


Undichte 3D-Druckerdüse:So beheben Sie das Problem!
Ist Ihnen schon einmal aufgefallen, dass in Ihrem Druck Plastikhaare von einer Wand zur anderen verlaufen? Oder haben Sie kleine Plastikkugeln an den Seiten des Stücks gefunden? Oder vielleicht einige Lecks auf jeder Schicht?
Diese Art von Fehler kann auftreten, wenn die Düse „leckt“, wodurch der Kunststoff ungewollt aus der Düse fließt.
In diesem Artikel werden wir etwas mehr über Düsenlecks erfahren, eines der lästigsten und wiederkehrenden Probleme beim 3D-Druck. Wir werden auch lernen, wie es entsteht, was die Hauptursachen sind und wie man es verhindern kann.
Sie können eine undichte Düse identifizieren, wenn Ihre Drucke dünne Kunststoffhaare oder -fäden an Stellen aufweisen, an denen kein Kunststoff hätte extrudiert werden sollen. Dies wird durch zu hohe Extrusionstemperaturen und/oder falsche Rückzugseinstellungen verursacht. Stellen Sie die Temperatur gemäß den Angaben des Filamentherstellers ein. Außerdem können Sie beginnen, indem Sie den Rückzugsabstand auf 6,5 mm, die Rückzugsgeschwindigkeit auf 25 mm/s und den minimalen Verfahrweg auf 1 mm einstellen.
Wir gehen auf jeden Aspekt ein, um Fehler zu beheben und Ihre undichte Düse zu beheben, aber bevor wir beginnen, können Sie die folgende Tabelle als Referenz verwenden:
| Parameter | Beschreibung | Basiswert | Zu niedrig | Zu hoch | Testmodell |
|---|---|---|---|---|---|
| Temperatur | Temperatur, bei der das Filament beim Extrudieren erhitzt wird | Prüfen Sie die Herstellerspezifikationen. PLA:190° bis 220°C. ABS:240° bis 270°C. | -Unterextrusion. -Düse extrudiert nicht. | Düse undicht | Zeitturm |
| Widerruf: Entfernung | Wie viele Millimeter das Filament jedes Mal zurückgezogen wird | 6,5 mm. | -Düse undicht | - Verstopftes Filament. -Unterextrusion | Retraktionstest |
| Widerruf: Geschwindigkeit | Wie schnell der Rückzugsweg zurückgelegt wird | 25 mm/s. | -Keine Verbesserung -Filament dehnt sich nur innerhalb der Düse aus | -Lassen Sie Spuren auf dem Filament | |
| Rückzug:Mindestfahrstrecke | Mindestfahrstrecke, um das Einfahren zu ermöglichen | 1mm. | -Zu oft einziehen | -Widerruf darf nie vorkommen |
3D-Druckprobleme
Wie Sie wahrscheinlich bereits wissen, wird die endgültige Form eines 3D-gedruckten Objekts durch Bewegen des Extruders mithilfe einer CNC-Steuerung erreicht. Dieser Extruder wird von einer Filamentspule gespeist und kann das Extrudieren stoppen, wenn zwischen zwei Positionen auf derselben Schicht ein leerer Raum vorhanden ist.
Wenn alles richtig funktioniert, ist das Ergebnis ein Stück mit den gleichen Maßen in Höhe, Breite und Tiefe wie das digitale Originalmodell. Es hat auch die genaue Form des Objekts, das auf Ihrem Computer in der Vorschau angezeigt wird. Vorzugsweise weist es auch wenige Qualitätsmängel auf.
Dies wird natürlich nicht immer der Fall sein, besonders wenn Sie zum ersten Mal anfangen oder wenn Sie einen neuen Drucker kaufen, der noch nicht richtig kalibriert ist.
Unter den vielen Fehlern, die auftreten können, finden wir möglicherweise eine undichte Düse, eines der häufigsten Probleme beim 3D-Druck. Glücklicherweise ist die Lösung dieses Problems möglich und einfach, wenn Sie wissen, was es verursacht.
Warum leckt eine Düse?
Der Extruder ist der Teil, der dafür verantwortlich ist, den Kunststoff auf eine Temperatur zu erhitzen, die ihn fließen lässt. Am Eingang misst das Filament etwa 1,75 mm. Der Extruder drückt dann das heiße Filament in ein kleineres Loch, das zwischen 0,1 und 1 mm messen kann. Der im Inneren des Extruders entstehende Druck lässt den Kunststoff durch das kleine Loch, die Düse genannt, fließen.
