


Metallurgische Prinzipien bei der Wärmebehandlung von Stählen
Metallurgische Prinzipien bei der Wärmebehandlung von Stählen
Die Wärmebehandlung von Stählen wird durchgeführt, um die gewünschten Änderungen in den metallurgischen Struktureigenschaften der Stähle zu erreichen. Durch die Wärmebehandlung erfahren Stähle starke Eigenschaftsänderungen. Normalerweise werden sehr stabile Stahlkonstruktionen erhalten, wenn Stahl auf den austenitischen Hochtemperaturzustand erhitzt und dann langsam unter nahezu Gleichgewichtsbedingungen abgekühlt wird. Diese Art der Wärmebehandlung, die normalerweise als Glühen oder Normalisieren bekannt ist, erzeugt eine Struktur, die ein niedriges Niveau der im Stahl eingeschlossenen Eigenspannungen aufweist, und die Strukturen können aus dem Fe (Eisen)-C (Kohlenstoff)-Gleichgewichtsdiagramm vorhergesagt werden. Die meist geforderten Eigenschaften der Stähle sind jedoch hohe Festigkeit und Härte, die in der Regel mit hohen Eigenspannungen einhergehen. Diese sind auf die metastabilen Strukturen zurückzuführen, die durch Nichtgleichgewichtskühlung oder Abschrecken aus dem austenitischen Zustand erzeugt werden.
Kristallstruktur und Phasen
Es ist bekannt, dass die Kristallstruktur von reinem Fe im festen Zustand in zwei allotropen Zuständen existiert. Ab Umgebungstemperatur und bis zu 910 °C besitzt Fe ein kubisch-raumzentriertes (bcc) Gitter und wird Alpha-Fe genannt. Bei 910 °C verwandeln sich Alpha-Fe-Kristalle in Gamma-Fe-Kristalle, die ein kubisch-flächenzentriertes (fcc) Gitter besitzen. Die Gamma-Kristalle behalten ihre Stabilität bis zu einer Temperatur von 1400 Grad C. Oberhalb dieser Temperatur nehmen sie wieder ein bcc-Gitter an, das als Delta-Kristalle bekannt ist. Die Delta-Kristalle unterscheiden sich von Alpha-Kristallen nur im Temperaturbereich ihrer Existenz. Fe hat zwei Gitterkonstanten, nämlich (i) 0,286 nm für bcc-Gitter (alpha-Fe, delta-Fe) und (ii) 0,364 nm für fcc-Gitter (gamma-Fe). Bei niedrigen Temperaturen zeigt Alpha-Fe starke ferromagnetische Eigenschaften. Diese verschwindet, wenn es auf etwa 770 Grad C erhitzt wird, da das Gitter seine ferromagnetische Spinordnung verliert. Der Zustand von Fe über 770 °C wird Beta-Fe genannt. Das Gitter von paramagnetischen Beta-Kristallen ist identisch mit dem Gitter von Alpha-Kristallen.
Während Fe von einer Form in eine andere übergeht, kann es unterkühlen. Dies bewirkt eine unterschiedliche Lage der Umwandlungspunkte beim Heizen und Kühlen. Die Differenz hängt von der Abkühlgeschwindigkeit ab und wird als Hysterese bezeichnet. Die Buchstaben „c“ und „r“ geben an, ob die Umwandlung auf Erhitzen oder Abkühlen zurückzuführen ist. Außerdem führt die Änderung der Dichte von alpha-Fe bei der Umwandlung in gamma-Fe zu einer abrupten Volumenänderung des Materials. Manchmal entstehen Spannungen, die die Elastizitätsgrenze überschreiten und zum Versagen führen. Die Dichte von Gamma-Fe ist etwa 4 % höher als die von Alpha-Fe.
