


Warum wir Cold Metal Transfer (CMT) Schweißen verwenden
Wenn es um kundenspezifische Blechteile und Gehäuse geht, kann das Schweißen eine ganze Reihe von Designherausforderungen lösen. Deshalb bieten wir im Rahmen unserer Auftragsfertigung verschiedene Schweißverfahren an, darunter Punktschweißen, Nahtschweißen, Kehlnähte, Lochschweißungen und Heftschweißungen. Ohne die richtigen Schweißverfahren kann das Schweißen von Dünnblechen jedoch problematisch und anfällig für Ausschuss sein. In diesem Blogbeitrag wird erläutert, warum wir CMT-Schweißen (Cold Metal Transfer) verwenden gegenüber herkömmlichem MIG-Schweißen (Metall-Inertgas) oder WIG-Schweißen (Wolfram-Inertgas).
Probleme mit anderen Schweißverfahren
Beim Schweißprozess erwärmt die Wärme des Schweißbrenners das Werkstück und einen Zuleitungsdraht im Brenner, schmilzt sie und verschmilzt sie miteinander. Wenn die Hitze zu hoch ist, kann der Füllstoff schmelzen, bevor er das Werkstück erreicht, und Metalltropfen auf das Teil spritzen lassen. In anderen Fällen kann die Schweißnaht das Werkstück schnell erhitzen und zu Verformungen führen, oder im schlimmsten Fall können Löcher in Ihr Teil eingebrannt werden.
Die am häufigsten verwendeten Schweißarten sind MIG- und WIG-Schweißen. Beide haben eine viel höhere Wärmeabgabe im Vergleich zum Cold Metal Transfer (CMT)-Schweißen .
Unserer Erfahrung nach ist das WIG- und MIG-Schweißen nicht ideal zum Verbinden von dünnen Blechen. Aufgrund der übermäßigen Hitze kommt es vor allem bei Edelstahl und Aluminium zu Verzug und Rückschmelzen. Vor der Einführung des CMT-Schweißens war das Schweißen von Dünnblechen eher eine Kunstform als ein technischer Produktionsprozess.
Wie funktioniert CMT?
Das CMT-Schweißen hat einen außergewöhnlich stabilen Lichtbogen. Der Impulslichtbogen besteht aus einer Grundstromphase mit geringer Leistung und einer Impulsstromphase mit hoher Leistung ohne Kurzschlüsse. Dies führt dazu, dass nahezu keine Spritzer entstehen. (Spritzer sind Tröpfchen aus geschmolzenem Material, die am oder in der Nähe des Lichtbogens erzeugt werden).
In der Pulsstromphase werden die Schweißtropfen gezielt durch einen genau dosierten Strompuls abgelöst. Aufgrund dieses Vorgangs bringt der Lichtbogen während der Lichtbogenbrennphase nur sehr kurzzeitig Wärme ein.
Die Lichtbogenlänge wird mechanisch erfasst und eingestellt. Der Lichtbogen bleibt stabil, egal wie die Oberfläche des Werkstücks beschaffen ist oder wie schnell der Anwender schweißt. Dadurch ist CMT überall und auf jeder Position einsetzbar.
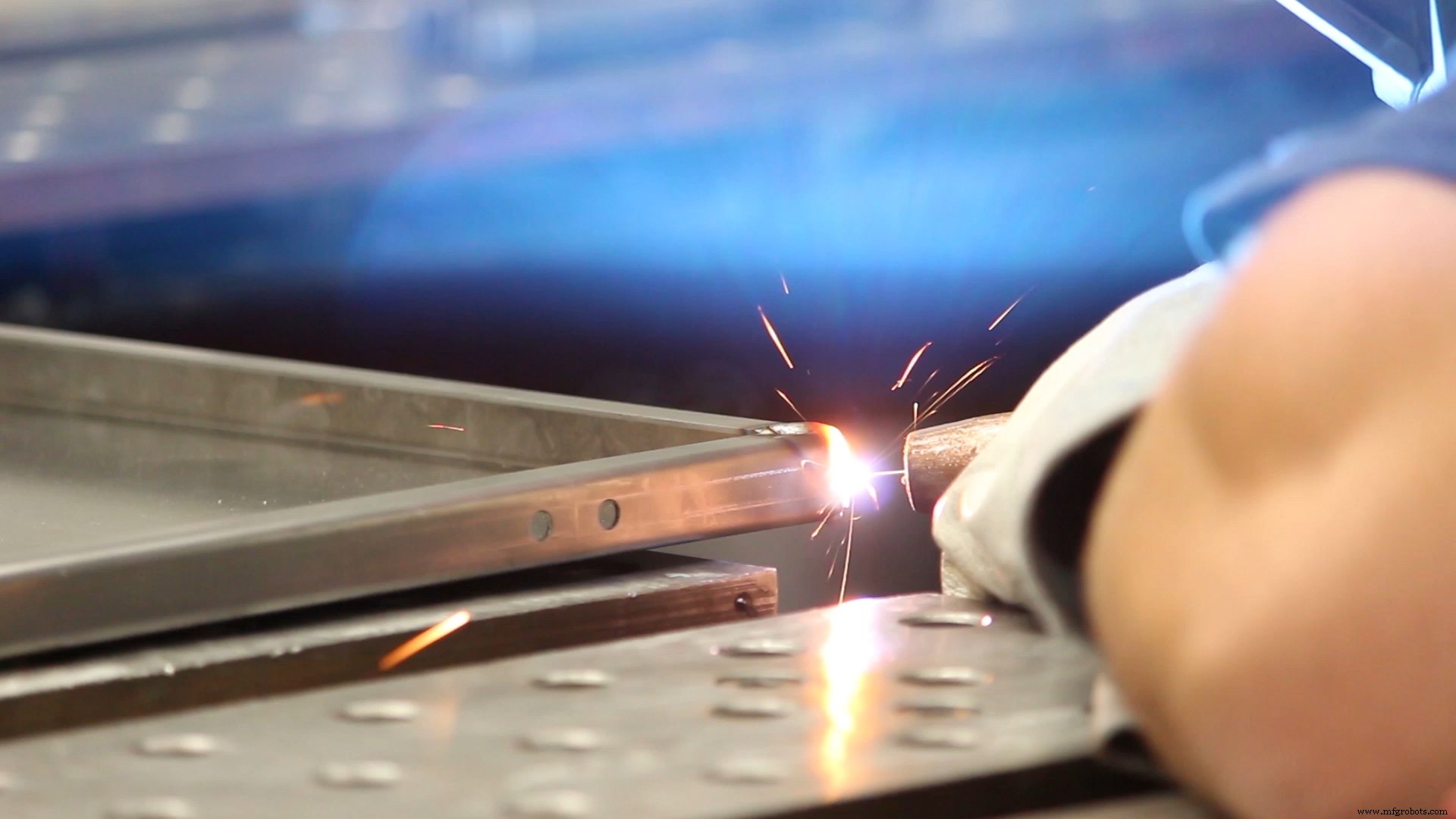
Der CMT-Prozess ähnelt physikalisch dem MIG-Schweißen. Der große Unterschied liegt jedoch im Drahtvorschub. Anstatt sich kontinuierlich in das Schweißbad zu bewegen, wird der Draht bei CMT zurückgezogen, sobald Strom fließt. Der Schweißdraht und ein Schutzgas werden durch einen Schweißbrenner geführt, zwischen Schweißdraht und Schweißfläche entsteht ein Lichtbogen – dadurch verflüssigt sich die Spitze des Schweißdrahtes und legt sich an die Schweißfläche an. CMT verwendet die automatische Aktivierung und Deaktivierung des Heizlichtbogens, um den Schweißdraht systematisch zu erhitzen und zu kühlen, während der Draht viele Male pro Sekunde in Kontakt mit dem Schweißbad gebracht und wieder entfernt wird. Da beim CMT-Schweißen anstelle eines kontinuierlichen Stroms eine Impulswirkung verwendet wird, entsteht beim CMT-Schweißen nur ein Zehntel der Wärme, die beim MIG-Schweißen entsteht . Diese Reduzierung der Wärme ist der größte Vorteil von CMT und wird deshalb als „kalte“ Metallübertragung bezeichnet.