Das ist die Theorie, wie das Extrusionssystem funktionieren soll, entweder direkt oder Bowden. Manchmal kommt das Material nicht so heraus, wie es sollte, weil der Extruder nicht in der Lage ist, richtig zuzuführen, oder weil einige Einstellungen nicht richtig vorgenommen wurden.
Da es beim 3D-Drucken ausschließlich um das Schmelzen geht, sollten wir die Temperatur als einen der wichtigsten zu berücksichtigenden Parameter festlegen.
Bei der Auswahl des zu verwendenden Materials stellt uns der Hersteller häufig ein Datenblatt zur Verfügung, das einen optimalen Temperaturbereich für dessen Verwendung enthält. Verschiedene Materialien haben unterschiedliche Reichweiten, und selbst der gleiche Kunststoff von verschiedenen Herstellern ist möglicherweise nicht derselbe.
Überprüfen Sie immer das Datenblatt. Sie finden es wahrscheinlich auf der Website des Herstellers veröffentlicht oder, wenn Sie Glück haben, auf der Rückseite der Filamentverpackung.
Manchmal ist dieser Temperaturbereich zu groß, wie „190 bis 220 °C“. Ich weiß nicht wie es euch geht, aber dieser Bereich ist nicht sehr hilfreich. Wie würden Sie sich kleiden, wenn die Wettervorhersage sagt, dass die Temperatur morgen zwischen 0 °C und 30 °C liegen wird?
Ok, zurück zum Extruder:Wenn die Temperatur zu niedrig ist, wird der Kunststoff nicht flüssig genug zum Fließen und er wird wahrscheinlich stecken bleiben . Sie können dies feststellen, wenn Sie sehen, dass der 3D-Drucker funktionieren sollte, aber überhaupt kein Filament extrudiert. Ein typischer runder Kratzer bleibt auf dem Filament zurück, wo sich das Schubgetriebe des Extruders befindet.
Eine hohe Temperatur bewirkt das Gegenteil:Kunststoff wird zu flüssig und muss nicht gedrückt werden, um durch die Düse zu fließen. Durch sein Eigengewicht beginnt das Material im Inneren des Fasses zu sickern.
Das bedeutet, dass der Kunststoff auch dann fließt, wenn er das nicht soll. Die Düse hinterlässt beim Bewegen eine Spur, wie ein dünnes „Haar aus Kunststoff “ oder „Zeichenfolge “. Das ist der Grund, warum wir es „Stringing“ nennen “, „haarige Abdrücke “ oder sogar „Schnurrhaare “.
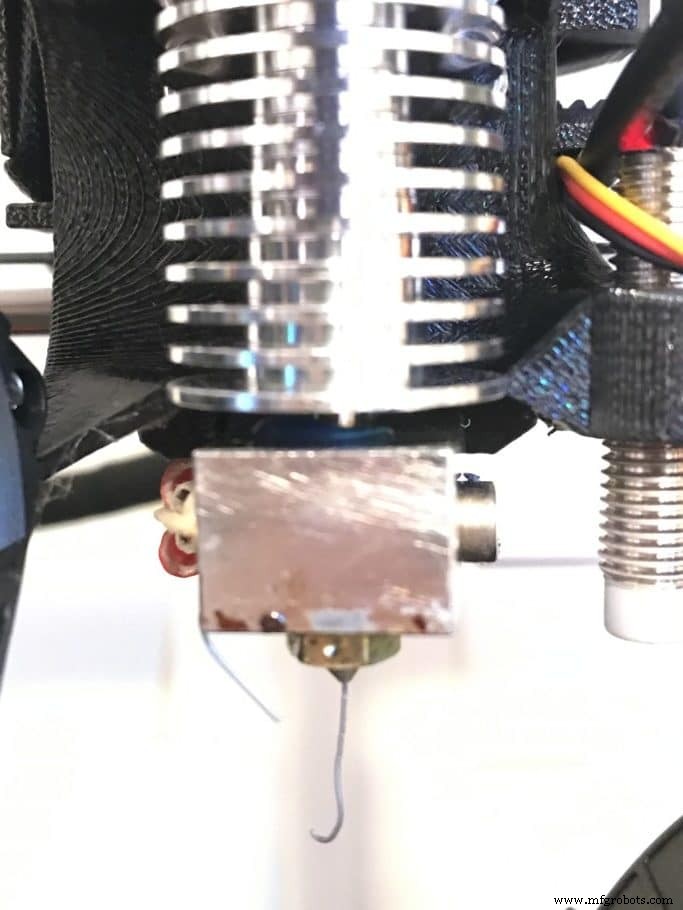
Ich denke, Sie wissen bereits, was Besaitung wirklich ist. Wenn Sie sich dennoch nicht sicher sind und Ihr Problem mit einem echten Fall einer undichten Düse vergleichen möchten, sehen Sie sich das folgende Foto an:
An diesem Punkt ist es notwendig, das Lecken, das beim Einstellen einer hohen Temperatur auftritt, von dem normalen Lecken während des Aufwärmens Ihres Drucks zu unterscheiden. Plastik ändert wie jedes andere Material sein Volumen, wenn es erhitzt wird.