Eisen-Kohlenstoff-Gleichgewichtsdiagramm
Die Struktur von Stählen, bei denen es sich um Fe-C-Legierungen handelt, kann entweder reines C (Graphit) oder eine als C-angereicherte Komponente eine chemische Verbindung enthalten, die als Zementit (Fe3C) bekannt ist. Zementit ist sogar in relativ langsam abgekühlten Stählen vorhanden (ein langes Halten bei höheren Temperaturen ist normalerweise erforderlich, um Fe3C zu Fe und C zu zersetzen). Aus diesem Grund wird das Fe-C-Gleichgewichtsdiagramm häufig als Fe-Fe3C-Gleichgewichtsdiagramm behandelt. Das Fe-C-Diagramm ist stabil, während das Fe-Fe3C-Diagramm metastabil ist. Das Fe-C-Gleichgewichtsdiagramm, das sowohl das stabile Fe-C-Diagramm als auch das metastabile Fe-Fe3C-Diagramm enthält, ist in Abb. 1 dargestellt. Gestrichelte Linien stehen für das stabile Fe-C-Diagramm, und durchgezogene Linien bezeichnen das metastabile Fe-Fe3C-Diagramm. P>
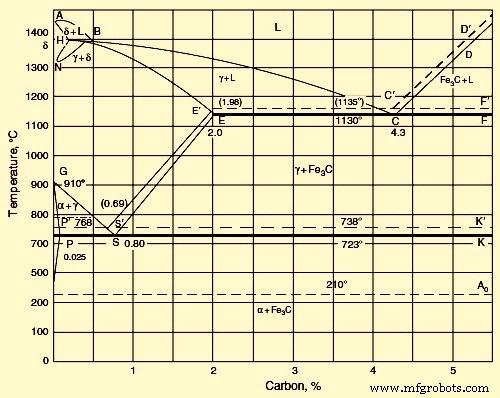
Abb. 1 Eisen-Kohlenstoff-Diagramm
Im metastabilen Fe-Fe3C-Diagramm dienen die Gitter der allotropen Formen von Fe (Delta, Gamma und Alpha) als Orte der Bildung von Delta, Gamma und festen Lösungen von C in Fe. Wenn C-verarmte Stähle kristallisieren, fallen Kristalle der Delta-Mischkristalle am Liquidus AB und Solidus AH aus. Die Delta-Mischkristalle haben ein bcc-Gitter. Bei der Maximaltemperatur von 1490 °C enthält die Delta-Lösung 0,1 % C (Punkt H). Bei 1490 °C findet eine peritektische Reaktion zwischen der gesättigten Delta-Lösung und der Flüssigkeit statt, die 0,5 % C enthält (Punkt B). Als Ergebnis wird die feste Gamma-Lösung von C in Gamma-Fe gebildet. Es enthält 0,18 % C (Punkt I).
Ist der C-Gehalt höher als 0,5 %, kristallisiert der Gamma-Mischkristall direkt aus der Flüssigkeit (am Liquidus BC und Solidus IE). Bei 1130 °C liegt die Grenzlöslichkeit von C in Gamma-Fe bei etwa 2,0 % (Punkt E). Eine Verringerung der Temperatur von 1130 °C führt zu einer Verringerung der C-Löslichkeit in Gamma-Fe an der Linie ES. Bei 723 °C beträgt die Löslichkeit von C 0,8 % (Punkt S). Die Linie ES entspricht der Ausfällung von Fe3C aus der Gamma-Lösung.
Wenn der C-Gehalt erhöht wird, sinkt die Temperatur, bei der sich das Gamma-Gitter in das Alpha-Gitter umwandelt, und die Umwandlung findet über das Temperaturintervall statt, das den Kurven GS und GP entspricht. Die Alphaphasen-Ausscheidungskurve GS schneidet die Fe3C-Ausscheidungskurve ES. Der Punkt S ist ein eutektoider Punkt mit den Koordinaten 723 Grad C und 0,80 % C. An diesem Punkt bilden eine gesättigte Alpha-Lösung und Fe3C-Präzipitat gleichzeitig die eutektoide Konzentrations-Gamma-Lösung. Das Gitter des Alpha-Mischkristalls ist identisch mit dem Gitter des Delta-Mischkristalls. Bei der eutektoiden Temperatur von 723 Grad C enthält der Alpha-Mischkristall 0,02 % C (Punkt P).
