


Ideale Cura PETG-Einstellungen und -Profile für perfekte Drucke!
PETG ist eines der am häufigsten verwendeten Polymere im 3D-Druck und wird nur von PLA übertroffen. Es ist eine modifizierte Version des Kunststoffs, der beispielsweise in Sodaflaschen verwendet wird. Die Modifikation macht es besser für 3D-Drucker geeignet, da es seine Schmelztemperatur senkt und es einfacher zu extrudieren macht. Im Vergleich zu PLA ist PETG härter, aber weicher. Einige Filamente haben auch unterschiedliche Opazitäten und können eine gute Transparenz erreichen, was nicht nur aus ästhetischen Gründen gut sein kann, sondern auch für Projekte, die Lichter enthalten. Es hat auch einen höheren Arbeitstemperaturbereich und ist besser für Außenbedingungen geeignet.
Nachdem wir nun die Vorteile der Verwendung von PETG kennen, wollen wir herausfinden, wie die Druckereinstellungen angepasst werden, um die bestmöglichen Ergebnisse zu erzielen!
Zum Drucken mit PETG sollte die Drucktemperatur auf 70+ºC eingestellt werden, während die Drucktemperatur zwischen 220ºC und 240ºC liegen sollte. Es ist wichtig, den Lüfter für die ersten Schichten auszuschalten und die Druckgeschwindigkeit zwischen 30 und 500 mm/s einzustellen. Bei PETG sollten Sie auf Fadenbildung, Betthaftung und Schichttrennung oder Delamination achten, was bedeutet, dass die Rückzugseinstellungen sehr wichtig sind.
Ich werde auf jede der Einstellungen genauer eingehen und besprechen, wie man sie fein abstimmt. Fangen wir an!
Die Probleme mit PETG
PETG kann sehr zäh werden, aber es geht nur darum, gut kalibrierte Rückzüge zu haben oder die fertigen Modelle schnell mit einer Heißluftpistole zu blasen, um die dünnen Kunststoffhaare zu entfernen. Die Betthaftung ist auch ein Problem, da PETG für einige Benutzer nicht gut genug haftet und für andere zu gut haftet und das Entfernen des Modells vom Bett mühsam macht. Schließlich gibt es eine schlechte Schichtverbindung, die einige Probleme bereiten kann, aber normalerweise auch im Slicer zu bewältigen ist
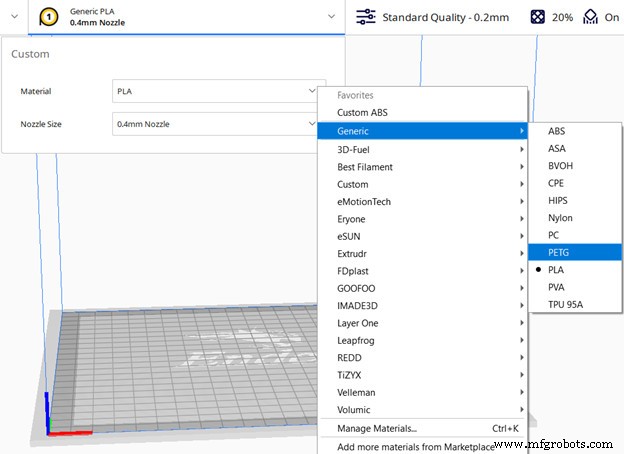
Aktivieren Sie das standardmäßige PETG-Profil von Cura (verwenden Sie es als Ausgangspunkt)
Cura hat viele Profile für bekannte Marken integriert, daher ist es eine clevere Idee, sie als Ausgangspunkt zu verwenden und von dort aus kleine Änderungen vorzunehmen. Wenn die Marke nicht aufgeführt ist, können Sie mit einem allgemeinen PETG-Profil beginnen.
Ebenenhöhe
Die Schichthöhe hat einen erheblichen Einfluss auf die Druckzeit, Details und Stärke. Je höher die Schichthöhe, desto kürzer die Druckzeit, aber desto weniger Details und Stärke. Für PETG wird empfohlen, eine dünne Schicht zu wählen, um Delamination zu vermeiden.
Einer Studie zufolge gilt:Je größer das Verhältnis von Schichthöhe zu Düsengröße, desto kleiner der Abstand zwischen den Schichten und desto besser die Festigkeit. Wenn Sie also eine größere Schicht benötigen, ist es ratsam, eine größere Düse zu verwenden. Es ist möglich, eine größere Düse zu emulieren, indem Sie die Extrusionsbreite ändern, aber es ist wahrscheinlich am besten, 125 – 150 % der tatsächlichen Düsengröße nicht zu überschreiten. (Beispiel:0,6 mm für 0,4 mm Düse).
Mehr Infos zu diesem Thema in diesem Artikel von uns
Feinabstimmung
Drucken Sie, indem Sie nur die Schichthöhe leicht ändern, und überprüfen Sie die Ergebnisse, bis Sie die perfekte Schichthöhe für Ihr spezifisches Projekt gefunden haben.
Ideale Höhe der PETG-Schicht:
- Für Einzelheiten: 25 % der Düsengröße oder Extrusionsbreite (0,1 mm für 0,4 mm Düse)
- Insgesamt beste Schichthöhe: 25 % – 40 % der Düsengröße oder Extrusionsbreite (0,15 mm für 0,4 mm Düse)
- Schnelle Drucke/Prototypen: 50 % – 80 % der Düsengröße bzw. Extrusionsbreite (0,2 – 0,3 mm bei 0,4 mm Düse)
Drucktemperatur
Die Drucktemperatur für PETG ist nicht so fehlerverzeihend wie für PLA. Wenn es nicht richtig eingestellt ist, erhalten Sie entweder wirklich fadenziehende Modelle mit schlechten Details oder ernsthafte Delaminierung. Je höher die Drucktemperatur, desto höher die Schichthaftung, aber desto weniger Details.
Feinabstimmung
Das Einstellen der Temperatur kann durch Drucken eines Temperaturkalibrierungsturms und Ändern der Extrusionstemperatur nach einer festen Entfernung erfolgen. Sobald der Druck fertig ist, können Sie den Bereich, in dem Ihr Filament die beste Schichthaftung und Detailtreue aufweist, deutlich erkennen.
Ideale PETG-Drucktemperatur: 220 – 240 °C
Es gibt ein gutes Video zu diesem Thema!
Betttemperatur
PETG ist dafür bekannt, dass es auf einigen Oberflächen zu gut haftet, aber auch schlecht, wenn die Betttemperatur nicht richtig eingestellt ist. Bei Glasbetten kann sich das Teil manchmal lösen, wobei Teile des Betts daran haften bleiben. Ein gutes Trennmittel wie Klebestift ist unter diesen Umständen unerlässlich.
Eine Studie zeigt, dass eine etwas höhere Betttemperatur als die Glasübergangstemperatur des Filaments die Haftung erheblich verbessert.
Im Gegensatz zu Stoffen wie Wasser haben Polymere eine zusätzliche charakteristische Temperatur, die Glasübergangstemperatur. Wenn das Polymer über diese Schwelle erhitzt wird, ändern sich seine physikalischen Eigenschaften von spröde und hart zu duktil und zäh. Die Glastemperatur von PETG liegt bei etwa 80 °C. Wenn Ihre Maschine diese Temperatur erreichen kann, wird daher dringend empfohlen, sie auf mindestens 70 °C oder höher einzustellen. Ein ausgeprägterer Elefantenfuß ist zu erwarten, kann aber im Slicer oder im Modell selbst durch Anbringen einer Fase an der Unterseite ausgeglichen werden.
Feinabstimmung
Stellen Sie das Bett zunächst auf mindestens 70 °C ein und erhöhen Sie die Temperatur in 5 °C-Schritten, wenn der Druck fehlschlägt. Beachten Sie, dass eine zu hohe Höhe Ihr Bett ruinieren kann, da das Modell zu gut haftet und einen Teil der Beschichtung oder sogar Teile des Betts selbst entfernt.
Ideale PETG-Betttemperatur:70 °C – 85 °C
Druckgeschwindigkeit
Die Druckgeschwindigkeit für PETG ist ähnlich wie die Druckgeschwindigkeit für PLA, obwohl eine langsamere Geschwindigkeit zu besseren Ergebnissen führen kann. Die Standard-CURA-Einstellungen sollten in Ordnung sein. 30 bis 50 mm/s ist ein sinnvoller Bereich. Einige Quellen deuten darauf hin, dass das Ankurbeln der Reisegeschwindigkeit das Besaiten verbessern kann. Wenn Ihr Drucker 120+ mm/s verarbeiten kann, sollten Sie es versuchen.
Feinabstimmung
Sie können Ihre Geschwindigkeit optimieren, indem Sie dasselbe Teil einige Male mit unterschiedlichen Geschwindigkeiten drucken.
Ideale PETG-Geschwindigkeitseinstellungen:
- Druckgeschwindigkeit: 30 – 50 mm/s
- Druckgeschwindigkeit der ersten Ebene: 20 – 30 mm/s
- Einfüllgeschwindigkeit: 40 – 60 mm/s
- Reisegeschwindigkeit: 100+ mm/s je nach Drucker
Rückzug
PETG kann ziemlich fadenziehend sein, weil es heiß druckt und nicht viel Kühlung benötigt, aber mit dem richtigen Rückzug und einigen anderen aktivierten Optionen können Sie beeindruckende Ergebnisse erzielen.
Ein Besaitungstest kann helfen, den Einzug einzustellen. Verwenden Sie zunächst einen Rückzugsabstand von 3 mm, wenn Sie einen Extruder mit Direktantrieb haben, und 6 mm, wenn Sie eine Bowden-Einrichtung haben. Eine Rückzugsgeschwindigkeit von 25 mm/s in beiden Konfigurationen wäre eine gute Anfangsschätzung oder versuchen Sie es langsamer. Die Aktieneinstellungen von Cura funktionieren normalerweise gut.
