


So erstellen Sie hochwertige STL-Dateien für 3D-Drucke
Haben Sie schon einmal ein 3D-gedrucktes Teil mit flachen Stellen oder facettierten Oberflächen, wo glatte Kurven sein sollten? Oder haben Sie vielleicht gerade ein Bild eines 3D-Drucks gesehen, der aussah, als gehörte er in ein niedrigauflösendes CGI aus den 90er Jahren? Sie sind nicht allein und es ist nicht die Schuld Ihres 3D-Druckers – der Schuldige ist wahrscheinlich eine fehlende Auflösung in der STL-Datei, die zum Erstellen des Teils verwendet wurde!
Wir haben viele Fragen von neuen Benutzern zu diesen Arten von facettierten Oberflächeneigenschaften auf ihren gedruckten Teilen erhalten. Um jedem zu helfen, die bestmöglichen Drucke von seinem 3D-Drucker zu erhalten, haben wir diesen Leitfaden zum Erstellen zusammengestellt hochwertige STLs, die großartige 3D-gedruckte Teile ergeben.
In der Anleitung werden wir die folgenden Aspekte von STL-Dateien und 3D-Druck behandeln:
- 1. Was ist eine STL-Datei?
- 2. Warum STL-Dateien wichtig sind
- 3. Identifizieren einer suboptimalen STL
- 4. STL-Parameter definieren
- 5. Akkordtoleranz/Akkordabweichung
- 6. Winkeltoleranz/Winkelabweichung/Normale Abweichung
- 7. Netzqualität vs. Dateigröße:Unsere Empfehlungen
- 8. STL-Exporteinstellungen von gängiger CAD-Software
USA Fallstudie Armee
Lesen Sie unsere neueste Kunden-Erfolgsgeschichte über einen wichtigen Ausbildungsstützpunkt der US-Armee.
Die TL;DR: Das Exportieren von CAD-Geometrie mit der richtigen STL-Auflösung führt zu 3D-gedruckten Teilen mit höchster Maßgenauigkeit und Oberflächengüte, ohne den Slicing-Prozess zu verlangsamen.
Unsere Empfehlung ist, zunächst STLs mit den folgenden Parametern zu exportieren:
- - In binär STL-Format (kleinere Dateigröße als ASCII)
- - Akkordtoleranz/Abweichung von 0,1 mm [0,004 Zoll]
- - Winkeltoleranz/-abweichung von 1 Grad
- - [Optional] Mindestlänge der Dreiecksseiten eingestellt auf 0,1 mm [0,004 in]
Wenn die resultierende Dateigröße mehr als 20 MB beträgt, empfehlen wir dringend, die Dateigröße durch Erhöhen zu reduzieren die Werte der Sehnen- und Winkeltoleranz, bis die STL-Dateigröße auf weniger als 20 MB reduziert wurde, da die große Dateigröße die Berechnungen zur Vorbereitung der STL für den 3D-Druck erheblich verlangsamen kann. Wenn Ihr Modell bei diesen Einstellungen immer noch übermäßig flache Stellen aufweist, können Sie versuchen, verringern die Werte der Sehnen- und Winkeltoleranz, mit der dringenden Empfehlung, die Dateigröße weiterhin unter 20 MB zu halten.
Was ist eine STL-Datei?
Als ursprünglicher Dateityp, der in den späten 1980er Jahren für den Stereolithografie-3D-Druck entwickelt wurde (STL kommt von STereoLithography), ist das STL-Dateiformat effektiv der 3D-Druck-Industriestandard für den Import von 3D-Modelldateien in ein Slicing-Programm wie die Eiger-Software von Markforged in Vorbereitung auf die eigentliche 3D-Druck des Modells. Wenn Sie jemals einen 3D-Drucker verwendet oder etwas für den 3D-Druck entworfen haben, sind Sie mit ziemlicher Sicherheit schon einmal auf eine STL-Datei gestoßen – aber wussten Sie, dass nicht alle STLs gleich sind? Tatsächlich ist es durchaus möglich, ein 3D-Modell zu entwerfen, das Ihren funktionalen Anforderungen entspricht, und dann aus diesem Modell eine STL-Datei zu generieren, die Teile außerhalb der Spezifikation produziert.
