


Abgeschreckte und gehärtete Verstärkungsstäbe
Abgeschreckte und getemperte Bewehrungsstäbe
Die Bewehrungsstahlstäbe (Rebar) werden heutzutage durch die Anwendung der Technologie des Abschreckens und Anlassens der Stäbe während ihrer Produktion im Walzwerk hergestellt. Die mit dieser Technologie hergestellten Bewehrungsstäbe sind im Volksmund als TMT-Bewehrungsstäbe (thermomechanisch behandelt) bekannt.
TMT-Bewehrungsstäbe werden im Wesentlichen aus einfachen Stählen mit niedrigem Kohlenstoffgehalt hergestellt und sind für Streckgrenze, Duktilität, Kohlenstoff oder Kohlenstoffäquivalent und Verhältnis von Streckgrenze zu Zug spezifiziert. Der maximal und minimal festgelegte Kohlenstoffgehalt soll die Schweißbarkeit und Härtbarkeit sicherstellen. Bei einem zu niedrigen Kohlenstoffgehalt ist die Härtbarkeit des Stahls wahrscheinlich nicht ausreichend, und daher ist ein strengeres Abschrecken erforderlich, das sich auf die Konstruktion des Walzwerks auswirkt, wie z. B. die Geschwindigkeit des Walzwerks sowie die Länge und Effizienz der Kühlkammer. Kohlenstoffstahl mit einem Kohlenstoffgehalt im Bereich von 0,13 % – 0,24 % und einem Kohlenstoffäquivalent (CE) von weniger als 0,48 % hat sich als das beste Gleichgewicht erwiesen, um die obigen Überlegungen zu erfüllen.
TMT-Bewehrungsstäbe sind ein geeignetes Material zur Verstärkung von Betonkonstruktionen, da die Wärmeausdehnung des Materials ähnlich der von Betonkonstruktionen ist. Darüber hinaus ist das Material verträglich, wenn es mit Beton verbunden wird. Der Bewehrungsstab ist auch in der Lage, die auf die Struktur einwirkende maximale Zugspannung zu tragen. TMT-Bewehrungsstäbe sind nicht nur ein Schlüsselprodukt für die Bauindustrie, sondern auch hochwertige Materialien, die die Bedenken der Verbraucher hinsichtlich der standardmäßigen mechanischen Eigenschaften für diese Anwendung erfüllen können. TMT-Bewehrungsstäbe sind auch bei allgemeinen Fertigungsarbeiten nützlich, wo Biegen, Bearbeiten und Schweißen erforderlich sind.
Der Produktionsprozess für die TMT-Bewehrungsstäbe ist eine wirtschaftliche Methode zur Herstellung von hochfesten Bewehrungsstäben. Im Vergleich zu kaltverdrillten (CTD) Bewehrungsstäben hat der Produktionsprozess für TMT-Bewehrungsstäbe offensichtliche Vorteile, indem die Kosten für die mechanische Verdrillungsbehandlung eingespart werden, die insbesondere für Bewehrungsstäbe mit kleinem Durchmesser teuer ist. Ein weiterer Vorteil ergibt sich aus reduzierten Legierungselementanforderungen, minderwertiger Hitze, minderwertigen Produkten, Lagerhaltungskosten und einigen anderen kleineren Stahlherstellungsfaktoren. Der einzige Faktor, der die Kosten erhöht, ist der Walzvorgang im Zusammenhang mit der Abschreckanlage und dem Betrieb.
Es gibt zwei Hauptverfahren für die Herstellung von TMT-Bewehrungsstäben, die beliebt sind. Dies sind (i) das Tempcore-Verfahren und (ii) das Thermex-Verfahren. Das Tempcore-Verfahren zur Herstellung von Bewehrungsstäben wurde in den 1970er Jahren vom Centre de Rechaerche Metallurgiques (CRM) Belgien entwickelt, um schweißbare Betonbewehrungsstäbe mit hoher Streckgrenze aus Weichstahlknüppeln herzustellen. Das Thermex-Verfahren wurde ebenfalls in den 1970er Jahren vom deutschen Ingenieurbüro Hennigsdorfer Stahl Engineering (HSE) entwickelt und als Marke geführt.
Prinzip
Der Produktionsprozess von TMT-Bewehrungsstäben basiert auf der thermomechanischen Verarbeitung. Der thermomechanische Prozess ist ein metallurgischer Prozess, der den plastischen Verformungsprozess mit den thermischen Prozessen wie Wärmebehandlung, Wasserabschreckung, Erwärmung und Abkühlung mit unterschiedlichen Geschwindigkeiten in einem einzigen Prozess kombiniert. Das Verfahren verleiht den Bewehrungsstäben durch die Technik der thermomechanischen Behandlung eine hohe Festigkeit im Gegensatz zur mechanischen Bearbeitung durch Kaltverdrillen, die für die Herstellung von Torsteel-Bewehrungsstäben verwendet wird. Die Festigkeit des Bewehrungsstabs beruht auf der getemperten Martensitschicht, während die Duktilität des Bewehrungsstabs auf der Ferrit-Perlit-Schicht beruht.
Die thermomechanische Behandlung wandelt die Bewehrungsstahloberfläche in eine gehärtete Struktur (Martensit) um und anschließend entwickelt sich die Phase durch Abkühlen auf Umgebungstemperatur, damit der heiße Kern die Oberfläche durch Wärmeaustausch tempern kann. Dies führt zu einer einzigartigen Verbundmikrostruktur, die aus getempertem Martensit in der Randzone/Hülle, einer Übergangszone aus Perlit und Bainit unmittelbar nach der Martensitperipherie und einem feinkörnigen Ferrit-Perlit in der Mittelzone/dem Kern besteht (Abb. 1). Aufgrund des abgeschreckten und selbstanlassenden Produktionsprozesses werden die hergestellten Bewehrungsstäbe auch als „abgeschreckte und selbstangelassene (QST) Bewehrungsstäbe“ bezeichnet.

Abb. 1 Mikrostruktur von TMT-Bewehrungsstäben
Sowohl das Tempcore- als auch das Thermex-Verfahren sind ähnlicher Natur und basieren auf dem obigen thermomechanischen Behandlungsprinzip. Das Tempcore-Verfahren hat eine Abschreckbox, in der Wasser von einem Ende zum anderen Ende fließt, während beim Thermex-Verfahren das Wasser auf den warmgewalzten Stab in der Abschreckbox gesprüht wird.
Die Schemata des Prozesses in einem Diagramm der kontinuierlichen Kühltransformation (CCT) sind in Abb. 2 dargestellt.
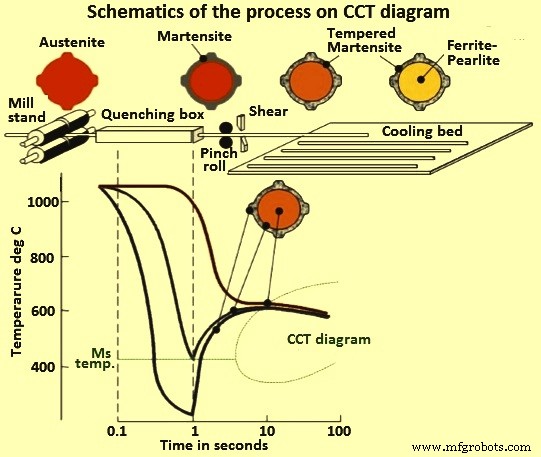
Abb. 2 Schematische Darstellung des Prozesses in einem Diagramm mit kontinuierlicher Kühltransformation (CCT)
Prozess
Die thermomechanische Behandlung der Bewehrungsstäbe erfolgt, nachdem die erhitzten Stahlknüppel im Walzwerk auf die endgültige Größe und Form des Bewehrungsstabs gewalzt wurden. Die Betriebsparameter, die diesen Prozess beeinflussen, sind die Temperatur am Ende des Walzens, die Abkühlgeschwindigkeit, die Zeit während der schnellen Abkühlung und die chemische Zusammensetzung des Stahls. Der Prozessablauf ist in Abb. 2 dargestellt und wird wie unten beschrieben in drei aufeinanderfolgenden Stufen durchgeführt.
Die erste Stufe beginnt, sobald der Betonstahl das letzte Walzgerüst verlässt. Es bildet eine schnelle Wasserkühlung des warmgewalzten Produkts. Der Bewehrungsstab wird durch eine Kühlanlage schnell und energisch mit Wasser gekühlt (abgeschreckt), wo er der Oberflächenhärtung unterzogen wird. Die Effektivität der Kühlanlage muss hoch genug sein, um eine Kühlrate der Oberfläche des Bewehrungsstabs zu erreichen, die höher ist als die kritische Geschwindigkeit der Martensitbildung. Am Ende dieses Vorgangs hat der Bewehrungsstab eine Mikrostruktur, die aus einer austenitischen Struktur besteht, die von einer Schicht der Martensit-Austenit-Mischung umgeben ist. Ziel dieses Verfahrensschrittes ist es, die martensitische Schicht in der erforderlichen Dicke zu erhalten.
Die zweite Stufe beginnt, sobald der Bewehrungsstab die wassergekühlte Zone (Abschreckbox) verlässt und sich der luftgekühlten Zone nähert. An diesem Punkt ist die Temperatur des Kerns höher als die Temperatur der Oberfläche. Aufgrund dieses Temperaturgradienten beginnt Wärme vom Kern zur Oberfläche zu fließen, wodurch die in der ersten Stufe gebildete Martensitschicht temperiert wird. Aus diesem Grund wird die oberflächliche martensitische Schicht getempert, indem die im Kern des Bewehrungsstabs verbleibende Restwärme genutzt wird (Selbsttemperierung der martensitischen Schicht). Der Tempcore-Prozess hat seinen Namen von diesem Schritt abgeleitet (Der Name Tempcore veranschaulicht die Tatsache, dass die martensitische Schicht durch die im „KERN“ am Ende der Abschreckphase verbleibende Wärme „temperiert“ wird). Der Kern verbleibt zu diesem Zeitpunkt noch in der austenitischen Phase. Der Anlassprozess stellt die richtige Duktilität des Materials sicher und bewahrt gleichzeitig seine hohe Streckgrenze.
Die dritte Stufe erfolgt während einer freien Abkühlung der Bewehrungsstäbe auf dem Kühlbett und besteht aus der Austenitumwandlung in duktiles Ferrit- und Perlitgefüge im Stabkern. Somit ist ein TMT-Stahlbewehrungsstahl im Wesentlichen ein Verbundmaterial, das aus einer konzentrisch angeordneten harten Außenschicht und einem weichen Kern mit einer dazwischen liegenden und zwischengehärteten Schicht besteht.
Die endgültige Struktur besteht aus einer stark getemperten Martensitstruktur in der äußeren Schicht an der Oberfläche und einer duktilen Ferrit-Perlit-Struktur im Kern. Dies verleiht den Bewehrungsstäben eine einzigartige Festigkeitseigenschaft in Kombination mit Duktilität. Die Morphologie von Bauteilen hängt von der chemischen Zusammensetzung des Stahls, dem Stangendurchmesser, der Zeit und der Effektivität der Abkühlung ab.
Ein typisches Abschreckwasser-Fließdiagramm für die Herstellung von TMT-Bewehrungsstäben ist in Abb. 3 dargestellt.
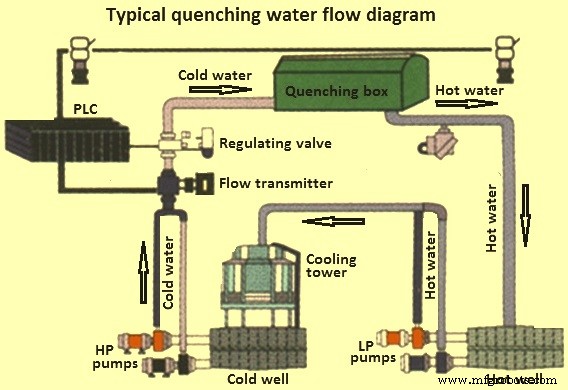
Abb 3 Typisches Löschwasser-Flussdiagramm
Eigenschaften der TMT-Bewehrung
Durch das obige Verfahren hergestellte TMT-Bewehrungsstäbe haben hervorragende Eigenschaften, die den Eigenschaften überlegen sind, die die CTD-Bewehrungsstäbe zeigen. Die Eigenschaften der TMT-Bewehrungsstäbe sind unten angegeben.
- Die Bewehrungsstäbe haben aufgrund der getemperten Martensitschicht am Stabumfang eine hohe Festigkeit. Die Festigkeit des Bewehrungsstabs kann durch Steuerung der Dicke dieser Schicht variiert werden.
- Die Bewehrungsstäbe haben aufgrund der Ferrit-Perlit-Struktur im Kern eine hohe Duktilität. Aufgrund dieser Eigenschaft können die Bewehrungsstäbe auf der Baustelle leicht gebogen werden. Die Bewehrungsstäbe können ohne Rissbildung oder Verlust der Zugeigenschaften gebogen und nachgebogen, galvanisiert und gerichtet werden. Die starke Biegefähigkeit der Bewehrungsstäbe ist in Bild 4 dargestellt.
- Die Bewehrungsstäbe haben eine gute Verbundfestigkeit und sind daher ideal für die Verwendung in Betonkonstruktionen.
- Die Bewehrungsstäbe haben eine hohe Duktilität und Zähigkeit bei niedrigen Temperaturen, selbst wenn sie mechanisch oder durch Schweißlichtbögen beschädigt werden.
- Die Bewehrungsstäbe zeigen nach dem Biegen und Verzinken keine signifikante Versprödung durch Dehnungsalterung.
- Die Bewehrungsstäbe sind vollständig schweißbar. Die Bewehrungsstäbe werden aus Stählen mit niedrigem „Kohlenstoffäquivalent“ (CE) hergestellt.
- Die Bewehrungsstäbe sind mit allen mechanischen Bewehrungsstößen kompatibel, die normalerweise zum Verbinden von Bewehrungsstäben sowohl für Druck- als auch für Zugbelastungen verfügbar sind.
- Die Bewehrungsstäbe widerstehen einem Festigkeitsverlust bei erhöhten Temperaturen. Diese Eigenschaft ist im Brandfall sehr wichtig. Praktische Ergebnisse haben gezeigt, dass TMT-Bewehrungsstäbe mehr als 70 % ihrer Streckgrenze bei Bewehrungsstäben mit einer Streckgrenze von 415 Newton pro Quadratmillimeter (N/mm²) und 40 % bei Bewehrungsstäben mit einer Streckgrenze von 500 N/sq behalten mm.
- Die Bewehrungsstäbe erfüllen die Ermüdungsfestigkeitsanforderungen nach europäischen Normen.
- Bei den meisten Stählen liegt die Scherfestigkeit im Bereich von 60 % bis 80 % der Zugfestigkeit. Die Bewehrungsstäbe haben eine Scherfestigkeit, die im oberen Bereich liegt.
- Die Bewehrungsstäbe hinterlassen im Gegensatz zu CTD-Bewehrungsstäben keine Torsionsspannungen. Dies führt zu besseren Korrosionsbeständigkeitseigenschaften der Bewehrungsstäbe. Da die Bewehrungsstäbe keiner mechanischen Bearbeitung unterzogen werden, bleibt der blaue Sekundärzunder auf der Oberfläche der Bewehrungsstäbe erhalten. Dies führt zu einem Schutz der Bewehrungsstäbe vor atmosphärischer Korrosion
- Diese Bewehrungsstäbe haben überlegene seismische Widerstandseigenschaften. Mit diesen Bewehrungsstäben durchgeführte Tests haben gezeigt, dass ihre Leistung unter wiederholter umgekehrter Belastung mit unelastischen Dehnungen (normalerweise während eines Erdbebens) besser ist, da die Energiedissipation für jeden Zyklus nahezu gleich ist und eine gleichmäßige Duktilität bis zum Versagen aufrechterhalten wird.
- Zu den weiteren Eigenschaften der TMT-Bewehrungsstäbe gehören eine gute Zähigkeit bei niedrigen Temperaturen und eine geringere Empfindlichkeit gegenüber Oberflächenschäden.
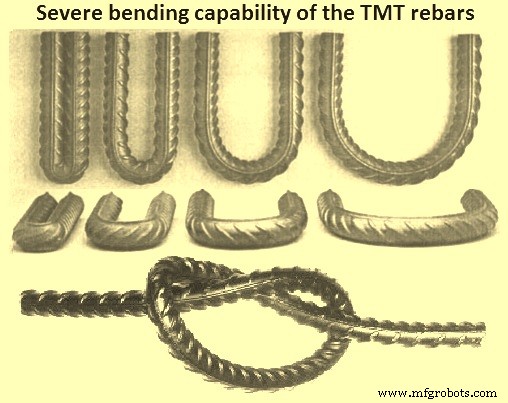
Abb. 4 Starke Biegefähigkeit der TMT-Bewehrungsstäbe
Ein typischer geätzter Querschnitt der TMT-Bewehrungsstäbe zeigt drei metallurgische Bereiche. Angelassener Martensit in Form von Paketen dünner Platten mit martensitischer Morphologie kennzeichnet die gehärtete Schicht. Eine Mischung aus Bainit und polygonalem Ferrit befindet sich in der gehärteten Zwischenschicht und der Bereich, in dem sich polygonaler Ferrit und Perlit im Kern entwickelt. Die Mikrostruktur ist aufgrund einer relativ schnellen Abkühlung im Kern und aufgrund der thermomechanischen Behandlung, die mit dem Prozess verbunden ist, normalerweise fein.
Wenn die Martensitschicht dicker ist, ist die zurückgehaltene Wärme während des Abschreckens des Bewehrungsstabs geringer, dann ist das Anlassen bescheiden und der Bewehrungsstab zeigt eine höhere Streckgrenze und eine geringere Dehnung. Die Prozessparameter und Stahlzusammensetzungen spielen eine Rolle bei den endgültigen Eigenschaften. Eine längere Abschreckzeit, eine niedrigere Endtemperatur und eine höhere Abschreckintensität führen zu einer dickeren Martensitschicht und einer niedrigeren Anlasstemperatur. Ein höherer Kohlenstoff- und Mangangehalt erhöht die Härtbarkeit des Stahls, und daher wird mehr Martensit gebildet. Außerdem steigt die Festigkeit von angelassenem Martensit mit zunehmendem Kohlenstoffgehalt.
Der Bereich der typischen Streckgrenze von TMT-Bewehrungsstäben liegt zwischen 415 N/mm² und 550 N/mm², und die Dehnung bei einer 5d-Messlänge beträgt 30 % bis hinunter zu 25 % in der gleichen Größenordnung. Das Verhältnis von Streckgrenze zu Zugfestigkeit liegt bei etwa 0,85.
Vorteile
Durch Abschreck- und Anlassverfahren hergestellte Bewehrungsstäbe haben mehrere Vorteile, darunter (i) die Bewehrungsstäbe haben eine gleichbleibende Qualität, da sie durch einen Online-Prozess hergestellt werden, (ii) die Kombination aus hoher Festigkeit und hoher Duktilität in diesen Bewehrungsstäben verleiht der Konstruktionen aus diesen Bewehrungsstäben, (iii) die Herstellungstätigkeiten mit diesen Bewehrungsstäben sind einfach und leicht, (iv) die hohe Festigkeit der Bewehrungsstäbe führt zu einer Einsparung von Stahl.
Herstellungsprozess
- EN 10137-2 Güte S890QL vergütet (+QT)
- EN 10137-3 Güte S500A vergütet (+QT)
- DIN 1.5217 vergütet
- JIS G4311 Klasse SUH600 abgeschreckt und angelassen
- JIS G4311 Klasse SUH616 abgeschreckt und angelassen
- JIS G4311 Klasse SUH1 abgeschreckt und angelassen
- JIS G4303 Grade SUS431 abgeschreckt und angelassen
- JIS G4303 Grade SUS403 abgeschreckt und angelassen
- ASTM A541 Klasse 1A Abgeschreckt und angelassen
- ASTM A288 Klasse 4 abgeschreckt und angelassen