Der Innendruck im Inneren des Zylinders steigt während der anfänglichen Heizzeit an, wenn sich das Filament ausdehnt. Das ist ein normaler Vorgang und Sie müssen sich keine Sorgen machen.
Wenn andererseits die Düse zu Beginn des Drucks leer ist, legt der Extruder eine gewisse Strecke zurück, ohne dass sich Filament darin befindet. Eine schnelle und effektive Lösung besteht darin, einige Randlinien hinzuzufügen, bevor das Objekt gedruckt wird.
Eine undichte Düse kann auch dazu führen, dass die Spitze während des ersten Teils jeder Schicht leer ist. Das Extruderzahnrad dreht sich, aber es kommt kein Kunststoff aus der Düse. Dies führt zu leeren Linien in den Ebenennähten. Das Objekt sieht schlecht aus, besonders in dünnen Bereichen.
So beheben Sie eine undichte Düse
Die zwei wichtigsten Parameter, die uns bei diesem Problem helfen, sind die Temperatur und die Retraktion.
Optimale Extrudiertemperatur
Um die optimale Drucktemperatur zu finden, können Sie viele Teile nur durch Temperaturvariationen bedrucken. Sie werden feststellen, dass die Drucke bei niedrigen Temperaturen undurchsichtig sind und heller werden, wenn Sie höhere Temperaturen einstellen. Wählen Sie einen Punkt in der Mitte, mit etwas hellem, aber nicht zu glänzendem.
Ihr Drucker ermöglicht es Ihnen wahrscheinlich auch, die Temperatur während eines Druckvorgangs zu ändern. Eine schnellere Alternative ist es, die Temperatur in diskreten Intervallen von 3° oder 5° C zu ändern und den Druck einige Schichten laufen zu lassen.
Wenn Sie sehen, dass sich die Druckqualität verbessert, ändern Sie die Temperatur so lange in diese Richtung, bis sie wieder schlechter wird.
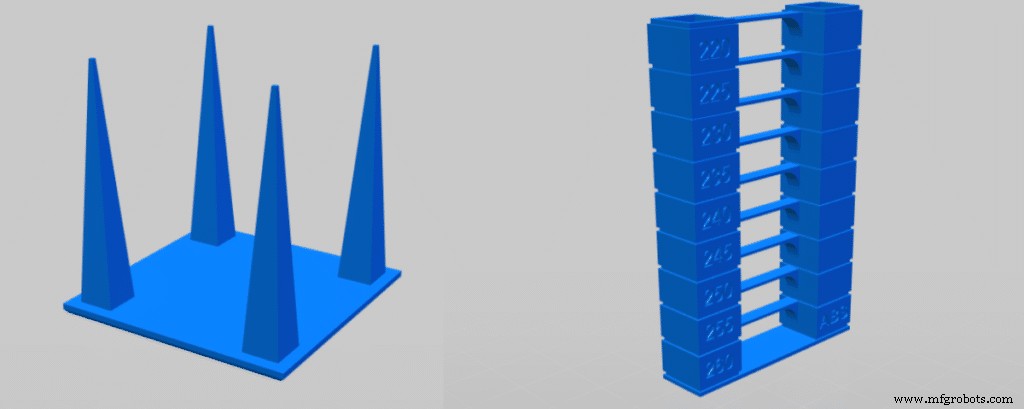
Da diese Methode lange dauern kann, haben einige Leute bereits G-Code-Dateien erstellt, die die Düsentemperatur nach einer bestimmten Anzahl von Schichten variieren, sodass Sie nicht viele Teile drucken müssen.