Weiteres Abkühlen führt zu einer Verringerung der C-Löslichkeit in alpha-Fe und beträgt bei Raumtemperatur nur noch einen Bruchteil eines Prozents (Punkt D). Bei einem C-Gehalt von 2 % – 4,3 % beginnt die Kristallisation mit der Ausfällung der Gamma-Lösung an der Linie BC. Eine Erhöhung des C-Gehalts auf über 4,3 % führt zur Ausscheidung von Fe3C an der Linie CD. Der Ausscheidung der überschüssigen Primärphase in allen Eisenlegierungen mit mehr als 2,0 % C folgt eine eutektische Kristallisation der Gamma-Lösung und Fe3C am Punkt C, dessen Koordinaten 1130 °C und 4,3 % C sind. Die Linie Ao ist mit einem Magneten verbunden Transformation, die ein Übergang vom ferromagnetischen in den paramagnetischen Zustand ist.
Im Fall des stabilen Fe-C-Gleichgewichtsdiagramms kann C (Graphit) aufgrund sehr niedriger Abkühlungsgeschwindigkeiten direkt aus der Flüssigkeit kristallisieren. Dabei bildet sich anstelle des Eutektikums aus Austenit und Zementit ein Eutektikum aus Austenit und Graphit. Die gestrichelten Linien in Abb. 1 symbolisieren das Fe-Graphit-System. Diese Linien haben höhere Temperaturen als die Linien des Fe-Fe3C-Systems. Dies bestätigt die größere Stabilität und Nähe zu einem vollständigen Gleichgewicht des Fe-Graphit-Systems. Dies wird auch durch die Tatsache gestützt, dass das Erhitzen von Stählen mit hohem C-Gehalt mit einer großen Menge an Fe3C zu dessen Zersetzung führt, was durch die Gleichung Fe3C =3Fe + C gezeigt wird.
Bei mittleren Abkühlgeschwindigkeiten kann ein Teil des Stahls nach dem Graphitsystem und der andere Teil nach dem Zementitsystem kristallisieren. Phasengleichgewichtslinien in den Diagrammen beider Systeme können in Abhängigkeit von bestimmten Kühlraten verschoben werden. Eine ausgeprägte Verschiebung ist für die Ausscheidungslinien des C-Mischkristalls in Gamma-Fe (Austenit) zu erkennen. Aus diesem Grund gilt das Diagramm nur in Bezug auf die Stähle, die einer relativ langsamen Abkühlungsgeschwindigkeit ausgesetzt sind, vollständig.
Einfluss von Kohlenstoff
Eine maximale Löslichkeit von C in alpha-Fe wird bei 721 °C beobachtet und entspricht 0,018 % C. Abhängig von der Abschreckung kann C in der festen alpha-Lösung verbleiben, aber aufgrund eines Alterungsmechanismus beginnt bald die Ausscheidung von Phasen. In einer festen Lösung kann C entweder (i) eine homogene Lösung, eine statisch gleichmäßige interstitielle Verteilung, was ein seltener Fall ist, oder (ii) eine inhomogene Lösung bilden; mit Bildung von Clustern an Stellen, wo die Kristallgitterstruktur gestört ist (Korngrenzen, Versetzungen). Letzteres ist der wahrscheinlichste Zustand der festen Lösung. Die so gebildeten Cluster stellen ein Hindernis für die Bewegung von Versetzungen während der plastischen Verformung dar und sind für einen inhomogenen Verlauf der Verformung zu Beginn des plastischen Fließens verantwortlich.
