


Wie Sie die kostspieligen Probleme der Spankontrolle bei Aluminium lösen können
Aluminiumlegierungen sind für Zerspaner im Vergleich zu Metallen wie Superlegierungen ein Kinderspiel, aber sie haben einen großen Nachteil:möglicherweise kostspielige Probleme bei der Spankontrolle beim Drehen mit Geräten mit geringerer Leistung.
Aluminiumlegierungen erreichen auf der Zerspanbarkeitstabelle des American Iron and Steel Institute rund 400 Punkte, ein Niveau, das alle Metalle außer Messing und Magnesium übertrifft. Zum Vergleich:kaltgezogener B1112-Stahl liegt bei 100, Edelstahl 316 bei 45, und einige Superlegierungen auf Nickelbasis haben Flecken im niedrigen Zehnerbereich.
Aluminium schneidet tatsächlich so gut ab, dass viele Herausgeber von Bearbeitbarkeitstabellen sich nicht einmal die Mühe machen, es aufzulisten. Die Materialentfernung mit dem Metall wird oft nur durch die verfügbare Spindelleistung und wie fest das Teil gegriffen wird, begrenzt. Die Standzeit ist selten ein Problem.
Weiterlesen: So optimieren Sie die Aluminiumbearbeitung Echte Aluminiumlegierungen mit hohem Siliziumgehalt sind abrasiv, und einige der weicheren, die zur Herstellung von Extrusionen verwendet werden, sind ziemlich gummiartig, aber Schneidwerkzeuge aus polykristallinem Diamant (PCD), Beschichtungen aus diamantähnlichem Kohlenstoff (DLC) und richtig gemischtem Wasser -lösliche Kühlschmierstoffe machen damit kurzen Prozess.
„Wenn Sie eine 60-PS-Drehmaschine mit einem Schwenkbereich von 36 Zoll und einem Abstand von 200 Zoll zwischen den Spitzen haben, nehmen Sie einfach fast jeden Einsatz, der praktisch ist, und beginnen Sie mit dem Pflügen“, sagt Keith Brake, Drehspezialist für die Region West/Zentral der USA bei Sandvik Coromant Inc. in Mebane, North Carolina.
„Wenn Sie hart genug pushen, können Sie in der Regel einen guten Chip generieren“, fügt er hinzu.
Zumindest mit diesem idealen Setup.
Die Realität ist jedoch, dass heute nur wenige solcher Maschinen in Betrieb sind, „daher müssen Werkstätten Schneidwerkzeuglösungen für ihre Maschinen mit geringerer Leistung finden, die Material sauber und vorhersehbar entfernen und qualitativ hochwertige Werkstücke produzieren“, sagt Brake.
Risiko eines „durcheinandergebrachten Durcheinanders“
Problemumgehungen sind in letzter Zeit besonders wichtig geworden, da immer mehr Geschäfte auf Automatisierung setzen, wo eine konsistente Chipkontrolle unerlässlich ist. Der Schlüssel liegt darin, eine Wendeplattengeometrie zu finden, die zu Ihrer Werkzeugmaschine und Ihrem Setup passt, sagt Brake.
Ohne das müssen sich Dreher mit langen, fadenförmigen Spänen herumschlagen, die sich um alles wickeln. Die Verwendung des falschen Einsatzes, falscher Vorschübe und Geschwindigkeiten oder eine Schnitttiefe, die zu groß oder zu klein für den Spanbrecher des Einsatzes ist (vorausgesetzt, er hat einen), kann dazu führen, dass Bediener nach dem Notstopp suchen, wenn der Inhalt der Spänewanne aufgekehrt wird und um das sich drehende Spannfutter, wodurch ein wirres Durcheinander entsteht, das die Produktion stoppt und möglicherweise ein teures Werkstück verschrottet.
Obwohl die Ergebnisse einer unzureichenden Spankontrolle nicht immer so dramatisch sind, schränken sie die Produktivität ein, indem sie den Arbeitsablauf verlangsamen und sogar unterbrechen. Im schlimmsten Fall können sie sich als gefährlich erweisen.
Glücklicherweise können Sandvik Coromant und andere Lösungen anbieten.
CNC-Drehen von Aluminium
„Beim Drehen von Aluminium ist die erste Wahl normalerweise eine geschliffene, unbeschichtete Wendeschneidplatte mit positiver Geometrie und scharfer Kantenlinie, um die Spankontrolle zu unterstützen und Anhäufungen zu bekämpfen“, sagt Brake. „Wenn jedoch eine Wendeschneidplatte und eine Geometrie alles perfekt machen würden, müssten wir nicht so viele verschiedene Schneidwerkzeuge herstellen, weshalb wir sowohl beschichtete als auch unbeschichtete Sorten für Aluminium zusammen mit unzähligen Formen und Spanbrecherstilen anbieten. Wir haben auch einige Erfolge mit unserer Prime Turning-Linie gesehen, vorausgesetzt, Sie wenden die richtigen Drehparameter an.“
Zahlreiche Sorten und „up-sharp“-Geometrien sind verfügbar, um eine schlechte Spankontrolle zu verbessern, sagt Todd Rucker, Technical Center Engineering Manager für die Indexable Tools Division bei Kyocera Precision Tools Inc. in Hendersonville, North Carolina, einem Unternehmen, das sich auch eines beeindruckenden Aluminiumdrehens rühmen kann Portfolio.
Eines könnte jedoch jeden Maschinisten überraschen, der mit der Spankontrolle beim Schlichten zu kämpfen hat.
„Wir haben kürzlich das, was wir AP nennen, zu unserer Produktlinie für positive Einsätze hinzugefügt“, sagt er. „Sie wurde für extrem geringe Schnitttiefen entwickelt, bei denen es nahezu unmöglich ist, eine gute Spankontrolle zu erreichen. Der AP hat einen geformten Spanbrecher mit Vertiefungen sehr nahe an der Schneidkante – diese brechen den Span nicht wirklich, sondern kräuseln ihn zu einer schönen engen Spirale, die vom Schneidbereich abfällt.“
Erweitern Erweitern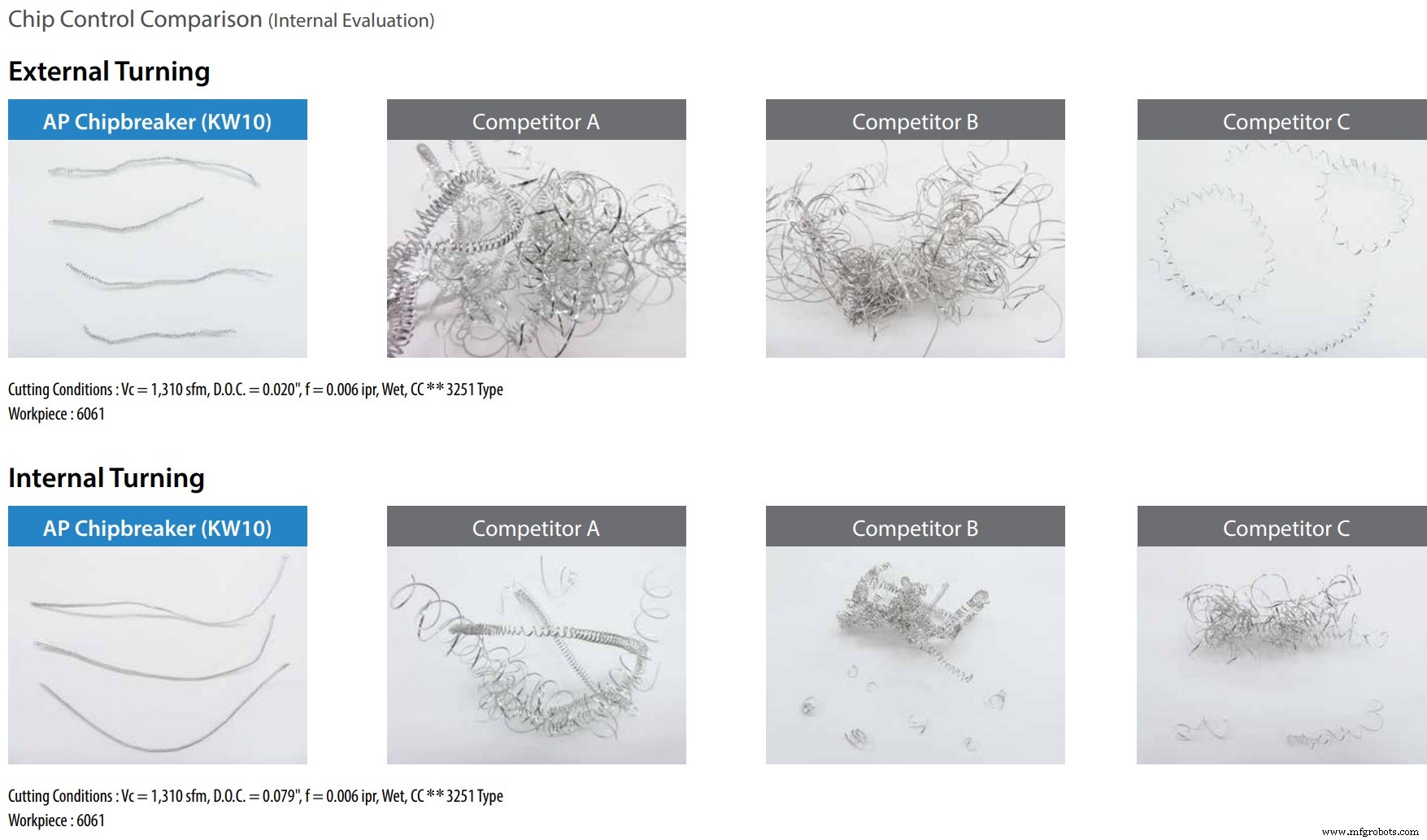 Bild mit freundlicher Genehmigung von Kyocera Precision Tools
Bild mit freundlicher Genehmigung von Kyocera Precision Tools Einwahl der richtigen Parameter
Beide Experten empfehlen, worauf Brake bereits anspielte:die richtigen Parameter zu verwenden.
„Geschwindigkeiten und Vorschübe sind beim Drehen von Aluminium nach wie vor sehr wichtig“, sagt Rucker. „Wenn Sie zu schnell laufen, erwärmt sich das Material und wird biegsamer, wodurch es schwieriger wird, den Chip zu brechen. Wenn Sie zu langsam laufen, kommt es zu einem Kantenaufbau, der eine effiziente Schneidwirkung beeinträchtigt. Aus diesem Grund sollten Werkstätten immer Wendeschneidplatten auswählen, die für die beabsichtigte Schnitttiefe ausgelegt sind, und dann die Empfehlungen des Herstellers für sie befolgen.“
Eine weitere Empfehlung hat nichts mit der Marke oder dem Typ des im Revolver montierten Werkzeugs zu tun:Hochdruckkühlmittel oder HPC.
Diese Hersteller von Schneidwerkzeugen und andere haben Werkzeughalter mit internen Kanälen entwickelt, die Schneidflüssigkeiten genau in die Arbeitszone leiten; Bei einer Anwendung im Bereich von 1000 psi (70 bar) haben fadenförmige Aluminiumspäne keine Chance.
„HPC allein verlängert die Standzeit, reduziert die Aufbauschneide und verbessert die Zuverlässigkeit, ganz gleich, was Sie schneiden“, sagt Brake. „Und wenn es mit einer Wendeplattengeometrie und einem Werkzeughalter verwendet wird, die speziell für HPC entwickelt wurden, bringt es Drehbearbeitungen auf das höchstmögliche Produktivitätsniveau.“
Industrietechnik
- 5 häufige Probleme beim Metall-3D-Druck – und wie Sie sie beheben können
- Wie drei Lagerprobleme mit Automatisierung gelöst werden können
- Menschenprobleme:Wie gehen Sie um?
- So polieren Sie eloxiertes Aluminium
- So löten Sie Aluminium – Eine vollständige Anleitung
- So löten Sie Aluminium – Ein technischer Leitfaden
- Erfahren Sie, wie Sie Schiffsmessing schweißen können
- Wie viel wissen Sie über CNC-Aluminiumgehäuse?
- Wie Sie durch die Anpassung der PDP Geld sparen können
- Wie können Sie die Hydraulik stärker machen?