STL-Dateien beschreiben einfach eine Reihe von Dreiecken, die (normalerweise) ein Netz bilden, das sich den kontinuierlichen Oberflächen eines 3D-Modells annähert. Genauer gesagt enthält eine STL-Datei eine Liste von dreidimensionalen Koordinaten, die zusammen mit einem Normalenvektor in Dreiergruppen gruppiert sind – jeder dieser Dreierkoordinatensätze bildet die Eckpunkte (Eckpunkte) eines Dreiecks und der Vektor ist normal , oder senkrecht, zu der Ebene, die durch die drei Punkte des Dreiecks beschrieben wird.

In einer ASCII (textbasierten) STL-Datei wird jedes Dreieck im folgenden Format dargestellt, wobei der Normalenvektor n wird dargestellt durch (ni
nj nk ) und jeder Scheitelpunkt v hat dreidimensionale Koordinaten (vx vy vz ):
Facette normal ni nj nk
äußere Schlaufe
Scheitelpunkt v1x v1y v1z
Scheitelpunkt v2x v2y v2z
Scheitelpunkt v3x v3y v3z
Endschleife
Endfacette
Zusammen bilden alle Dreiecke (üblicherweise Millionen von ihnen) ein Netz, das die dreidimensionale Geometrie beschreiben kann und dann in eine Slicing-Software wie die Eiger-Softwareplattform von Markforged importiert werden kann, um den 3D-Druck vorzubereiten.
Es ist wichtig zu beachten, dass STLs, die für den 3D-Druck bestimmt sind, ein gut geformtes Netz oder Netze enthalten sollten, die die Geometrie, die Sie erstellen möchten, vollständig umschließen, wobei jede Dreieckskante mit genau zwei Flächen verbunden ist (dies wird manchmal als Mannigfaltigkeit bezeichnet) STL oder eine ohne Lücken).
Allerdings , eine STL-Datei ist einfach eine Liste von Koordinaten und Vektoren und es gibt keine Anforderung in der STL-Dateispezifikation für eine solche Mannigfaltigkeitsbedingung. STL-Dateien, insbesondere solche, die direkt von 3D-Scannern erstellt wurden, können oft nicht-mannigfaltige Geometrie oder unvollständige Oberflächen enthalten, deren korrekter 3D-Druck schwierig oder unmöglich ist und beim Schneiden Fehler verursachen können.
Im Allgemeinen ist es am besten, Ihre STLs aus gängiger CAD-Software mit bekanntermaßen guten STL-Exportfunktionen zu exportieren – so ziemlich alle moderne kommerzielle CAD-Software und die bekannteren Open-Source- oder Bastlerpakete fallen in diese Kategorie. Eine schnelle Online-Suche nach Ihrer CAD-Software und „STL-Exportoptionen“ führt Sie in der Regel in die richtige Richtung.
STL-3D-Druck:Warum es wichtig ist
Dieser letzte Abschnitt war etwas mehr Geometrie, als Sie wahrscheinlich interessieren – was für diese Diskussion jedoch wichtig ist, ist das Netz, das von all diesen Dreiecken erstellt wird. Da ein Dreieck eine flache 2D-Form ist, kann die Sammlung von Dreiecken in einer STL-Datei nur perfekt nachbilden ein 3D-Modell, das nur aus flachen Oberflächen besteht, wie etwa einem Würfel, einem Polygon oder wirklich jeder Geometrie ohne gekrümmte Oberflächen, vorausgesetzt, die Dreiecke im Netz können kleiner sein als das kleinste Feature im Modell. Wir werden diese Annahme später besprechen, wenn wir über STL-Exporteinstellungen in CAD sprechen.
Viele technische Teile haben jedoch zumindest einige gekrümmte Oberflächen, seien es Löcher, Verrundungen, Radien, Rotationen oder komplexere Kurven und organische Geometrien. Diese gekrümmten (nicht-planaren) Features und Oberflächen werden durch ein Netz aus Dreiecken repliziert und können daher nur angenähert werden durch eine STL-Datei mit unterschiedlicher Genauigkeit, basierend auf den STL-Exporteinstellungen.

Muss ich meine STL-Dateien aktualisieren?