Um den Einfluss des C-Gehalts auf Fe-C-Legierungen zu analysieren, müssen alle Gefügebestandteile betrachtet werden. Langsam abgekühlte Stähle bestehen aus Ferrit und Zementit oder Ferrit und Graphit.
Ferrit ist Kunststoff. Im geglühten Zustand hat Ferrit eine große Dehnung (etwa 40 %), ist weich (Brinell-Härte beträgt 65–130, abhängig von der Kristallabmessung) und ist bis 770 °C stark ferromagnetisch. Bei 723 °C lösen sich 0,22 % C auf in Ferrit, aber bei Raumtemperatur sind nur noch Tausendstel Prozent C in der Lösung.
Zementit ist spröde und weist eine höhere Härte auf (Brinell-Härte liegt bei etwa 800). Es ist bis 210 Grad C schwach magnetisch und leitet Strom und Wärme schlecht. Es hat ein kompliziertes Rautengitter. Normalerweise wird unterschieden zwischen (i) primärem Fe3C, das an der Linie CD aus der Flüssigkeit kristallisiert, (ii) dem sekundären Fe3C, das an der Linie ES aus der Gamma-Lösung ausfällt, und (iii) tertiärem Fe3C, das an der Linie ES ausfällt die a-Lösung an der Linie PQ.
Graphit ist weich. Es ist ein schlechter elektrischer Leiter, überträgt aber Wärme gut. Graphit schmilzt auch bei Temperaturen von 3000 °C bis 3500 °C nicht. Es besitzt ein hexagonales Gitter mit einem Achsenverhältnis c/a größer als 2.
Austenit ist weich (aber härter als Ferrit) und duktil. Die Dehnung von Austenit liegt zwischen 40 % und 50 %. Es hat eine geringere Wärme- und Stromleitfähigkeit als Ferrit und ist paramagnetisch. Austenit besitzt ein fcc-Gitter.
Das Gefüge des Stahls mit 0 % – 0,02 % C besteht aus Ferrit und tertiärem Fe3C. Eine weitere Erhöhung des C-Gehalts führt zum Auftreten eines neuen Gefügebestandteils, der ein Eutektoid aus Ferrit und Fe3C (Perlit) ist. Perlit tritt zunächst als separate Einschlüsse zwischen Ferritkörnern auf und nimmt dann bei 0,8 % C das gesamte Volumen ein. Perlit charakterisiert ein Zweiphasengemisch, das im Allgemeinen eine lamellare Struktur aufweist. Wenn der C-Gehalt von Stahl auf einen Wert von mehr als 0,8 % erhöht wird, wird sekundäres Fe3C zusammen mit Perlit gebildet. Das sekundäre Fe3C hat die Form von Nadeln. Die Menge an Fe3C nimmt zu, wenn der C-Gehalt erhöht wird. Bei 2 % C nimmt es 18 % des Gesichtsfeldes des Mikroskops ein. Ein eutektisches Gemisch tritt auf, wenn der C-Gehalt 2 % übersteigt. In schnell abgekühlten Stählen hat nicht die gesamte überschüssige Phase (Ferrit oder Fe3C) Zeit auszufallen, bevor sich ein Eutektoid bildet.
Legierungen mit 3,6 % C enthalten Ledeburit (eine eutektische Mischung aus C-Mischkristall in Gamma-Fe und Fe3C). Die Legierungen werden besser mit untereutektischen weißen Gusseisen klassifiziert.
Kritische (Umwandlungs-)Temperaturen
Kohlenstoff hat einen merklichen Einfluss auf Umwandlungen von Fe in den Festkörper. Die Positionen s der Linien GS und NL im Fe-C-Gleichgewichtsdiagramm zeigen, dass eine Erhöhung des C-Gehalts zu einer Absenkung des Punktes A3 und einer Anhebung des Punktes A4 in Bezug auf ihre in Abb. 1 gezeigten Gegenstücke führt. Daher dehnt sich C aus der Temperaturbereich der Delta-Phase.
