


Bleib ruhig und mahle weiter
In einem Produktionsschleifbetrieb ist Welligkeit auf der Teileoberfläche ein möglicher Hinweis darauf, dass die Maschine oder der Prozess ein Vibrationsproblem entwickelt hat. Der Effekt kann bei der Inspektion gesehen werden, oder wenn es einen Läpp- oder Polierschritt gibt, kann der Effekt in der erhöhten Zeit gesehen werden, die zum Entfernen der Wellen aufgewendet wird. Laut Saint-Gobain Abrasives, Hersteller von Norton-Schleifscheiben, ist dies der Punkt, an dem Werkstätten fast immer versuchen, das Vibrationsproblem durch eine einfache Änderung des Prozesses zu lösen. Und diese einfache Änderung könnte ein ziemlich guter Ansatz sein.
Tatsächlich könnten diese Wellen an der Oberfläche, die oft als Chatter bezeichnet werden, auf die entsprechende Lösung hinweisen. Bei einem Teil, das beispielsweise auf einer Flachschleifmaschine bearbeitet wird, ist die Vibrationsfrequenz (Zyklen pro Minute) gleich der Arbeitsgeschwindigkeit (Zoll pro Minute) dividiert durch den Abstand zwischen zwei aufeinanderfolgenden Rattermarken (Zoll). Finden Sie die Schwingungsfrequenz anhand dieser Beziehung, und wenn sie mit der Drehzahl der Schleifspindel übereinstimmt, deutet dies darauf hin, dass die Schleifscheibe, die Scheibenflansche oder die Schleifspindel wahrscheinlich die Ursache sind. Wechseln Sie das Rad, ziehen Sie die Flanschschrauben fest oder ändern Sie vielleicht einfach die Geschwindigkeit, und das könnte ausreichen, um das Vibrationsproblem zu beheben oder zu kontrollieren.
Erweitern Erweitern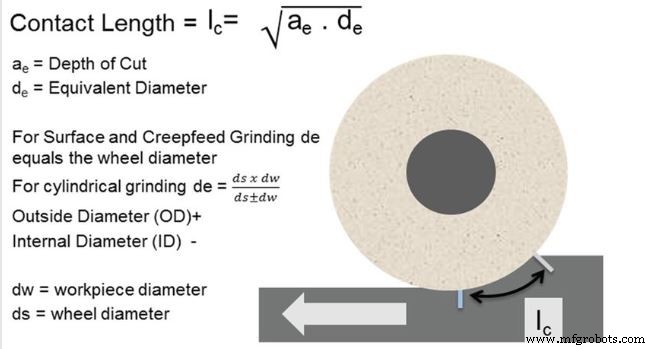 So berechnen Sie die Kontaktlänge für die Kontaktlängenfilterung.
So berechnen Sie die Kontaktlänge für die Kontaktlängenfilterung. Aber in anderen Fällen – einige betreffen andere Teile der Maschine, andere betreffen die Eigenfrequenz des Systems – reicht eine einfache Lösung nicht aus, um das Problem ausreichend zu lösen. In diesen Fällen besteht die beste Antwort darin, die Maschine warten zu lassen und jedes fehlerhafte Maschinenelement zu reparieren, durch das Vibrationen auf das Werkstück einwirken können. Aber der Service braucht Zeit und bedeutet, die Maschine aus der Produktion zu nehmen. Für Betriebe, die kurzfristig weiterarbeiten müssen, haben Forscher ein Verfahren zur Überwindung der Auswirkungen von Vibrationen erprobt, ohne die Produktivität zu beeinträchtigen und ohne die Maschine vorerst anzuhalten.
Das Folgende ist aus einem Artikel über eine Technik namens „Kontaktlängenfilterung“ abgeleitet, die von John Hagan und Mark Martin, den Anwendungsingenieuren des Saint-Gobain-Konzerns, verfasst wurde. Durch die Reduzierung des Arbeitsvorschubs bei gleichzeitiger Erhöhung der Schnitttiefe können die Auswirkungen starker Vibrationen eliminiert werden, ohne dass sich dies auf die Gesamtproduktivität auswirkt.
Großes Rad-zu-Arbeits-Verhältnis
Das Ziel der Kontaktlängenfilterung besteht darin, die Kontaktlänge zwischen Rad und Werkstück im Verhältnis zur Wellenlänge der von Vibrationen betroffenen Oberfläche sehr groß zu machen. Wenn Ersteres im Verhältnis zu Letzterem hoch genug ist, entfernt das Rad effektiv vibrationsbedingte Spitzen vom Werkstück und glättet die Oberfläche, obwohl noch Vibrationen auftreten. Wenn die Schnittiefe um das gleiche Vielfache erhöht wird wie die Vorschubgeschwindigkeit verringert wird, kann die Materialabtragungsrate (und damit die Produktivität) gleich bleiben.
Die Schnitttiefe steuert die Kontaktlänge. Offensichtlich muss die Erhöhung der Kontaktlänge ungünstige Effekte wie Materialverbrennung, Werkstückverbiegung usw. vermeiden. Die Schnitttiefe der Scheibe wird auf ein Niveau erhöht, das im Vergleich zu Standard-Schnittbedingungen schwer ist, aber dennoch diese nachteiligen Auswirkungen vermeidet.
In der Zwischenzeit steuert die Vorschubgeschwindigkeit (oder Arbeitsgeschwindigkeit) die Wellenlänge der Vibrationsspuren im Teil. Eine langsamere Arbeitsgeschwindigkeit verkürzt die Wellenlänge.
Die Kontaktlängenfilterung beginnt, eine glatte Oberfläche zu erzielen, wenn die doppelte Kontaktlänge von Rad zu Werkstück die Wellenlänge des Ratterns oder der Oberflächenwelligkeit übersteigt. Mit anderen Worten, die Bedingung, die für die Ratteramplitudenreduzierung erforderlich ist, ist ...
2 x Kontaktlänge (lc )≥ Chatter-Wellenlänge (λchatter)
...wobei die beiden obigen Zahlen die Kontaktlänge definieren (lc ) und Chatter-Wellenlänge (λchatter) .
Die Technik wird nicht immer funktionieren, sagen die Forscher. Es wird nicht in jedem Prozess möglich sein, die Vibrationswellenlänge niedrig genug oder die Kontaktlänge hoch genug zu bekommen. In diesen Fällen ist die einzige verbleibende Lösung die, die ohnehin durchgeführt werden muss, nämlich sich die Zeit zu nehmen, die zugrunde liegende Ursache der Vibration zu identifizieren und zu beheben. In der Seitenleiste finden Sie einen Fall, in dem die Kontaktlängenfilterung trotz extremer Vibrationen für die Bearbeitung einer glatten Oberfläche wirksam war.
Dieser Artikel wurde von Peter Zelinski, Chefredakteur von Modern Machine Shop, verfasst und erschien ursprünglich in der Dezemberausgabe 2018. Es wurde mit Genehmigung reproduziert.
Industrietechnik
- Radabrichten und Abrichten einer Schleifscheibe | Branchen | Metallurgie
- Was ist eine Schleifmaschine? - Definition und Typen
- Was ist elektrochemisches Schleifen und wie wird es durchgeführt?
- Was ist Honen? - Definition, Prozess und Werkzeuge
- Informieren Sie sich über die Vorteile des Flach- und Rundschleifens im eigenen Haus
- Flachschleifservice:Prozess und Präzision
- Die Grundprinzipien des Flachschleifens
- Was ist Flachschleifen und warum ist es wichtig?
- Rotations-Flächenschleifer und Verarbeitungsqualität
- Wer braucht Flachschleifer?