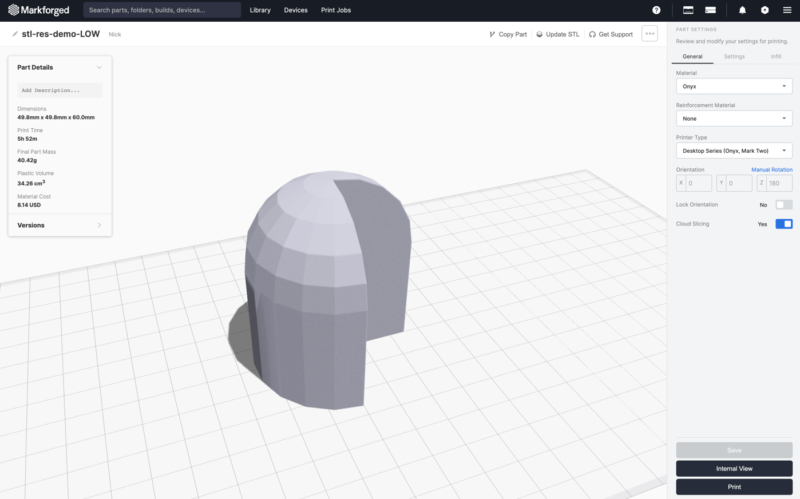
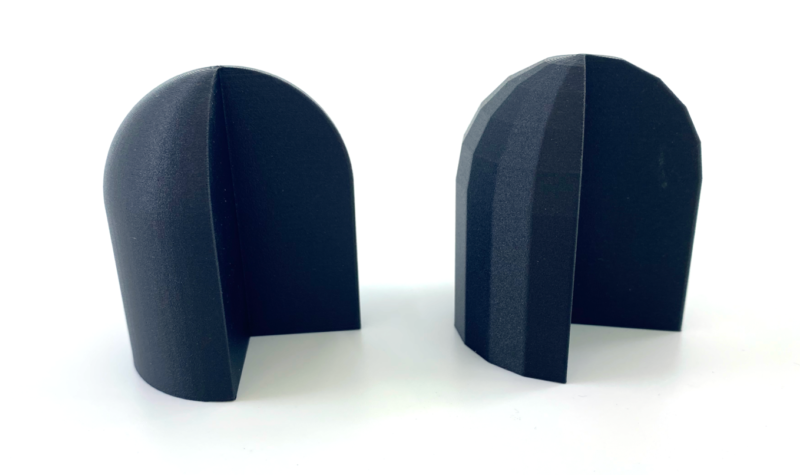
Wenn Sie mit der Qualität Ihrer 3D-Drucke und der Geschwindigkeit, mit der die jeweiligen STL-Dateien in Eiger verarbeitet werden, zufrieden sind, dann herzlichen Glückwunsch – Sie müssen nichts ändern, was gut funktioniert! Wenn Sie jedoch Probleme haben, gibt es zwei Hauptherausforderungen, bei denen dieser Artikel helfen kann, und sie resultieren aus STL-Dateien, die mit zu niedrigen oder zu hohen Exportauflösungseinstellungen generiert wurden. Die bestimmenden Merkmale von STLs mit niedriger Auflösung sind 3D-Drucke mit flachen Stellen in Regionen, die glatt gekrümmte Flächen haben sollten. Mit STL-Dateien mit zu hoher Auflösung produzieren Sie großartig aussehende 3D-gedruckte Teile, aber die großen Dateigrößen führen zu langen Slice-Zeiten in der Eiger-Software von Markforged und können dazu führen, dass die Benutzeroberfläche beim Anpassen der Teileansicht auf die extremsten Werte verzögert Fälle.
Einer der Gründe für die Verbreitung des STL-Formats ist seine Einfachheit, die es wiederum einer breiten Palette von Konstruktions- und Konstruktionssoftware leicht gemacht hat, STL-Dateien aus anderen 3D-Modellformaten zu unterstützen, zu bearbeiten und zu generieren, die dann auf fast jedem 3D-Drucker gedruckt werden. Leider ist einer der Hauptnachteile von STLs auch ihre Einfachheit – sie enthalten keine Informationen über das Einheitensystem (Millimeter, Zoll, Fuß usw.), in dem sie entwickelt wurden, und es ist nicht wirklich möglich, die Auflösung einer STL-Datei selbst und wie genau sie das Originalmodell darstellt, aus dem sie erstellt wurde.
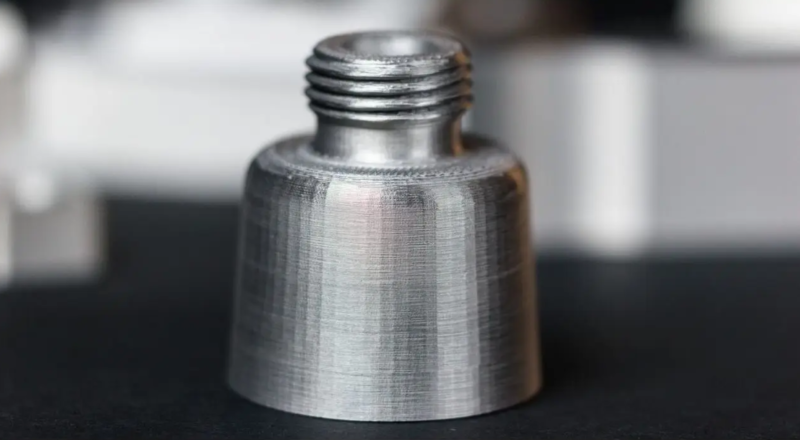
Das häufigste Problem, auf das unsere Benutzer stoßen, sind zu grobe STL-Dateien, die ohne ausreichende Auflösung generiert wurden. Der auffälligste Indikator dafür sind flache Stellen und facettierte Bereiche von Teilen, die mit glatten Kurven entworfen wurden, wie in der folgenden Abbildung einer Düse.

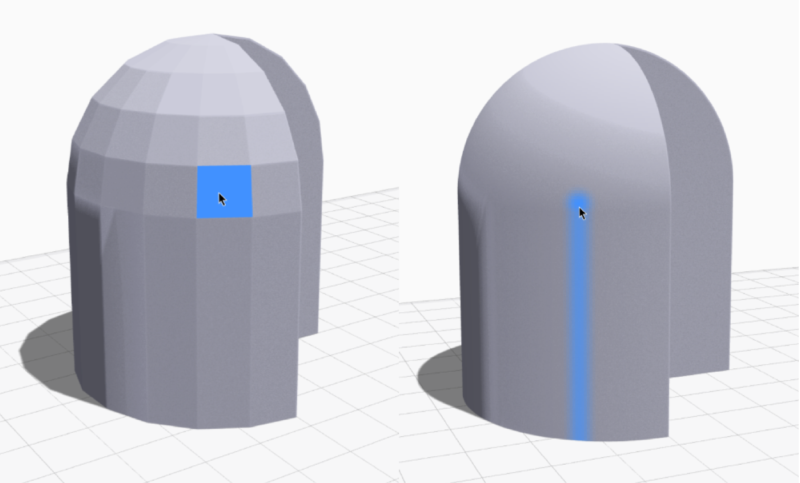
Sie können diesen Zustand mit niedriger Auflösung auch leicht mit den integrierten Tools der Eiger-Softwareplattform von Markforged identifizieren. Wenn Sie mit der Maus über das Teilemodell in der Software fahren, hebt Eiger die Fläche unter Ihrem Mauszeiger blau hervor, sowie alle Flächen parallel dazu (und innerhalb einer kleinen Winkeltoleranz von Parallel). Wenn Sie beim Hervorheben von Gesichtern mit der Maus deutliche Facetten und flache Stellen in Ihrem Modell sehen, müssen Sie wahrscheinlich die Auflösung Ihrer STL-Datei erhöhen. Wenn die hervorgehobenen Gesichter mit einem relativ glatten Farbverlauf „unscharf“ aussehen, ist die STL-Auflösung wahrscheinlich für 3D-Druckzwecke ausreichend.
Auf der anderen Seite können STL-Dateien mit zu hoher Auflösung für Eiger zu groß sein, um sie effizient verarbeiten zu können, und den Slicing-Vorgang verlangsamen. Es gibt keine wirkliche Grenze (außer vielleicht dem verfügbaren Speicherplatz auf Ihrem Computer), wie fein eine STL sein kann, und es ist durchaus möglich, ein dreieckiges Netz mit Dreiecksseitenlängen in der Größenordnung von Nanometern oder weniger zu erstellen (als Referenz für einen durchschnittlichen Menschen). Haare sind etwa 75.000 Nanometer groß). Dies ist eine viel zu hohe Auflösung, als von Ihrem 3D-Drucker verwendet werden kann oder erforderlich ist, und so verlangsamt eine zu hohe STL-Auflösung einfach Ihren Arbeitsablauf und verschwendet Ihre Zeit.