Wenn ein Eutektoid (Perlit) gebildet wird, zeigen Aufheiz- und Abkühlkurven einen Stopp. Dies wird als Punkt A1 bezeichnet (Ac1 beim Erhitzen und Ar1 beim Abkühlen). Dieses Phänomen tritt bei 0,9 % C auf (Punkt S im Fe-C-Diagramm). Die Ausscheidung von Ferrit in untereutektoiden Stählen (beim Kreuzen der Linie GOS) zeigt sich in Aufheiz- und Abkühlkurven als Wendepunkt, der durch den Punkt A3 gekennzeichnet ist. Der Punkt entspricht der Gamma-zu-Alpha-Transformation in reinem Eisen. Die Ausscheidung von Fe3C (Kreuzung der Linie ES), die der eutektoiden Ausscheidung vorausgeht, ist in der Abkühlungskurve als schwacher Wendepunkt zu sehen, der als Punkt Acm (Ac,cm beim Erhitzen und Ar,cm beim Abkühlen) bezeichnet wird. Die Zugabe von C hat wenig Einfluss auf die magnetische Umwandlungstemperatur (Punkt A2). Die Linie MO entspricht somit der magnetischen Umwandlung in Stählen mit niedrigem C-Gehalt. Bei Legierungen mit höherem C-Gehalt findet diese Umwandlung an der Linie GOS statt, die dem Beginn der Ferritausscheidung entspricht. Wenn der C-Gehalt höher ist als derjenige, der dem Punkt S entspricht, fällt die magnetische Umwandlung mit der Temperatur A1 zusammen.
Zementit erfährt eine magnetische Umwandlung. Unabhängig vom C-Gehalt findet die Umwandlung bei einer Temperatur von 210 °C–220 °C statt. Sie erfolgt ohne ausgeprägte Hysterese, ebenso wie die magnetische Umwandlung von reinem Fe am Punkt A2.
Gefügeumwandlung in Stählen
Wenn Stahl gehärtet werden soll, wird er auf eine hohe Temperatur erhitzt, um die Gesamtstruktur in die Austenitphase umzuwandeln, die eine Einphasenstruktur aus Fe und C ist, die bei hohen Temperaturen stabil ist. Wird dieser erhitzte Stahl langsam abgekühlt, wandelt sich der Austenit in Perlit um, das ist die Gleichgewichtsphase bei Raumtemperatur. Eine perlitische Struktur ist eine geglühte Struktur und ist relativ weich mit geringen physikalischen Eigenschaften. Wenn der erhitzte Stahl sehr schnell abgekühlt wird, bildet sich eine harte und feste Struktur namens Martensit, die eine metastabile Phase von in Eisen gelöstem C ist. Diese Phase kann getempert werden, um eine Struktur mit geringerer Härte zu erzeugen, die weniger spröde ist. Zwischenkühlraten erzeugen andere Strukturen wie Bainit, obwohl diese Art von Struktur nur in einem legierten Stahl in großen Mengen hergestellt wird. Eutektoider C-Stahl erzeugt abhängig von der Abkühlgeschwindigkeit hauptsächlich Martensit oder Perlit.
Austenit-Perlit-Umwandlung
Die Umwandlung des fcc-Gitters von Austenit in das bcc-Gitter von Ferrit wird aufgrund des Vorhandenseins von gelöstem C im Austenit behindert. Das Austenitgitter hat genug Platz, um C-Atome im Zentrum der Zelle aufzunehmen. Das bcc-Gitter von Ferrit hat diesen Platz nicht. Dadurch wird die Löslichkeit von C beim Übergang von Austenit zu Ferrit erheblich erniedrigt. Während der Beta-zu-Alpha-Umwandlung fällt fast das gesamte C aus dem Austenitgitter aus. Entsprechend dem metastabilen Fe-Fe3C-Diagramm fällt es als Zementit aus. Diese Umwandlung kann durch drei miteinander verbundene Wege definiert werden, nämlich (i) Umwandlung des Gamma-Fe-Gitters in das Alpha-Fe-Gitter, (ii) Ausfällung von C als Fe3C und (iii) Koagulation der Karbide.