Kurze lustige Tatsache:Der Entwickler des CMT-Schweißens beschreibt es tatsächlich als „heiß, kalt, heiß, kalt, heiß, kalt.“
Haben Sie ein Design im Sinn? Sprechen Sie mit uns

Protocase kann das Schweißen in Ihr Design integrieren, um Herausforderungen zu lösen, die sonst unmöglich wären. Wenn Sie neugierig auf die Schweißoptionen sind, die Protocase anbietet, besuchen Sie unsere Website oder unsere Proto-Tech-Tipp-Videos zum Schweißen.
Wenn Sie Fragen zum Integrieren von Schweißnähten in Ihr Design haben, wenden Sie sich an uns, um loszulegen. Protocase kann Ihre kundenspezifischen Gehäuse und Teile in bis zu 2-3 Tagen ohne Mindestbestellmenge herstellen. Reichen Sie Ihre einmaligen Prototypen oder Designs in geringer Stückzahl in professioneller Qualität ein und beginnen Sie noch heute mit Ihren Projekten.
Industrietechnik
- Warum ist Zirkonium ein Übergangsmetall?
- Was ist Kaltschweißen?
- Warum lagern Unternehmen Metallfertigungsprojekte aus?
- Was sind Schweißelektroden? - Ein vollständiger Leitfaden
- Was ist Shielded Metal Arc Welding (SMAW)?
- Schweißgase:101 Warum wir sie verwenden und ihre Arten
- Laserschweißmaschinen
- Warum Augmented Reality in der Industrie einsetzen?
- Warum einen Metalllaserschneider verwenden?
- Wann Sie CNC-Fräsen verwenden sollten