Trotz dieser Einschränkungen ist es einfach, großartige 3D-gedruckte Teile herzustellen, wenn Sie beim Erstellen einer STL-Datei einige Best Practices befolgen. Die Exporteinstellungen, die Sie in Ihrer CAD-Software beim Generieren und Exportieren einer STL auswählen, können sich erheblich auf die Qualität, Maßgenauigkeit und Oberflächengüte Ihres 3D-gedruckten Teils auswirken. Daher ist es wichtig, diese Parameter zu verstehen.
Definieren von STL-Parametern
Wenn Sie eine STL aus Ihrer CAD-Software exportieren, gibt es einige Parameter, die die Dichte des Dreiecksnetzes steuern, das wiederum die Geometrie eines Teils definiert. Eine Möglichkeit, die Wechselwirkung zwischen dem Exportprozess und diesen Parametern zu bedenken, besteht darin, dass Ihre CAD-Software versucht, eine kleine STL-Dateigröße zu optimieren und daher versucht, das grobste Netz mit der niedrigsten Auflösung zu erstellen, aber einen oder mehrere der Exporte Parameter, die Sie angeben, erfordern möglicherweise, dass die Software ein Netz mit höherer Auflösung für verschiedene Features und Geometrien verwendet. Daher ist es ein nützliches mentales Modell, diese Exportparameter als „Zwangs“ des Exportprozesses zu betrachten, um ein feineres Netz mit höherer Auflösung zu generieren.
Im Allgemeinen bietet die moderne CAD-Software Benutzern die Möglichkeit, mindestens zwei Exportparameter zu steuern:einen mit linearen Abmessungen, der als Sehnentoleranz bezeichnet wird (oder Akkordabweichung ) und eine mit Winkelbemaßungen, die als Winkeltoleranz bezeichnet werden (oder Winkelabweichung ). Die resultierende STL muss alle Bedingungen erfüllen, die durch Ihre gewählten Exporteinstellungen angegeben werden. Abhängig von der Geometrie eines bestimmten Features Ihres 3D-Modells ist eine dieser Einstellungen in der Regel restriktiver (also erfordert ein Netz mit höherer Auflösung) als die andere und kann als der dominierende oder limitierende Parameter gegenüber diesem Feature angesehen werden. Der begrenzende Parameter variiert typischerweise über die Geometrie eines Teils als Reaktion auf verschiedene Merkmale. Wir werden diese Parameter und ihren Einfluss zuerst auf die STL-Generierung untersuchen und dann aufzeigen, wie diese Einstellungen in einer Vielzahl von wichtigen CAD-Softwarepaketen konfiguriert werden.
Akkordtoleranz/Akkordabweichung
Die Sehnentoleranz (oder Sehnenabweichung) ist eine Einstellung, die die globale Maßgenauigkeit der STL im Vergleich zum 3D-Modell im Entwurfszustand steuert. Die Sehnentoleranz wird normalerweise als die maximal zulässige normale (senkrechte) lineare Abweichung von der Oberfläche des 3D-Modells im Entwurfszustand und der nächsten dreieckigen Fläche der resultierenden STL angegeben, wie in der folgenden Abbildung zu sehen ist.

Sie können sich die Sehnentoleranz als Kontrolle des maximal zulässigen Fehlers zwischen der generierten STL und dem Modell im Entwurfszustand über die gesamte Geometrie des Teils vorstellen. Da die STL-Exportfunktion in Ihrer CAD-Software ein dreieckiges Netz um Ihre 3D-Modellgeometrie herum erstellt, kann sie keine Dreiecke erstellen, deren maximaler Abstand vom 3D-Modell die von Ihnen angegebene Sehnentoleranz überschreiten würde. Unter der Annahme, dass die Sehnentoleranz der begrenzende Faktor bei der STL-Auflösung ist, führt ein kleinerer Sehnentoleranzwert zu einer STL mit höherer Auflösung, mit mehr Dreiecken und einer größeren Dateigröße.
Winkeltoleranz/Winkelabweichung/Normale Abweichung
Die Winkeltoleranzeinstellung (manchmal auch als Winkelabweichung oder Normalabweichung bezeichnet) steuert den maximal zulässigen Winkel zwischen den Normalenvektoren zweier benachbarter Dreiecke im Netz, und Sie können es sich als Parameter vorstellen, der das Netz mit höheren „verfeinert“ Auflösung jenseits dessen, was die Akkordtoleranz sonst zulässt. Ein gutes Beispiel dafür, wann die Winkeltoleranz ins Spiel kommt, sind typischerweise kleine gekrümmte Oberflächen, wie Verrundungen, deren Radien ähnlich groß wie die Sehnentoleranz sind. Ohne die Einstellung der Winkeltoleranz können diese kleinen Verrundungen sehr sichtbare flache Stellen aufweisen oder im Extremfall in eine Fase umgewandelt werden, wenn der Verrundungsradius der Sehnentoleranz entspricht, wie im folgenden Diagramm gezeigt.

Wenn der Wert der Winkelabweichung (gemessen in Grad) klein genug eingestellt ist, um der dominierende Parameter zu sein, wird der STL-Generierungsprozess gezwungen, mehr Dreiecke in Bereichen eines Teils mit schärferen Krümmungen hinzuzufügen, bei denen es sich häufig um Merkmale mit kleinen Radien handelt. Dies wiederum wird die Glätte dieser Merkmale im resultierenden 3D-gedruckten Teil über das hinaus verbessern, was die Sehnentoleranz allein bieten würde.
Beachten Sie, dass die Winkelabweichung normalerweise in Grad gemessen wird (wobei ein niedrigerer Wert zu einem Modell mit höherer Auflösung führt), einige CAD-Software die Winkelabweichung jedoch als dimensionslosen „Winkelsteuerungs“-Parameter spezifiziert, der im Wert von 0 bis 1 variiert, mit größeren Werten Spezifizieren einer höheren STL-Auflösung um gekrümmte Oberflächen. Weitere Informationen finden Sie im folgenden Abschnitt zu den STL-Einstellungen nach den wichtigsten CAD-Softwarepaketen oder auf der Website des technischen Supports oder der Wissensdatenbank Ihres jeweiligen CAD-Softwareherstellers.
Zusätzliche Exporteinstellungen :Einige CAD-Programme bieten Ihnen möglicherweise zusätzliche Einstellungen über die beiden Hauptsteuerelemente der Sehnen- und Winkeltoleranz hinaus, die Optionen wie die minimale oder maximale Dreiecksfacettenlänge umfassen können. Im Allgemeinen werden diese normalerweise verwendet, um STL-Exportprobleme in Grenzfällen zu beheben, und wir empfehlen, diese auf den Standardwerten zu belassen, es sei denn, Sie haben einen bestimmten Grund, sie anzupassen.
Mesh-Qualität vs. Dateigröße:Unsere Empfehlungen
Da ein STL-Netz mit höherer Auflösung ein glatteres, genaueres Modell erzeugt, könnten Sie versucht sein, die Auflösungseinstellungen in Ihrem CAD-Programm einfach auf die maximal mögliche Auflösung hochzudrehen und es fertig zu stellen. Eine Erhöhung der Auflösung des STL-Exports führt jedoch auch zu einer Erhöhung der STL-Dateigröße, was in der Regel zu längeren Verarbeitungszeiten der Software führt, sowohl beim Generieren der STL-Datei, dem Hochladen in Eiger als auch beim eigentlichen STL-Slicen und Vorbereiten für 3d Drucken. Ab einem bestimmten Punkt kann die Auflösung der STL-Datei die Maschinenpräzision Ihres 3D-Druckers bei weitem übersteigen, was bedeutet, dass Sie am Ende einen Zeitaufwand für die STL-Auflösung zahlen müssen, der sich nicht wirklich in Ihren gedruckten Teilen widerspiegelt.
Unsere empfohlene Best Practice ist es daher, Ihre STL-Exporteinstellungen so zu wählen, dass eine Balance zwischen einer qualitativ hochwertigen Auflösung, die Ihren funktionalen Anforderungen entspricht, und einer Dateigröße, die in Eiger schnell verarbeitet werden kann, ist. Die Erfahrung hat gezeigt, dass folgende Einstellungen ein sinnvoller Ausgangspunkt sind:
- - Binär STL-Format (kleinere Dateigröße als ASCII)
- - Akkordtoleranz/Abweichung von 0,1 mm [0,004 in]
- - Winkeltoleranz/-abweichung von 1 Grad
- - Mindestseitenlänge von 0,1 mm [0,004 in]
Wenn die resultierende Dateigröße deutlich größer als 20 MB ist, empfehlen wir dringend, die Dateigröße durch Erhöhen zu reduzieren die Werte der Sehnen- und/oder Winkeltoleranz, bis die STL-Dateigröße auf weniger als 20 MB reduziert wurde, da die große Dateigröße die Verarbeitungsvorgänge bei der Vorbereitung der STL für den 3D-Druck verlangsamen kann. Sie sollten jedoch ruhig mit verschiedenen Dateigrößen experimentieren, da Ihre Toleranz für unterschiedliche STL-Auflösungen und Software-Verarbeitungszeiten eine persönliche Präferenz ist.