Bei der Temperatur von Punkt A1 verläuft die Umwandlung auf den Wegen (i) und (ii) fast gleichzeitig unter Bildung einer lamellaren Mischung aus Ferrit und Zementit. Atome von gelöstem C sind zufällig im Gitter verteilt. Aufgrund dessen bildet Fe3C Keime in C-reichen Regionen und Ferrit in den Regionen, die wenig oder gar keinen Kohlenstoff enthalten. Eine solche Umverteilung von C erfolgt durch Diffusion und ist temperatur- und zeitabhängig.
Wenn untereutektoider Stahl mit weniger als 0,8 % C langsam abgekühlt wird, beginnt die Umwandlung mit der Bildung von Ferrit an der Korngrenze. Diese Korngrenze wirkt als Ferrit-Kristallisationszentrum. Kohlenstoff wird in den Kristallit gezwungen. Wenn Ferrit ausfällt, wird im zentralen Volumen eine für die Ferritbildung notwendige Konzentration erreicht. Wenn übereutektoider Stahl (C mehr als 0,8 %) langsam abgekühlt wird, beginnt beim Überqueren der Linie ES die Ausscheidung von Fe3C an der Korngrenze. Hier dient die Korngrenze auch als Kristallisationsort.
Die C-Diffusionsrate in den Gittern von Gamma-Fe und Alpha-Fe nimmt mit sinkender Temperatur schnell ab, da der Diffusionskoeffizient von der Temperatur abhängt. Bei entsprechender Abkühlungsgeschwindigkeit kann die Unterkühlung so stark verstärkt werden, dass die Bildung von Perlit unmöglich wird.
Im Bereich niedriger Temperaturen hängen der Umwandlungsmechanismus und die Eigenschaften der gebildeten Struktur allein von der Temperatur ab, bei der die Umwandlung stattfindet. Hinsichtlich des Grades der Unterkühlung werden drei Umwandlungstemperaturbereiche unterschieden, nämlich (i) Perlitbereich, (ii) Zwischenbereich und (iii) Martensitbereich. Über diese Temperaturbereiche kann ein kontinuierlicher Übergang von einem Umwandlungsmechanismus zu einem anderen erfolgen. Die Umwandlungsprozesse hängen stark vom Gehalt an C und anderen Elementen im Stahl ab. Sie können durch einen schnelleren Mechanismus beginnen und durch einen langsameren enden.
Im Perlitbereich ist die Umwandlung durch die gleichzeitige Bildung einer Mischung aus Ferrit und Karbid gekennzeichnet. An der Austenit-Korngrenze kann sich freies Ferrit oder Karbid abscheiden. Dabei werden Bildung und Wachstum beider Phasen durch Diffusionsprozesse gesteuert. Die Diffusion von Fe und anderen Elementen spielt eine bedeutende Rolle. Die Strukturfeinheit wird erhöht, wenn die Temperatur gesenkt wird, bis eine längere Zeit für die Diffusionskristallisation von Ferrit und Karbiden benötigt wird.
Perlit ist ein mechanisches Gemisch aus Ferrit- und Karbidplättchen, das bei der Umwandlung in den Perlitbereich entsteht. Die Geschwindigkeit, mit der Keime der Perlitkristallisation gebildet werden, hängt von der Übersättigung des Austenits mit Carbid ab, die mit sinkender Temperatur zunimmt. Die Geschwindigkeit hängt auch von der Diffusionsgeschwindigkeit ab, die mit der Temperatur abnimmt. Das Wachstum von Perlitinseln hängt hauptsächlich von der Diffusionsgeschwindigkeit von C- und Fe-Atomen ab. Die anderen Faktoren sind (i) der Übersättigungsgrad und (ii) der Freie-Energie-Vorteil während der Ferritbildung. Perlitinseln wachsen nicht nur durch die Bildung neuer Platten, sondern auch durch weiteres Wachstum alter Platten in alle Richtungen. Hartmetallplatten wachsen schneller als Ferritplatten.
