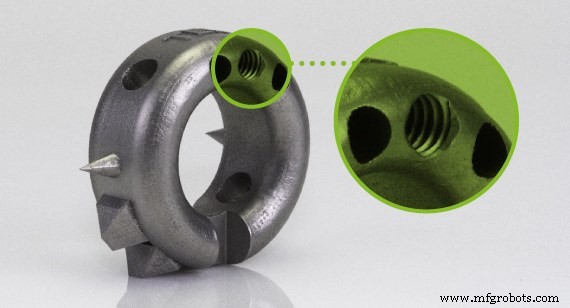
Jagen vs. Gewindeschneiden in 3D-gedruckten Metallteilen
Wenn Sie Funktionsfäden für einen Metallprototyp suchen, sollten Sie die Struktur der Fäden modellieren und drucken. Nach dem Bau kann diese helikale Struktur mit einem Handklopfen gejagt werden, um die Funktionalität sicherzustellen. Dies ist funktional genug für viele Nicht-Präzisionsanwendungen und viel billiger und schneller, da es die Notwendigkeit einer vollständigen Bearbeitungseinrichtung überflüssig macht. Einige Kunden entscheiden sich dafür, Threads selbst zu verfolgen, aber wir können dies für relativ geringe Kosten tun. Der Nachteil selbstjagender Fäden ist, dass die Ausrichtung und Qualität der Fäden nicht so präzise sind. Wenn Sie eine ungewöhnliche Ausrichtung Ihrer gedruckten Fäden haben, kann dies zu einem sehr geringen Verlust der endgültigen Positionsgenauigkeit oder Ausrichtung führen. Aus diesem Grund wird empfohlen, wenn Ihr Teil eine Produktionsdesignanforderung hat, dass die endgültigen Gewinde nach dem Bau bearbeitet werden, um die Genauigkeit sicherzustellen. Bearbeitete Gewinde können viel engere Toleranzen einhalten. Zu beachten ist, dass bei der Materialauswahl das Jagen von Gewinden in Inconel 718 und Kobalt-Chrom schwierig ist, da diese Metalle härter sind als der Gewindebohrer selbst. Das macht kleine Gewinde in diesen beiden Materialien besonders schwierig.
 Hier ist ein aktueller Teil, der die Unterschiede in der Präzision hervorhebt, die Sie bei einem gedruckten, ziselierten und gezapften Gewinde erwarten können.
Hier ist ein aktueller Teil, der die Unterschiede in der Präzision hervorhebt, die Sie bei einem gedruckten, ziselierten und gezapften Gewinde erwarten können. Vorteile des Jagens oder Klopfens für Metallteile
Chasing Threads | Tapping Threads | |
| Kürzere Lieferzeit | ✔ |
|
| Günstige Preise | ✔ |
|
| Funktionsprototyp | ✔ |
|
| Präzisionsteil |
| ✔ |
 Ein Gewinde ist in 3D-gedruckten Metallteilen möglich, aber es kann schwierig sein, Gewinde in Teilen aus Inconel zu jagen und Kobalt-Chrom-Materialien.
Ein Gewinde ist in 3D-gedruckten Metallteilen möglich, aber es kann schwierig sein, Gewinde in Teilen aus Inconel zu jagen und Kobalt-Chrom-Materialien. Design für Gewindebohrer und Einsätze in 3D-gedruckten Metallteilen
Wenn Sie ein Angebot für Ihre Teile erhalten, ist es wichtig, alle erforderlichen Gewindeinformationen in den technischen Zeichnungen anzugeben. Wir können alle technischen Zeichnungen für ein Angebot überprüfen, die Gewindegröße, Steigung, Passungsklasse und Positionsanforderung klar angeben.
Beilagen für Sonderwünsche und mehr
Das ist also ein Überblick darüber, wie wir normalerweise 3D-Druckkunden bedienen. Wenn Sie jedoch eine Out-of-the-Box-Designanfrage haben, scheuen Sie sich nicht, uns zu fragen. Sie können uns jederzeit die von Ihnen gewünschten Einlagen zusenden oder wir bestellen sie für Sie. Wir können sogar größere Einsätze für größere Teile beschaffen. Müssen Passstifte montiert werden? Wir haben Sie abgedeckt. Einfach fragen. Wir überprüfen Ihr Teil immer unter Berücksichtigung Ihrer Designanforderungen. Und vergessen Sie nicht, dass unsere Anwendungsingenieure hier sind, um Sie durch Vorlaufzeit, Kostenanalyse und Designziele zu führen, wenn es um Gewinde und Einsätze in 3D-gedruckten Teilen geht.
Rachel Hunt ist Service Line Manager für 3D-Druck bei Protolabs .
Industrietechnik
- Anwendungs-Spotlight:3D-Druck für Turbinenteile
- Tipps und Tricks zum Schweißen von Inconel
- Vier Tipps zum Hinzufügen von LTL-Diensten zu Ihrem Brokerage
- Victrex- und Bond-Partner für den 3D-Druck von PAEK-Teilen
- Kostensparende Konstruktionsverfahren und Tipps für kundenspezifische Blechteile und Gehäuse
- Tipps für 3D-Druckformen
- Tipps für die CNC-Bearbeitung von Titan:Luft- und Raumfahrt und mehr
- Die erstaunliche Entwicklung des 3D-Drucks in Luft- und Raumfahrt und Verteidigung
- 4 Tipps und Herausforderungen für besseres IIoT-Asset-Management
- Designtipps für den 3D-Druck mit direktem Metall-Lasersintern