


Wissen Sie wirklich, was EDM ist?
Vielleicht sind Sie in der Produktion täglich EDM ausgesetzt, aber wissen Sie viel über EDM?
Wissen Sie zunächst, wie die EDM-Technologie entstanden ist? Als Lazarenko und seine Frau, Akademiker der ehemaligen Akademie der Wissenschaften der Sowjetunion, 1943 das Phänomen und die Ursachen von Funkenentladungskorrosionsschäden an Schaltkontakten untersuchten, stellten sie fest, dass die augenblicklich hohe Temperatur des elektrischen Funkens lokale Metalle schmelzen und verdampfen konnte und erodieren sie weg.
Die Leute nutzen auch den Wire EDM Service durch die Methode, um den Verarbeitungsprozess von Produkten in den Bereichen Industrieprodukte und Teilefertigung effizient und schnell abzuschließen.
Also, was ist das Prinzip von EDM? Lassen Sie uns weiterlesen, um das Prinzip der elektrischen Bearbeitung und ihren mikroskopischen Mechanismusprozess zu verstehen.
Welche Verarbeitungsmethode kann als EDM bezeichnet werden?
EDM ist eine Verarbeitungsmethode, die Materialien durch die hohe Temperatur (Momentantemperatur bis zu 10000 °C) schmilzt und erodiert, die im mikroskopischen Prozess der Impulsentladung erzeugt wird.
Mikroskopischer Verlauf einer Impulsentladung
EDM ist der Prozess des kontinuierlichen Entfernens von Metall durch elektrische Entladung. Obwohl die Zeit einer Impulsentladung kurz ist, handelt es sich aufgrund der kombinierten Wirkung von Elektromagnetismus, Thermodynamik und Strömungsmechanik um einen komplexen Prozess. Zusammenfassend lässt sich der Ablauf einer Impulsentladung in folgende Phasen einteilen:
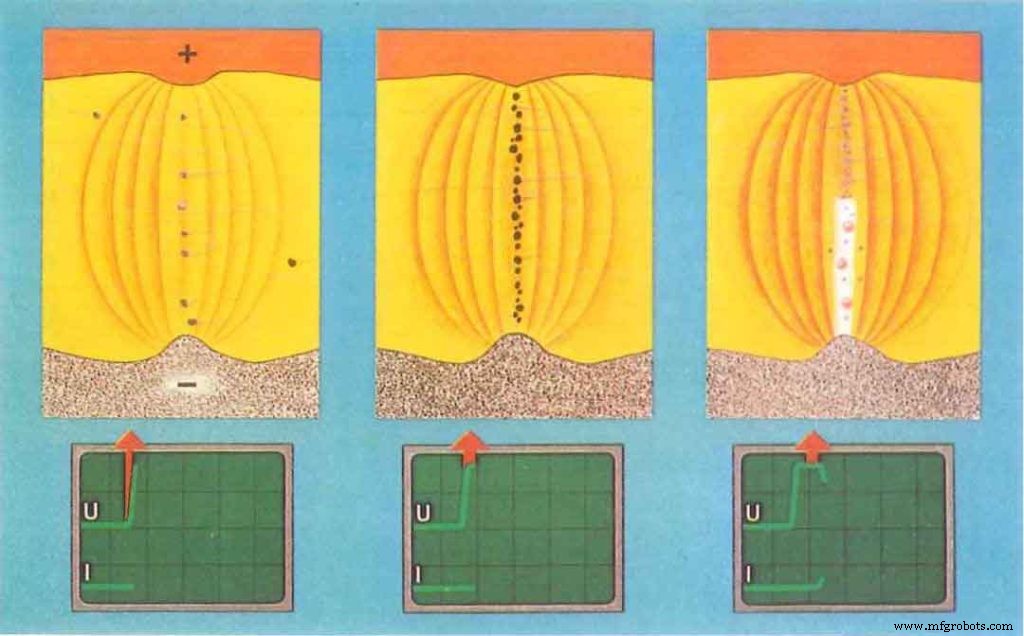
Ionisation, Zusammenbruch und Bildung von Entladungskanälen interpolarer Dielektrika
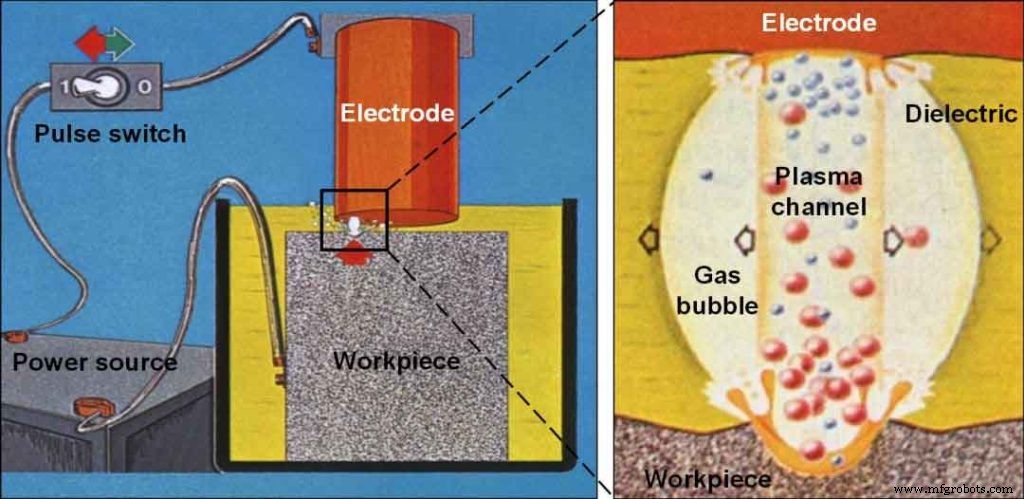
Wenn eine gepulste Spannung zwischen der Werkzeugelektrode und dem Werkstück angelegt wird, wird sofort ein elektrisches Feld zwischen den beiden Elektroden aufgebaut. Die elektrische Feldstärke ist proportional zur Spannung und umgekehrt proportional zum Abstand. Mit der Erhöhung der Spannung zwischen den Elektroden oder der Verringerung des Abstands zwischen den Elektroden nimmt auch die elektrische Feldstärke zwischen den Elektroden zu.
Da die mikroskopische Oberfläche der Werkzeugelektrode und des Werkstücks uneben und der Abstand zwischen den Elektroden sehr klein ist, ist die elektrische Feldstärke zwischen den Elektroden sehr ungleichmäßig und die elektrische Feldstärke an dem hervorstehenden Punkt oder der Spitze, die am nächsten ist die zwei Elektroden ist im Allgemeinen am größten. Wenn die elektrische Feldstärke auf einen bestimmten Betrag ansteigt, wird das Dielektrikum durchbrochen, der Entladungsspaltwiderstand nimmt schnell vom isolierenden Zustand auf einen Bruchteil eines Ohms ab und der Spaltstrom steigt schnell auf einen Maximalwert.
Aufgrund des kleinen Durchmessers des Kanals ist die Stromdichte im Kanal hoch. Die Spaltspannung fällt schnell von der Durchbruchspannung auf die Funkenhaltespannung (im Allgemeinen etwa 20~30 V) und der Strom steigt von 0 auf einen bestimmten Spitzenstrom.
