


Grundlagen des Drahterodierens:Vor- und Nachteile und Schritte der CNC-Drahterosionsbearbeitung
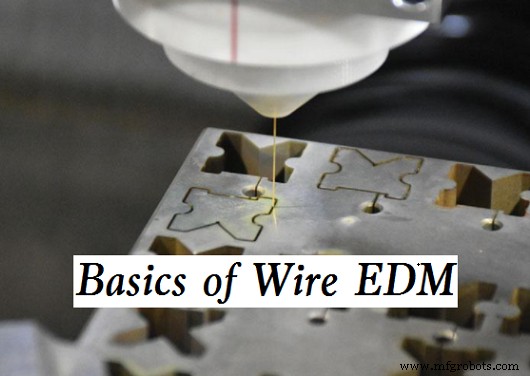
Drahterodieren oder WEDM bezieht sich im Allgemeinen auf Drahterodieren. Sein grundlegendes Arbeitsprinzip besteht darin, den sich kontinuierlich bewegenden feinen Metalldraht (Elektrodendraht genannt) als Elektrode zu verwenden, um das Metall zu ätzen und das Werkstück durch Impulsfunkenentladung zu schneiden. Was sind die Vor- und Nachteile von Drahterodieren ? Welche Schritte umfasst der Prozess der CNC-Drahterosionsbearbeitung?
Vorteile des Drahterodierens
– Breites Anwendungsspektrum:Egal wie dick und hart das Material ist, es kann verarbeitet werden. Solange es sich um ein leitfähiges Material handelt, kann es unabhängig von der Dicke, Größe und Härte des Materials von einer dünnen Platte zu Hartmetall verarbeitet werden.
– Es kann komplexe Formen verarbeiten:Neben linearem Schneiden kann es auch in Kreisbögen schneiden und komplexe Formen verarbeiten, wie z. B. die Kombination von Geraden und Bögen. Die Kegelbearbeitung kann auch ausgeführt werden, indem die oberen und unteren Metalldrähte jeweils bewegt werden.
– Hohe Genauigkeit:Die Genauigkeit des Drahtschneidens ist vergleichbar mit der einer Schleifmaschine (0,005-mm-Einheit).
– Gratfrei:Da keine Gratentfernung erforderlich ist, entfallen Peripheriegeräte wie Späneförderband und der Prozess kann verkürzt werden.
– Keine Notwendigkeit für Spezialwerkzeuge:Da relativ billige Messingdrähte verwendet werden können, um Verbrauchswerkzeuge wie Schneidwerkzeuge zum Drehen und Schneiden zu ersetzen, müssen die Werkzeuge nicht ausgetauscht werden und die Kosten für Verbrauchsmaterialien können reduziert werden. P>
– Reduzieren Sie Materialschäden:Da das Drahtschneiden ein berührungsloser Prozess ist, wird das Material nicht zu stark belastet und auch die thermische Verformung ist sehr gering.
Nachteile des Drahterodierens
– Kann nicht mit der Unterseite verarbeitet werden:Da Drahtschneiden eine Drahtsäge ist, kann es nicht mit der Unterseite verarbeitet werden. Wenn Sie unten erodieren möchten, ist die Senkerodiermaschine die beste Wahl.
– Langsame Verarbeitungsgeschwindigkeit:Es schneidet, während das Werkstück allmählich schmilzt, ist also langsamer als das Schneiden und eignet sich nicht für die Massenproduktion. Seine Geschwindigkeit beträgt einige Millimeter pro Minute und seine Bewegung ist mit bloßem Auge kaum zu erkennen.
– Nicht leitende Materialien können nicht bearbeitet werden:Obwohl leitende Materialien unabhängig von ihrer Härte bearbeitet werden können, können nicht leitende Materialien nicht bearbeitet werden.
– Kann nicht horizontal verarbeitet werden:Da die vertikal gestreckte Linie wie eine Säge verarbeitet wird, kann sie nicht horizontal verarbeitet werden.
Schritte und Prozess der Drahterodierbearbeitung
Die Drahtschneidentladung wird verwendet, um Metallmaterialien für die hochpräzise Bearbeitung genau zu schneiden. Drahtschneiden wird normalerweise verwendet, um Blockmaterialien wie Formen und Zahnräder, Präzisionsvorrichtungen und die Nachbehandlung von gehärteten Teilen zu bearbeiten, die eine hohe Bearbeitungsgenauigkeit erfordern, anstatt Blechmaterialien zu schneiden.
Die allgemeinen Verarbeitungsschritte von WEDM werden im Folgenden kurz beschrieben.
1. Legen Sie zunächst das zu bearbeitende Werkstück auf die Werkbank. Natürlich können Sie es vom Ende des Werkstücks schneiden, aber normalerweise wird zu Beginn des Drahtschneidens das Startloch (Linie) normalerweise mit dem Werkstück verbunden, um eine Verformung aufgrund der Eigenspannung des Werkstücks zu vermeiden. Wenn sich die Werkbank (oder der Metalldraht) gemäß den vorab eingegebenen NC-Daten in XY-Richtung (auf der Ebene) bewegt, beginnt die Verarbeitung. Da es durch die NC-Steuerung kontinuierlich arbeitet, kann es unbeaufsichtigt bearbeitet werden, auch wenn kein Bediener anwesend ist. Nach dem Schneiden wird es gemäß den NC-Bearbeitungsdaten automatisch in die vorgegebene Bearbeitungsform geschnitten. Beim Schneiden von Werkstücken berühren sie sich nicht, während sie einen konstanten Abstand von mehreren zehn Mikrometern (zig Mikrometern) einhalten.
2. Wenn der Abstand zwischen dem Werkstück und der Drahtelektrode im isolierenden Zustand in der Arbeitsflüssigkeit Dutzende Mikrometer beträgt, wird die Isolierung zwischen ihnen zerstört und es kommt zu einer Funkenentladung, was zu einem sofortigen Fluss von Impulsstrom führt. Im Entladungszustand mit hoher Dichte, der Lichtbogenturm genannt wird, werden lokal mehrere tausend Grad an hoher Temperatur erzeugt und das Metall (Werkstück) schmilzt.
3. Außerdem steigt die Temperatur des Arbeitsmediums um die Lichtbogensäule herum sofort an und verdampft, was zu einer schnellen Volumenausdehnung führt, wodurch eine Explosion zwischen dem Werkstück und der Elektrodenoberfläche verursacht wird. Dadurch werden Metalltrümmer herausgeblasen.
4. Wenn dann der Impulsstrom unterbrochen wird und in das umgebende saubere Wasser fließt, kühlt sich das geschmolzene Metall ab und verwandelt sich in feine Trümmer, die weggespült werden, und die Isolierung zwischen den Elektroden wird wiederhergestellt und wartet auf die Zufuhr des nächste Impulsspannung.
Auf diese Weise wird das Metall (Werkstück) geschmolzen und unter jedem Spannungsimpuls entfernt und Hunderttausende Male pro Sekunde wiederholt, um das Werkstück durch Drahterodieren zu schneiden.
Industrietechnik
- Was ist Funkenerosion (EDM)?
- Was ist Autogenschneiden? - Verfahren, Vor- und Nachteile
- Elektroerosionsmaschinen (EDM) Typen, Vor- und Nachteile
- Prototypenbearbeitung:Vor- und Nachteile von CNC für Prototypen
- Jenseits der CNC:Was ist Funkenerosion?
- Was ist die beste Drahtwahl für die Funkenerosionsbearbeitung (EDM)
- Drahterodieren:Was sind die Vor- und Nachteile?
- Drahtschneiden vs. Senkerodieren:Die Grundlagen der Funkenerosion (EDM)
- Elektroerosionsbearbeitung oder Funkenerosionsprozess erklärt
- Unterschiede und Anwendungen von Senkerodieren und Drahterodieren