


Häufige Arten von Hartmetall-Spiralfräsern für die Holzbearbeitung

Gängige Arten von Hartmetall-Spiralfräsern für die Holzbearbeitung
Das Hochgeschwindigkeitsschneiden ist die effizienteste Methode für die Holzverarbeitung und wird in der Möbelindustrie häufig eingesetzt. Das Hochgeschwindigkeitsschneiden soll eigentlich die Bearbeitungszeit verkürzen und die Oberflächenqualität verbessern, indem die Schnittgeschwindigkeit erhöht wird. Neben den entsprechenden Maschinen und Anlagen braucht es beim High-Speed-Cutting auch Spezialwerkzeuge. Derzeit gibt es drei Hauptkategorien von Schneidwerkzeugen für Hochgeschwindigkeitsfräsen:Vollhartmetall-Spiralfräser, Clip-Fräser und polykristalliner Diamant (PKD)-Fräser .

Dieser Artikel konzentriert sich hauptsächlich auf die Holzbearbeitung mit Vollhartmetall-Spiralfräsern und stellt die Auswahl an Fräsern kurz vor.

Vergleich von geraden und spiralförmigen Fräsern
Während gerader Router-Bits Schneiden, da die gesamte Schneide gleichzeitig in das Werkstück ein- und austritt und die Kontaktfläche zwischen Schneide und Werkstück in der Regel groß ist. Wiederholtes Schneiden verursacht also einen großen Reibungswiderstand und die Klinge verschleißt leicht, was zu einer schlechten Oberflächenqualität des Werkstücks führt. Deshalb eignen sich Geradfräser zum Schneiden weicherer Materialien.

Die Schnittqualität der Spiralfräser ist besser als bei geraden Fräsern. Das Design der Spiralklinge bewirkt, dass sich die Position der Kraft auf die Schneidkante mit der Drehung des Werkzeugs ändert, wodurch der Widerstand verringert wird, der durch den Kontakt mit dem Werkstück verursacht wird. Daher eignen sich Spiralfräser für härteres Material und höhere Vorschubgeschwindigkeiten im Vergleich zu geraden Fräsern. Zudem haben Spiralfräser eine längere Standzeit als Geradfräser.

Aber für das Schneiden von laminierten Holzplatten sind heutzutage die geraden 3-schneidigen TCT-Bits (gängiges Modell und Spanbrechermodell) haben eine perfekte Leistung und sind weit verbreitet.
Eigenschaften von Spiralfräsern mit Aufwärts- und Abwärtsschnitt
Aufwärts geschnittene Fräser siehe Fräser mit rechter Spiralklinge und Nut. Diese Art von Werkzeugen bewirkt, dass die Holzspäne während des Schneidvorgangs entlang der Spiralnut nach oben entfernt werden, was besonders nützlich ist, wenn die Späne schwer zu entfernen sind. Aufwärts geschnittene Fräserbits ziehen jedoch das Werkstück während einiger Bearbeitungssituationen nach oben. In diesem Fall sollte die Aufspannung des Werkstücks geändert, die Spannkraft erhöht oder der Schneidvorgang schrittweise durchgeführt werden.

Upcut-Bits können direkt vertikal nach unten schneiden oder bohren. Aber direkt vertikales Schneiden wird im Allgemeinen nicht empfohlen. Die diagonale Vorschubmethode wird normalerweise verwendet, da die Schnitttiefe und -kraft allmählich erhöht werden, sodass die Auswirkungen auf das Werkzeug und die Spindel geringer sind als der vertikale Vorschub, wodurch die Beschädigung von Schneidwerkzeugen erheblich verringert werden kann.

Abwärts geschnittene Fräserbits siehe Bits mit linker Spiralklinge und Nut, und die Holzspäne werden von der Unterseite des Werkstücks entfernt. Die Schneidmethode von nach unten geschnittenen Bits kann helfen, das Werkstück während des Schneidens zu fixieren. Gleichlauffräser können eine glatte Oberseite des Werkstücks garantieren, aber die Unterseite ist rau. Manchmal blockiert der Span, daher ist es am besten, das Werkstück zu schneiden, bevor Sie den Downcut-Bit verwenden. Das Werkzeug ist nicht für die senkrecht nach unten gerichtete Vorschubmethode geeignet. Dies kann leicht zu Problemen wie Bruch oder Spanblockierung führen.

Auswahl des Bearbeitungsverfahrens für Spiralfräser
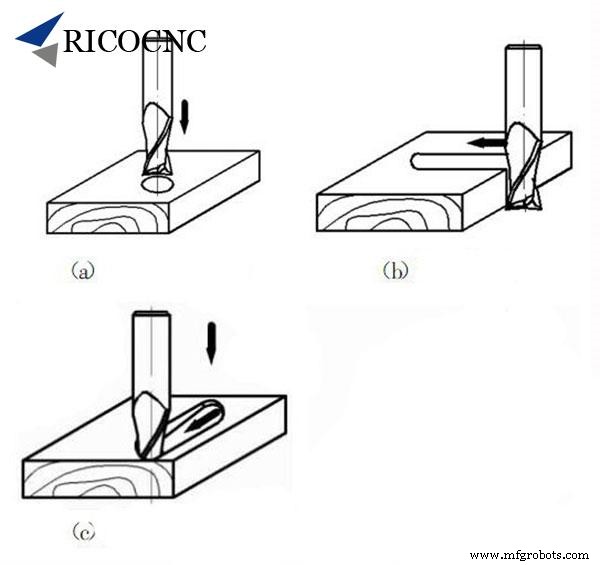
Durch direktes und vertikales Schneiden in das Werkstück kann die Klinge leicht beschädigt werden, was nicht empfohlen wird, siehe Bild 1 (a)
Das Schneiden von der Kante ist ein zweistufiges Schneideverfahren. Der Fräser berührt das Werkstück nicht, wenn er nach unten schneidet, und bewegt sich dann horizontal. Es kann direkt vertikales Schneiden vermeiden. Siehe Bild 1 (b)Fräser schneiden gleichzeitig vertikal und horizontal in das Werkstück, bis die ideale Tiefe erreicht ist. Die Fräskraft wird allmählich erhöht, sodass die Auswirkungen auf das Werkzeug und die Spindel geringer sind als beim direkten vertikalen Schneiden, wodurch die Beschädigung der Klinge erheblich reduziert werden kann, siehe Bild 1 (c)
RicoCNC ist ein One-Stop-Shop für exzellente CNC- und Holzbearbeitungswerkzeuge , bei Bedarf können Sie sich gerne an uns wenden.

Industrietechnik
- 7 gängige Arten von Holzbearbeitungsverbindungen
- Elektrische Signaltypen
- Bester CNC-Fräser für die Holzbearbeitung
- CNC-Routerbit-Glossar 2
- Wie wählt man CNC-Fräser für die Holzbearbeitung aus?
- Die häufigsten Arten von Endbearbeitungsdiensten für präzisionsgefertigte Komponenten – Teil 2
- Die gängigsten Arten von Endbearbeitungsdiensten für präzisionsgefertigte Komponenten – Teil 1
- Schneidwerkzeuge für die Präzisionsbearbeitung
- Arten von Inconel für Feinguss
- Häufige Anwendungen für das Wasserstrahlschneiden