STL-Exporteinstellungen von verschiedenen CAD-Software
Wir haben versucht, ein repräsentatives Beispiel der wichtigsten CAD-Softwarepakete zu finden, aber es war nicht immer einfach, Screenshots online zu finden – wenn Sie ein Vertreter eines CAD-Anbieters sind, den wir vermisst haben und in diese Liste aufgenommen werden möchten, oder Wenn Sie das Gefühl haben, dass wir die Konfiguration dieser Parameter falsch dargestellt haben, senden Sie uns eine Nachricht über unsere Kontaktseite und wir werden es richtig machen!
Creo (PTC)
Bei Creo ist es wichtig zu beachten, dass der unten gezeigte Parameter 'Winkelsteuerung' nicht die maximale Winkelabweichung in Grad anpasst, sondern stattdessen ein einheitenloses Maß für die Verfeinerung der Winkelabweichung über den Radius hinaus ist, der durch die 'Akkordhöhe' ( Sehnentoleranz) Parameter. Der Parameterwert 'Winkelsteuerung' kann von 0,0 bis 1,0 reichen. Lesen Sie hier mehr über den Parameter 'Winkelsteuerung'. Als Ausgangspunkt empfehlen wir folgende Einstellungen:
- - STL-Format:Binär
- - Sehnenhöhe:0,1 mm [0,004 in] (Hinweis:Dies ist die Sehnentoleranz)
- - Winkelsteuerung:0,25
- - Belassen Sie "Maximale Kantenlänge" und "Seitenverhältnis" auf ihren Standardwerten

Fusion 360 (Autodesk)
Fusion 360. Wir empfehlen die folgenden Einstellungen als Ausgangspunkt:
- - STL-Format:Binär
- - Oberflächenabweichung:0,1 mm [0,004 in] (Hinweis:Dies ist die Sehnentoleranz)
- - Normale Abweichung:1 Grad (Hinweis:Dies ist die Winkelabweichung)
- - Belassen Sie "Maximale Kantenlänge" und "Seitenverhältnis" auf ihren Standardwerten

NX (Siemens)
Als Ausgangspunkt empfehlen wir folgende Einstellungen:
- - Ausgabedateityp:Binär
- - Sehnentoleranz:0,1 mm [0,004 in] (Hinweis:Einheiten werden hier durch Ihre Dokumenteinheiten festgelegt)
- - Winkeltoleranz:1 Grad
Onshape (PTC)
Als Ausgangspunkt empfehlen wir folgende Einstellungen:
- - STL-Format:Binär
- - Winkelabweichung:1 Grad
- - Sehnentoleranz:0,1 mm [0,004 in]
- - Minimale Facettenbreite:0,1 mm [0,004 in]
SOLIDWORKS (Dassault Systèmes)
Als Ausgangspunkt empfehlen wir folgende Einstellungen:
- - STL-Format:Binär
- - Auflösung:Benutzerdefiniert
- - Abweichung:0,1 mm [0,004 in] (Hinweis:dieser Parameter ist die Sehnentoleranz/Sehnenabweichung)
- - Winkel:1 Grad
- - Lassen Sie "Maximale Facettengröße definieren" deaktiviert

3d Drucken
- Das Beste aus Ihren STL-Dateien herausholen
- C Dateiverwaltung
- So erstellen Sie eine Tcl-gesteuerte Testbench für ein VHDL-Code-Sperrmodul
- Hochwertige Werkzeuge für Duroplast-Verbundwerkstoffe
- Erstellen von Mehrkörper-STL-Dateien für den 3D-Druck
- Eine Einführung in STL-Dateien
- Umgang mit C++-Dateien:Öffnen, Schreiben, Lesen und Schließen von Dateien in C++
- C - Header-Dateien
- Wie erzeuge ich eine G-Code-Datei mit ArtCAM für CNC-Maschinen?
- Bereitstellen statischer Dateien mit Go