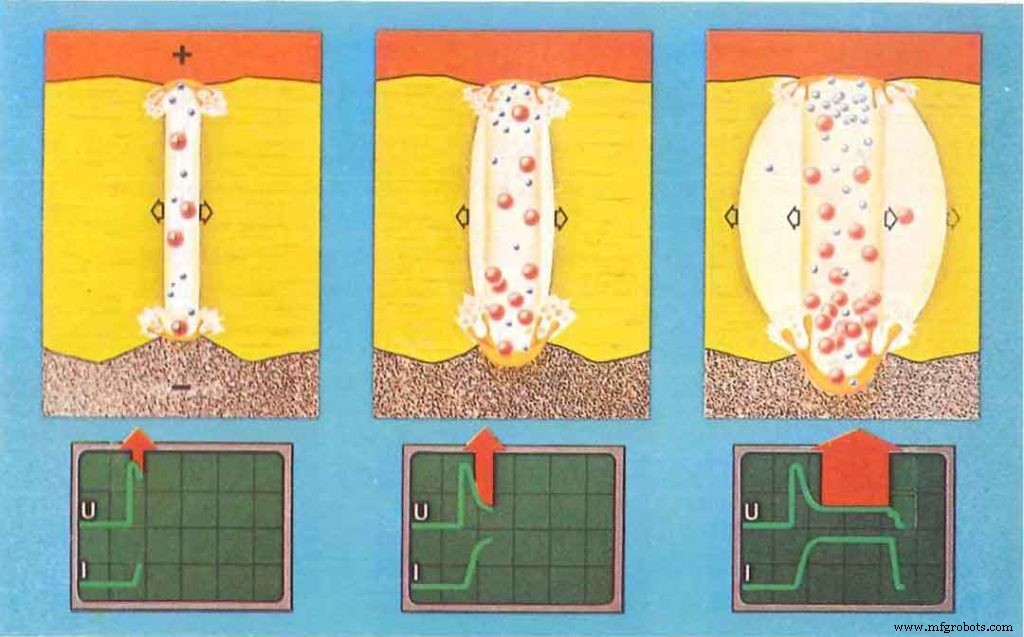
Thermische Zersetzung des Mediums, Schmelzen des Elektrodenmaterials, Thermische Ausdehnung der Verdampfung
Sobald das Medium zwischen den Elektroden ionisiert und zerlegt ist, um einen Entladungskanal zu bilden, lässt die gepulste Stromversorgung die Elektronen zwischen den Kanälen in der EDM mit hoher Geschwindigkeit zur positiven Elektrode laufen und die positiven Ionen zur negativen Elektrode.
Elektrische Energie wird zu kinetischer Energie und kinetische Energie wird durch Kollision in thermische Energie umgewandelt. Daher werden die Oberflächen der positiven und negativen Elektroden im Kanal jeweils zu sofortigen Wärmequellen, die sehr hohe Temperaturen erreichen. Die hohe Temperatur des Kanals verdampft das Arbeitsfluidmedium, und dann wird es durch das thermische Cracken zersetzt und verdampft.
Diese verdampften Arbeitsflüssigkeiten und Metalldämpfe nehmen plötzlich an Volumen zu und werden zu Blasen im Entladungsspalt. Diese Blasen dehnen sich schnell und thermisch aus und haben die Eigenschaften von Explosionen.
Beim Beobachten des EDM-Prozesses ist zu sehen, dass Blasen aus dem Entladungsspalt austreten, die Arbeitsflüssigkeit allmählich schwarz wird und ein leichtes und scharfes Explosionsgeräusch zu hören ist.
Dies liegt daran, dass EDM hauptsächlich auf Wärmeausdehnung und lokaler Mikroexplosion beruht, um das Elektrodenmaterial zu schmelzen und zu verdampfen und die Oberfläche des Materials zu korrodieren, um den Zweck des Schneidens zu erreichen.
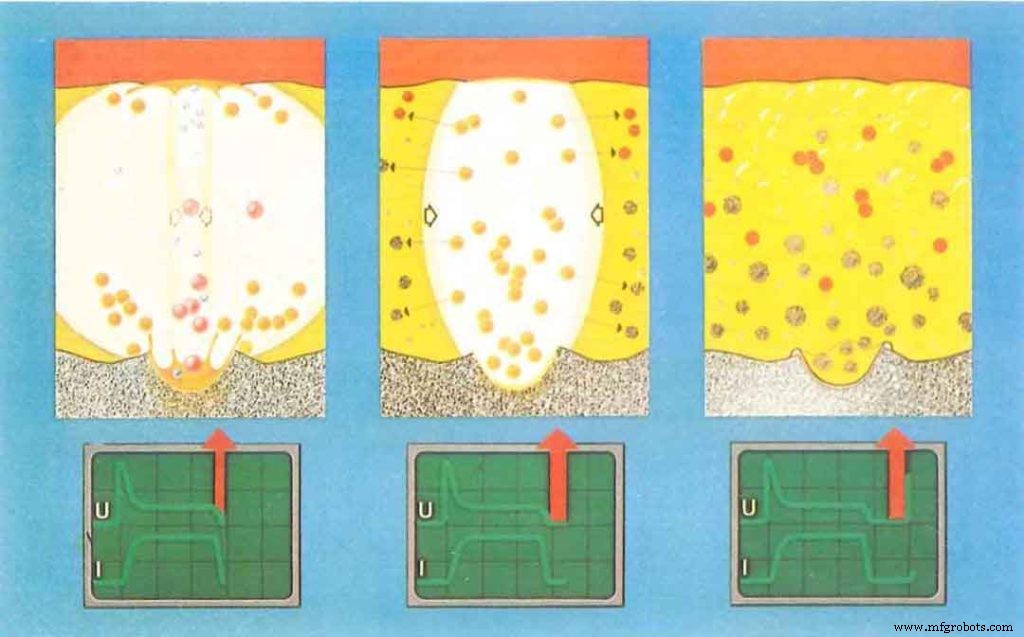
Handhabung von Elektrodenmaterialien
Während des EDM-Arbeitsprozesses lässt die augenblickliche hohe Temperatur des Entladungspunkts auf der Oberfläche des EDM-Kanals und der positiven und negativen Elektroden die Arbeitsflüssigkeit verdampfen und das Metallmaterial schmilzt und verdampft. Eine solche Wärmeausdehnung erzeugt hohe Übergangsdrücke.
Der Druck in der Mitte des Kanals ist am höchsten, so dass sich das verdampfte Gas kontinuierlich nach außen ausdehnt und die geschmolzene Metallflüssigkeit und der Dampf bei hohem Druck herausgedrückt und in die Arbeitsflüssigkeit geschleudert werden.
Aufgrund der Wirkung von Oberflächenspannung und Kohäsion hat das geschleuderte Material die kleinste Oberfläche und kondensiert beim Kondensieren zu feinen kugelförmigen Partikeln.
Wenn das geschmolzene und verdampfte Metall von der Oberfläche der Elektrode weggeschleudert wird, spritzt es überall hin. Abgesehen davon, dass das meiste davon in die Arbeitsflüssigkeit geschleudert wird und zu kleinen Partikeln schrumpft, wird ein kleiner Teil davon verspritzt, plattiert und auf der gegenüberliegenden Elektrodenoberfläche adsorbiert.
Dieses Phänomen des gegenseitigen Spritzens, Plattierens und Adsorbierens kann verwendet werden, um den Verlust von Werkzeugelektroden während der Verarbeitung unter bestimmten Bedingungen zu reduzieren oder zu kompensieren.
Der Prozess des Ätzens und Schleifens von Metallmaterialien ist viel komplizierter als dieser.
Ionisation des interpolaren Mediums
Mit dem Ende der Pulsspannung fällt auch der Pulsstrom schnell auf Null ab, danach sollte aber noch kurze Zeit vergehen, bis das interstitielle Medium deionisiert ist, dh die geladenen Teilchen im Entladungskanal zu neutralen Teilchen rekombinieren.
Durch die schnelle Wiederherstellung der Spannungsfestigkeit des Mediums im Entladungskanal, die Reduzierung der Elektrodenoberflächentemperatur und andere Maßnahmen wird die durch die wiederholte Entladung beim nächsten Mal an der gleichen Stelle verursachte Bogenentladung vermieden.
Es ist ersichtlich, dass zwischen zwei Impulsentladungen im Allgemeinen eine ausreichende Impulspausenzeit vorhanden sein sollte, um sicherzustellen, dass der EDM-Prozess normal ausgeführt wird.
Außerdem sollten die Durchbruchs- und Entladungspunkte Raum für Dispersion und Übertragung haben, sonst entlädt sich nur in der Nähe eines Punktes und es kann sich leicht ein Lichtbogen bilden.
Industrietechnik
- Was ist elektroerosives Schneiden (EDM)?
- Was Sie über die CMMC-Zertifizierung wissen müssen
- Wissen Sie, was Ihr Unternehmen wert ist?
- Was Sie über die Prüfung von Transformatoröl wissen sollten
- Was ist Funkenerosion (EDM)?
- Was Sie über die Leiterplattenbestückung wissen müssen
- Was ist TAA-Compliance? 5 Dinge, die Sie wissen sollten
- AC- und DC-Motoren:Was Sie wissen müssen
- Was Sie über das Erodieren von Löchern wissen müssen
- Was ist Rändeln? Hier ist, was Sie wissen sollten