Was ist Kämmen und welche Einstellung ist zu verwenden?
Das Kämmen schaltet das Zurückziehen aus und modifiziert die Bewegungsbewegungen, um über die Füllung zu gehen und austretenden Kunststoff abzulagern. Es kann sinnvoll sein, es auf „Innerhalb der Füllung“ zu setzen
Feinabstimmung
Sie können Ihre Geschwindigkeit optimieren, indem Sie dasselbe Teil einige Male mit unterschiedlichen Rückzugsgeschwindigkeiten und -abständen drucken.
Ideale PETG-Retraktionseinstellungen:
- Rückzugsdistanz: 3 mm für Direktantrieb oder 6 mm für Bowdenzug
- Rückzugsgeschwindigkeit: 25 mm/s
- Kämmen: ON und auf „Within Infill“ stellen
Betthaftung
Wie im Abschnitt Betttemperatur erwähnt, wird die Haftfestigkeit erheblich verbessert, wenn die Temperatur höher als die Glasübergangstemperatur des Filaments eingestellt wird.
Krempen sind eine einlagige dicke Umrandung, die den Kontakt mit dem Bett erhöht. Ihre Verwendung ist besonders nützlich bei Modellen, die keine gute Grundlage haben, um am Bett zu haften. Der Rock ist derselbe, aber er kommt nie mit dem Modell in Kontakt. Die Schürze dient nur als Grundierung für die Düse und ist daher nicht sehr effektiv bei anhaftenden Schichten.
Flöße verhalten sich wie eine Krempe, bestehen aber aus mindestens zwei oder drei Schichten unter dem gesamten Modell. Es hilft auch, die Unebenheiten des Bettes auszugleichen. Klebestift und Haarspray sind nicht nur nützlich, wenn der Druck nicht klebt, sondern auch, wenn der Druck fest klebt.
Ideale PETG-Betthaftungseinstellungen:
- Betttemperatur: 70+ºC
- Typ der Betthaftung: PEI-Platten oder beschichtetes Glas
- Krempenbreite: Mindestens 10 mm
- Produkte, die bei der Haftung helfen: Klebestift, Haarspray
Kühlen drucken
Verwenden Sie keine Kühlung mit PETG, um Delaminierung und Verziehen zu vermeiden. Die erste beste Empfehlung für starke Teile ist, die Kühlung der Teile vollständig auszuschalten, mit Ausnahme der Überbrückung. Für gestochen scharfe Details und weniger Fadenbildung können Sie 100 % Lüftergeschwindigkeit verwenden, nachdem die ersten zwei oder drei Schichten aufgetragen wurden
Feinabstimmung
Ideale PETG-Kühleinstellungen:
- Anfangsschicht-Lüftergeschwindigkeit: aus
- Lüftergeschwindigkeit: 0 – 100 %, je nachdem, ob Sie auf Details oder Stärke abzielen
- Typ der Betthaftung: PEI-Platten oder beschichtetes Glas
- Krempenbreite: Mindestens 10 mm
Benötigen Sie ein Gehäuse zum Drucken von PETG?
Das Drucken mit einem Gehäuse ist für PETG nicht unbedingt erforderlich, aber in Kühlräumen kann es nützlich sein.
Zusammenfassung:Ideale Cura-Einstellungen/Profil zum Drucken von PETG
- Ebenenhöhe: 25 % – 40 % der Düsengröße oder Extrusionsbreite (0,15 mm für 0,4 mm Düse)
- Drucktemperatur: 220 – 240 °C
- Betttemperatur: 70+ºC
- Betthaftungstyp: Rock
- Rückzugsdistanz: 3 mm für Direktantrieb oder 6 mm für Bowdenzug
- Rückzugsgeschwindigkeit: 25 mm/s
- Kämmen: ON und auf „Within Infill“ stellen
- Druckgeschwindigkeit: 30 – 50 mm/s
- Reisegeschwindigkeit: 100+ mm/s je nach Drucker
- Lüftergeschwindigkeit Anfangsschichten: aus
- Lüftergeschwindigkeit Rest des Ausdrucks: 0 – 100 %, je nachdem, ob Sie auf Details oder Stärke abzielen
3d Drucken
- Das perfekte Finish für Ihre SLS-Drucke
- Erzielen lebendiger Farben für Ihre SLS-Drucke
- Erstklassiges Finishing für Ihre FDM-Drucke
- Pulverkontamination:eine versteckte Gefahr für Metalldrucke
- 4 Wege zum perfekten Finish für Ihre FDM-Teile
- OSGi für IoT-Lösungen:eine perfekte Ergänzung
- So erstellen Sie hochwertige STL-Dateien für 3D-Drucke
- Ideale Anwendungen für pneumatische Aktuatoren
- Ist PLA hitzebeständig? ABS, ASA, PETG und mehr!
- Ideale Cura ABS-Einstellungen und -Profile (für alle Drucker)