Der Prozess der Perlitbildung beginnt mit der Bildung von Ferritkernen. Mehrfacher Wechsel der Keimbildung von Ferrit- und Zementitplatten und Verzweigung der Platten beider Phasen führt zur Bildung von planparallelen und fächerförmigen Perlitplatten. Perlitkeime treten überwiegend in den Gitterbereichen mit Kristallstrukturdefekten wie Korngrenzen, unlöslichen Karbiden oder nichtmetallischen Einschlüssen auf. Ein sehr signifikantes Merkmal von Perlit ist der Abstand von Platte zu Platte. Die Festigkeitseigenschaften von Stahl verbessern sich mit abnehmendem Abstand.
Die Bildungsgeschwindigkeit von Fe3C- und Ferrit-Kristallisationszentren im Perlitbereich beschleunigt sich mit sinkender Temperatur. Der Platte-zu-Platte-Abstand nimmt ab, wenn die Feinheit der Struktur zunimmt.
Ein wichtiges Merkmal, das die Eigenschaften von Stahl beeinflusst, ist die Dimension der Perlitkolonie. Eine Abnahme der Koloniedimension geht mit einer Zunahme der Schlagzähigkeit und einer Abnahme der Sprödigkeit einher. Die kritische Versprödungstemperatur hängt von der Perlitmorphologie ab. So entsteht beim Brechen von Ferrit- und Zementitplatten ein relativ hochfester Perlit, der im Inneren des Ferrits eine hohe Versetzungsdichte ausbildet.
Eine bessere Bruchfestigkeit von Perlit wird durch Sphäroidisierung von Fe3C-Partikeln erreicht. Die Sphäroidisierung kann durch Verformung des Perlits, anschließendes Erhitzen und Halten bei einer Temperatur nahe Ac1 erleichtert werden. Ein weiteres Verfahren, das eine relativ hohe Festigkeit und Duktilität von Perlit bereitstellt, besteht in der Verformung während der Perlitumwandlung. Dies führt zur Bildung einer polygonalen Struktur und Sphäroidisierung von Zementit. Die Streckgrenze (YS) der Ferrit-Perlit-Mischung hängt additiv von den Eigenschaften von Ferrit und Perlit ab.
Umwandlung von Austenit
Während der Umwandlung von Austenit in den untereutektoiden und übereutektoiden Stählen geht der Perlitumwandlung die Ausscheidung von überschüssigen Phasen voraus, nämlich Ferrit und Sekundärzementit. Die relative Menge der strukturfreien Überschussphase hängt vom Grad der Austenit-Unterkühlung ab. Die Menge an überschüssigem Ferrit oder Fe3C nimmt mit zunehmender Abkühlgeschwindigkeit ab. Bei ausreichender Unterkühlung kann die Bildung einer Überschussphase als eigenständiger Strukturbestandteil vermieden werden.
Wenn untereutektoider Stahl, der eine geringe Menge an eutektoidem Austenit enthält, einer langsamen Abkühlung ausgesetzt wird, wächst eutektoider Ferrit auf den Körnern des überschüssigen Ferrits und eutektoides Fe3C bleibt als strukturell freie Zwischenschichten an der Korngrenze zurück. Bei übereutektoidem Stahl kann das Eutektoid auch einer strukturellen Degeneration unterliegen. Zementit, der aufgrund der eutektoiden Ausscheidung bei sehr geringer Abkühlung unterhalb des Punktes A1 (über 700 °C) entsteht, lagert sich auf sekundärem Zementit ab. Daneben sind Bereiche mit strukturfreiem Ferrit zu erkennen. