


Ender 3 (Pro &V2) Rückzugseinstellungen; Kein Besaiten mehr!
Wenn wir an 3D-Druck denken, fällt uns als Erstes eine Maschine ein, die Kunststoff schmilzt, während sich ein Extruder entlang 3 orthogonaler Achsen bewegt und dabei ein festes Objekt formt. Es scheint sehr einfach zu sein, aber wenn wir anfangen, tiefer in diese Technologie einzutauchen, stellen wir schnell fest, dass es unzählige Parameter gibt, die die Art und Weise bestimmen, wie dies geschieht.
Je nach Modelltyp können die Einzugseinstellungen Ihre Drucke beeinträchtigen oder beeinträchtigen. Wenn Sie einen Ender 3-Drucker (oder eine Maschine vom Bowden-Typ) besitzen, werden sich die folgenden Einzugseinstellungen definitiv als nützlich erweisen:
Da es sich um einen Bowden-Drucker handelt, benötigt der Ender 3 einen längeren Rückzugsweg, und es wird empfohlen, den „Kammmodus“ zu aktivieren und ihn auf „Innerhalb der Füllung“ einzustellen. Stellen Sie außerdem den Rückzugsabstand auf 6 mm, die Rückzugsgeschwindigkeit auf 20 mm/s, die maximale Rückzugszahl auf 5 und das Fenster für den minimalen Extrusionsabstand auf 10 mm ein.
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können alle für nur 7 $ bekommen).
Was ist einfahren und warum ist es beim 3d-druck wichtig?
Wie Sie vielleicht bereits wissen, erhält das Hotend das Filament vom Extruder, der das Material durch ein Zahnrad drückt. Dieser Schub erzeugt einen Druckanstieg in der Düse. Wenn die Temperatur ausreichend ist und die Motorschritte des Extruders richtig kalibriert sind, beginnt der Kunststoff genau in der Menge zu fließen, die erforderlich ist, um das gewünschte Modell zu erstellen.
Das Problem bei diesem Mechanismus besteht darin, dass nach dem Stoppen des Extrudermotors noch ein Restdruck im Inneren des Zylinders vorhanden ist, der das Filament dazu zwingt, weiter durch den einzigen freien Auslass zu fließen, den es hat (d. h. die Düse). Wenn das Hotend beim Drucken von einem Punkt zum anderen bewegt werden muss, ohne Material abzulegen, muss der verbleibende Druck abgebaut werden, um zu verhindern, dass der Kunststoff während dieser Bewegung „entweicht“.
Der Weg, dies zu erreichen, besteht darin, die Drehung des Extruder-Schrittmotors umzukehren, sodass einige Millimeter Filament aus dem Hotend herauskommen und diesen Druck ausgleichen. Diese Drehrichtungsumkehr wird „Rückzug“ genannt und ist ein grundlegender Parameter, um gedruckte Objekte mit einer guten Oberflächenbeschaffenheit zu erzielen.