Sie können beispielsweise versuchen, diesen Temperaturturm von Thingiverse zu drucken
Sie können auch nach „Temperaturturm“ suchen ” auf unserer eigenen Suchmaschine und wählen Sie diejenige aus, die am besten zu Ihrem Drucker passt. Es gibt Dutzende spezifischer Tests, die Sie ausprobieren können. Überprüfen Sie unbedingt, ob der G-Code für einen ähnlichen 3D-Drucker wie Ihren generiert wurde. Wenn Sie möchten, können Sie den Code bearbeiten, um die Einstellungen zu ändern, die Sie testen müssen.
Denken Sie daran, dass hohe Temperaturen die Haftung des Objekts auf dem Bett unterstützen. Sie können während der ersten Schichten eine höhere Temperatur einstellen, um die Haftung zu gewährleisten, und sie dann für die restliche Druckzeit reduzieren. Dies ist besonders nützlich, wenn Ihr Drucker kein beheiztes Bett hat.
Was ist ein Widerruf?
Beim Drucken dreht sich das Extruderzahnrad in eine Richtung und drückt das Filament durch die Düse. Um ein Auslaufen zu vermeiden, können Sie Ihren 3D-Drucker so einstellen, dass er sich ein wenig in die entgegengesetzte Richtung dreht, wenn er bis zu einem bestimmten Punkt fahren muss, ohne zu extrudieren. Diese Drehung zieht das Filament in den Zylinder zurück und beseitigt den Druck in der Düse. Wenn dieser Rückzug richtig eingestellt ist, quillt während der Fahrt kein Kunststoff heraus und es bleiben keine Fäden zurück.
Sie können drei Parameter für das Einfahren einstellen:Abstand , Geschwindigkeit, und Reisestrecke . Lassen Sie uns herausfinden, wie sie funktionieren:
Wenn Sie Entfernung einstellen geben Sie an, um wie viele Millimeter sich das Filament jedes Mal zurückzieht. Ein kleiner Abstand führt dazu, dass die Saiten dünner werden, aber das Problem wird dadurch nicht behoben.
Wenn Sie dagegen den Abstand zu groß einstellen, ist die Düse leer, wenn sie mit dem Extrudieren fortfährt, und hinterlässt Löcher, wie wir bereits besprochen haben.
Denken Sie auch daran, dass das Filament verstopfen und Ihr Druck ruiniert werden kann, wenn Sie Ihren Drucker so einstellen, dass er sich zu weit zurückzieht.
Rückzugsgeschwindigkeit legt fest, wie schnell diese Strecke zurückgelegt wird. Da der geschmolzene Kunststoff den Eigenschaften von Flüssigkeiten entspricht, dehnt sich das Filament nur aus, wenn Sie versuchen, es zu langsam zurückzuziehen, und es wird keinerlei Verbesserung erzielt. Allerdings kann ein schnelles Einfahren auch Probleme bereiten.
Schließlich Reisestrecke gibt den minimalen Weg an, den der Extruder machen muss, wenn er nicht extrudiert, bevor er zurückfährt.
Optimale Rückzugseinstellungen
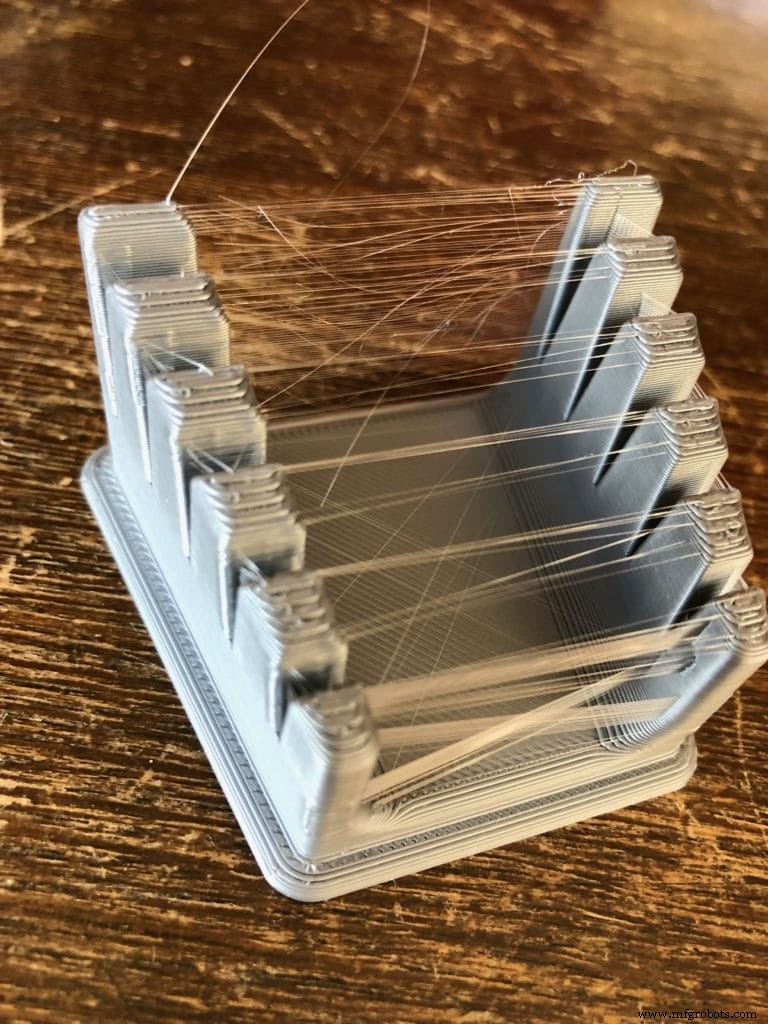
Auch hier gibt es einige Möglichkeiten, dies zu lösen, aber meiner Meinung nach sind Kalibrierungstests am einfachsten.
Dieser Retraktionstest ist mein Favorit, aber Sie können jederzeit einen anderen auswählen, indem Sie einfach nach „Retraktionstest“ suchen ” auf search.3dsolved.com (unsere eigene Suchmaschine).
Das Verfahren ist einfach und unkompliziert:Drucken Sie das Objekt, ändern Sie die Entfernungs- und Geschwindigkeitsparameter (eins nach dem anderen) und drucken Sie ein weiteres, bis Sie einen schönen Druck erhalten. Jeder Testdruck dauert ungefähr 15 bis 20 Minuten, sodass Sie dieses Problem in nur wenigen Iterationen beheben und beheben können.
Als gute Ausgangsbasis empfehle ich die Verwendung der folgenden Werte:
- Rückzugsabstand:6,5 mm
- Rückzugsgeschwindigkeit:25 mm/s
- Mindesthub:1 mm
Eine andere Möglichkeit, das Fadenziehen zu verhindern, besteht darin, eine höhere Fahrgeschwindigkeit einzustellen, wenn nicht extrudiert wird. Weniger Zeitverlust führt zu weniger Zeichenfolgen und besseren Ausdrucken.
Wenn Sie mehr über das Zurückziehen erfahren möchten, habe ich einen ganzen Beitrag darüber geschrieben, welche Einstellungen zu verwenden sind.
Jetzt wissen wir mehr über Düsenlecks, also kalibrieren Sie unsere Drucker!
Schlussfolgerung
Jetzt wissen Sie nicht nur, wie Sie eine undichte Düse erkennen, sondern verfügen auch über fundiertes technisches Wissen über die Ursachen des Problems, die Lösungen und vor allem, warum diese Lösungen funktionieren. Wie Sie vielleicht bemerkt haben, zahlt es sich immer aus, die Probleme zu verstehen, anstatt nur einem Rezept zu folgen.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an
Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Anleitung:3D-Drucker-Tippänderung auf Ihrem Stratasys
- So ersetzen Sie die Düse bei einem Ender 3 (Pro &V2)!
- Ende 3:So reinigen Sie die Düse (Verstopfung beseitigen)!
- Ender 3 Bed Nivellierungsprobleme; Wie man sie repariert!
- 3D-Drucker stoppt die Extrusion mitten im Druck:So lösen Sie das Problem
- Wie lange hält 1 kg 3D-Druckerfilament?
- Dual Extrusion Infill Overlap &Oozing; So beheben Sie das Problem!
- 3D-Drucker führt kein Filament zu:So lösen Sie es!
- Rückzug:So funktioniert es im 3D-Druck
- Wie man einen undichten Hydraulikzylinder repariert