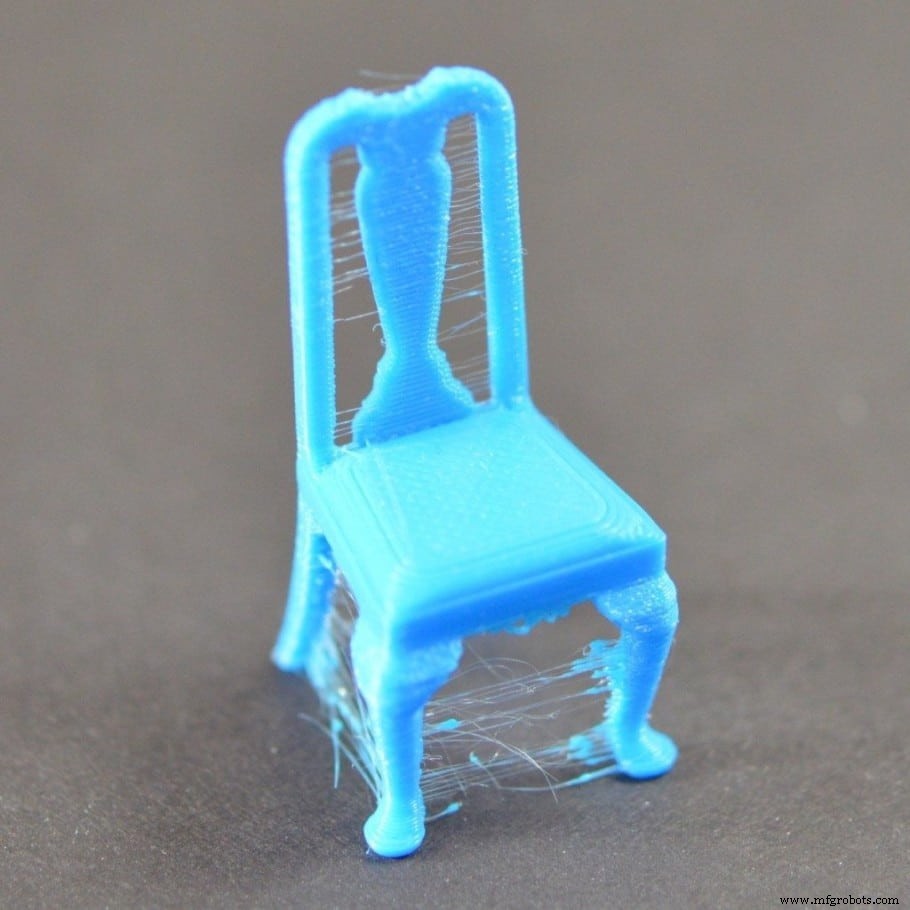
Das überextrudierte Material aus der Düse wird dünner, wenn sich das Hotend bewegt, und hinterlässt einen „Faden“ oder eine „Schnur“ zwischen zwei Wänden des Teils. Dies wird als „Stringing“ bezeichnet und kann durch einige Druckparameter vermieden (oder zumindest minimiert) werden. Sie haben vielleicht noch nie von diesem Begriff gehört, aber ich bin mir fast sicher, dass Sie ihn schon einmal gesehen haben. Sehen Sie sich das folgende Bild eines Stuhls mit einer guten Besaitung an.
Parameter im Zusammenhang mit dem Zurückziehen
Zuerst müssen wir sicherstellen, dass das Kästchen „Rückzug aktivieren“ aktiviert ist, um auf die Rückzugsparameter zugreifen zu können. Von nun an konzentrieren wir uns auf die Cura-Einstellungen. Äquivalente Parameter finden Sie bei vielen Slicern.
Ich sollte klarstellen, dass ich die Namenskonvention von Cura verwenden werde, aber die gleichen Prinzipien gelten definitiv für alle Slicer.
Rückzugsabstand
Rückzugsabstand teilt dem Drucker mit, wie viele Millimeter Filament bei Bedarf zurückgezogen werden sollen. Das Zurückziehen nur um einen sehr kleinen Abstand löst wahrscheinlich keine Fadenbildung, während ein Überschreiten dieses Werts dazu führt, dass während der ersten Momente der nächsten Extrusion kein Kunststoff in der Düse verfügbar ist.
Um dies zu vermeiden, gibt es die sogenannte „Priming“-Einstellung, die das Filament in die gleiche Position zurückbringt, in der es sich vor dem Einziehen befand. Das heißt, wenn 5 mm Filament zurückgezogen wurden, werden nach dem Bewegen zwischen zwei Punkten ohne Extrudieren 5 mm Filament zurück in die Düse gedrückt.
Oft erfordert das vorliegende Modell zu viele aufeinanderfolgende Rückzüge während einer sehr kurzen Zeitspanne. Wenn der Rückzugsabstand zu hoch ist, beginnen die Zahnradzähne, die das Filament drücken, es zu schleifen. Wenn das Filament zu dünn wird, drücken die Zahnräder es nicht, sondern gleiten dagegen. Infolgedessen wird kein Filament mehr extrudiert und der Druck wird natürlich vollständig ruiniert.
Um dies zu vermeiden, werden wir den minimal möglichen Rückzugsabstand festlegen, der es uns ermöglicht, die Besaitung zu mildern. Der Bereich von 3-6 mm funktioniert normalerweise für die meisten Bowden-3D-Drucker. Sie können mit einem Rückzugsabstand beginnen von 3 mm und erhöhen Sie ihn um 1 mm, wenn Sie dies für erforderlich halten.
Während Ender3-Drucker bereits seit mehreren Jahren auf dem Markt sind und für ihre Zuverlässigkeit bekannt sind, entscheiden sich viele Benutzer dafür, ihre Einstellungen zu ändern, um bessere Druckergebnisse zu erzielen. Eine der häufigsten Modifikationen besteht darin, es in ein Direktextrusionssystem umzuwandeln. Wir empfehlen zwar nicht, ein getestetes Design zu ändern (es sei denn, Sie sind sich Ihrer technischen Fähigkeiten sehr sicher), aber Sie können es versuchen und Ihre eigenen Schlussfolgerungen ziehen.
Einer der Vorteile eines Direktantriebssystems ist eine präzisere Steuerung der Rückzüge. Beginnen Sie für diese Druckertypen mit einem Abstand von 0,5 mm und erhöhen Sie ihn in Schritten um denselben Wert, bis Sie ein optimales Ergebnis erzielen.
Maximale Rückzugszahl
Mit diesem Parameter können wir die maximale Anzahl von Rückzügen definieren, die entlang desselben Filamentsegments durchgeführt werden können. Auf diese Weise kann das oben erwähnte Filamentschleifen vermieden werden. Beginnen Sie damit, diesen Wert im Bereich von 5 bis 10 einzustellen. Der Standardwert für Cura ist 100, aber er ist viel zu hoch.
Minimales Extrusionsabstandsfenster
Hier können Sie die Länge des Filamentsegments definieren, bis zu dem die unter „Maximale Rückzugszahl angegebenen Rückzüge erfolgen " Wird angewendet werden. Da die Rückzüge zwischen 3 und 6 mm betragen, ist ein geeigneter Wert 10 mm. Auf diese Weise stellen Sie sicher, dass das Filament nicht durch übermäßiges Einziehen beschädigt wird.
Rückzugsgeschwindigkeit
Dies gibt an, wie schnell sich der Extruder rückwärts dreht. Es muss schnell genug sein, um zu verhindern, dass das Filament durch die Düse austritt, aber nicht übermäßig, da eine übermäßige Geschwindigkeit auch Leistung erfordert, die der Extrudermotor nicht liefern kann, wodurch Schritte verloren gehen. Ein guter Anfangswert ist 20 mm/s. Durch einen Besaitungstest (Links unten) können Sie diesen Wert im Nachhinein jederzeit erhöhen.
Hauptgeschwindigkeit des Rückzugs
Mit diesem Wert können Sie die Geschwindigkeit einstellen, mit der das Material in die Düse zurückgeführt wird. Mit diesem Parameter können Sie steuern, wie das Hotend bereit ist, mit dem Extrudieren fortzufahren, als ob nichts passiert wäre.
Die Einzugsgeschwindigkeit wird aus gutem Grund in zwei verschiedene Parameter aufgeteilt. Beim Entfernen des Filaments ist der Druck zu Beginn des Rückzugs höher als am Ende, wodurch das Extrudergetriebe entlastet wird. Andererseits steigt beim Ansaugen der Druck (und damit die Kraft im Getriebe) immer mehr an.
Aus diesem Grund kann das Vorbereiten das Filament stärker beschädigen als das Zurückziehen. Wir empfehlen Ihnen, in diesem Parameter eine Geschwindigkeit zu verwenden, die 5 mm/s niedriger ist als die, die Sie unter „Rückzugsgeschwindigkeit eingestellt haben “.
Zusätzlicher Prime-Betrag
Mit diesem Parameter können Sie die Menge an Material kompensieren, die durch Sickern verloren gegangen ist. Wenn Sie den Rückzugsabstand und die Geschwindigkeit richtig eingestellt haben, müssen Sie nichts kompensieren, daher empfehlen wir, diesen Parameter auf 0 zu belassen und stattdessen die Kalibrierungstests durchzuführen. (Links unten)
Empfohlene Retraktionseinstellungen für einen Ender 3 (Pro / v2) Drucker
Aufgrund der Tatsache, dass Ender 3-Drucker definitiv einer der beliebtesten Drucker sind (wenn nicht die meisten), werde ich auf die spezifischen Einstellungen eingehen, die ich empfehle und auch auf meinem eigenen Computer verwende. Obwohl alle Drucker etwas einzigartig sind, dienen diese Einstellungen als ausgezeichneter Ausgangspunkt.
- Kammmodus:EIN und auf „Innerhalb der Füllung“ eingestellt „
- Rückzugsabstand:6 mm
- Rückzugsgeschwindigkeit:20 mm/s
- Maximale Rückzugszahl:5
- Minimales Extrusionsabstandsfenster:10 mm
Diese Einstellungen werden sich für alle Bowden-Drucker als nützlich erweisen. Sie können diese Werte natürlich optimieren und für Ihre spezifischen Bedürfnisse verbessern. Drucktests, die speziell auf die Verringerung des Fadenziehens ausgelegt sind, helfen dabei, die Feinabstimmung zu beschleunigen. Ich liste sie alle am Ende dieses Artikels auf.
Sie werden vielleicht auch von der Tatsache überrascht sein, dass das Drucken von Miniaturen eine bestimmte Rückzugskonfiguration erfordert, um die besten Ergebnisse zu erzielen. Natürlich werde ich sie jetzt auch auflisten!
Empfohlene Retraktionseinstellungen für das Drucken von Miniaturen mit einem Ender 3 (Prov/v2)-Drucker
- Kammmodus:EIN und auf „Innerhalb der Füllung“ eingestellt „
- Rückzugsabstand:6 mm
- Rückzugsgeschwindigkeit:45 mm/s
- Maximale Rückzugszahl:10
- Minimales Extrusionsabstandsfenster:10 mm
Interessant zu wissen ist, dass der Z-Hop, ein Parameter, der die Z-Achse vor dem Verschieben ohne Extrudieren ein kurzes Stück anhebt und beim Erreichen des nächsten Druckpunkts wieder absenkt, das Stringing erheblich erhöht (unabhängig von der zuvor durchgeführten Kalibrierung). . Ich empfehle Ihnen dringend, es zu deaktivieren, insbesondere wenn Sie eine optimale Parametereinstellung erreicht haben.
Persönlich dieses Video von Makers Muse war von unschätzbarem Wert, als ich zum ersten Mal auf dieses Problem stieß.
Warum wird „Kammmodus aktivieren“ empfohlen?
Das Problem beim Besaiten ist, dass es dazu führt, dass die äußere Oberfläche Ihres Objekts unangenehm anzusehen ist. Würde die Besaitung nur innerhalb des Objekts erfolgen, könnten wir uns darüber nicht ärgern. Daher macht das Zurückziehen nur Sinn, wenn die Düse von einem Punkt zum anderen durch einen Bereich fährt, der keine Druckschichten darunter hat. Indem Sie den Kämmmodus aktivieren, können Sie den Slicer anweisen, das Hotend nur innerhalb der bedruckten Bereiche zu bewegen (wann immer dies möglich ist).
Es stehen 4 verschiedene Optionen zur Auswahl, aber mein Favorit ist „innerhalb der Füllung “. Obwohl es die Druckzeit verlängert, reduziert es die Anzahl der Rückzüge auf das unvermeidliche Minimum.
Retraktions- und Stringing-Kalibrierungstests
Temperaturturm
Obwohl wir es noch nicht erwähnt haben, ist ein Druckparameter, der das Stringing ernsthaft beeinflusst, die Hotend-Temperatur. Je heißer es ist, desto leichter fließt das Filament, was das Austreten aus der Düse stark erhöht. Aus diesem Grund müssen Sie zunächst die Temperatur Ihres Druckers kalibrieren, bis Sie die besten Ergebnisse erzielen. Dazu empfehle ich Ihnen den folgenden Test auszudrucken, der aus einem Temperaturturm besteht, der in einem wohldefinierten Schichtintervall um 5 ºC ansteigt.
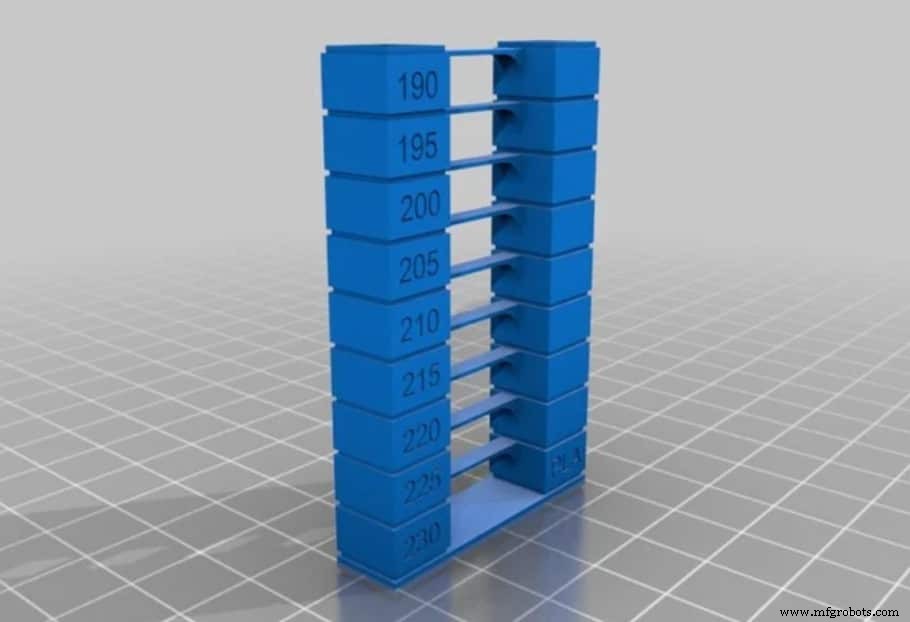
Wenn Sie auf „Thing files ” sehen Sie einen G-Code Datei, die bereits mit dem Ender3 kompatibel ist. Verwenden Sie Ihr Slicer-Programm nicht wie gewohnt zum Generieren eines G-Codes, da die Temperatur während des Druckens nicht variiert. Die Verwendung verschiedener Prozesse in Cura ist eine Option, aber die angehängte Datei funktioniert perfekt.
Grundlegender Besaitungstest
Sobald die Temperatur kalibriert ist, deaktivieren Sie die Rückzüge in Ihrem Slicer und drucken Sie die folgende Datei. Schauen Sie sich das Bild an und raten Sie, was es zu beurteilen versucht.
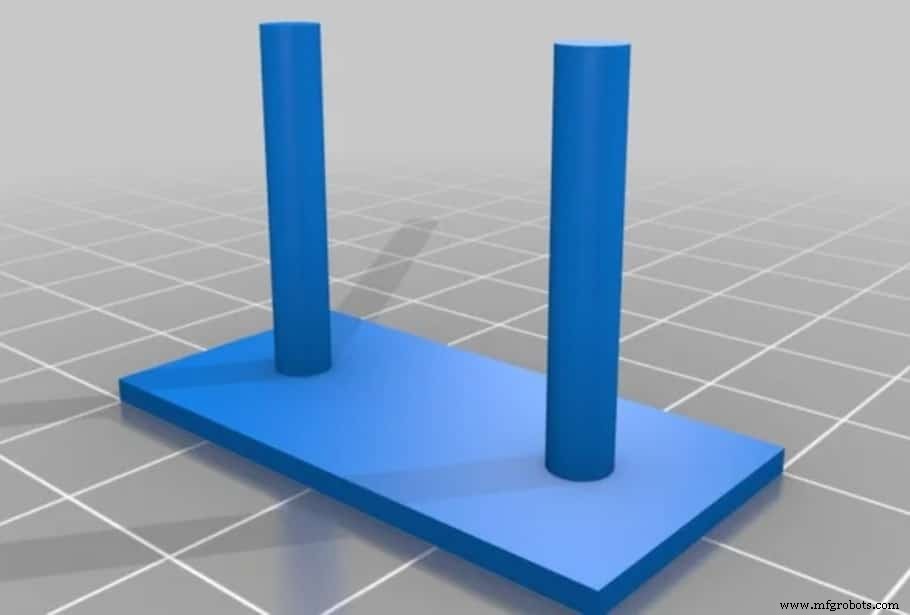
Das Ergebnis ist ein Stück voller Haare zwischen den beiden Zylindern. Retraktionen wieder aktivieren und das Ergebnis mit dem neu gedruckten Teil vergleichen. Erhöhen oder verringern Sie von da an die Rückzugsgeschwindigkeit und Rückzugsabstand Werte, bis beide Zylinder korrekt gedruckt sind und keine Haare mehr dazwischen sind.
Retraction Calibration Tool
Wenn Sie nicht schon erstaunt sind, wie großartig die 3D-Drucker-Community ist, sehen Sie sich dieses kostenlose Online-Tool an, das jemand erstellt hat. Es ermöglicht uns, zu Testzwecken einen G-Code zu erstellen, der mit unserem spezifischen Drucker kompatibel ist. Die Anweisungen sind sehr detailliert und hilfreich, aber lesen Sie sie unbedingt.
Häufig gestellte Fragen (FAQ)
Ist die Retraktion für Bowden- und Direct-Extrusionssysteme gleich?
Obwohl die Aktivierung des Rückzugs unabhängig vom Druckertyp nützlich ist, benötigen Bowden-Maschinen normalerweise einen größeren Rückzugsabstand im Vergleich zu Direkttreiberdruckern.
Der Grund ist folgender:3D-Drucker, die das Bowden-System verwenden (wie der Ender3), platzieren den Extruder vom Hotend entfernt, und das Filament wird durch einen PTFE-Schlauch geleitet. Da das Rohr einen Innendurchmesser von 2 mm und das Filament einen Durchmesser von 1,75 mm hat, erfordert die Lockerheit zwischen ihnen, dass dieser Unterschied durch Erhöhen des Rückzugsabstands ausgeglichen werden muss.
Bei Direktextrusionssystemen fehlt dieses Problem, und die Filamentschrumpfung ist in der Regel keine so große Sache.
Bowden-Systeme benötigen im Wesentlichen einen viel längeren Einzugsweg.
Ist die Retraktion für alle Filamenttypen gleich?
Glücklicherweise ist PLA ein sehr stabiles Polymer, sodass es möglich ist, unseren Drucker so einzustellen, dass fast kein Stringing erreicht wird. Dasselbe passiert mit ABS, obwohl es andere Probleme wie Verziehen und Reißen mit sich bringt. Andere Materialien wie PETG benötigen eine viel höhere Temperatur zum Schmelzen, was die Bildung von Fäden beim Abkühlen begünstigt.
Flexible Materialien wie TPU werden beim Extrudieren zusammengedrückt und beim Zurückziehen gedehnt, sodass es nicht sehr praktisch ist, das Zurückziehen zum Drucken zu aktivieren. In diesem Fall ist eine Besaitung unvermeidlich.
Zusätzlich zu den Rückzugseinstellungen kann auch Feuchtigkeit im Filament die Wahrscheinlichkeit von Fadenbildung erhöhen , weshalb ich immer empfehle, unsere Spulen in einem luftdichten Behälter mit vielen Kieselgelbeuteln aufzubewahren.
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können alle für nur 7 $ bekommen).
Schlussfolgerung
Jetzt haben Sie ein besseres Verständnis für alle verfügbaren Einzugseinstellungen und wie sie je nach Druckertyp (Bowden- oder Direktantrieb) unterschiedlich konfiguriert werden sollten. Drucker vom Bowden-Typ, wie der Ender 3 (Pro und v2), erfordern längere Rückzugswege. Zusammenfassend sollten Sie den „Kämmmodus“ aktivieren “ und setzen Sie es auf „Within Infill “. Der Rückzugsabstand sollte 6 mm, die Rückzugsgeschwindigkeit 20 mm/s, die maximale Rückzugsanzahl 5 und das minimale Extrusionsabstandsfenster 10 mm betragen.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Ender 3 (Pro &V2) Silent Fan Upgrade Guide mit Bildern
- Loud Ender 3, Pro oder V2? So können Sie ihn beruhigen!
- So ersetzen Sie die Düse bei einem Ender 3 (Pro &V2)!
- Ende 3:So reinigen Sie die Düse (Verstopfung beseitigen)!
- Harz vs. Filamentkosten beim 3D-Druck!
- 3D-Filament-Glasübergangstemperaturen
- Ende 3 Z-Offset; So passen Sie es an!
- Ender 3 Pro im Test:Lohnt es sich, es 2022 zu kaufen?
- Ender 3 (Pro/V2) Riemenspannung; Wie eng sollten sie sein?
- Rückzug:So funktioniert es im 3D-Druck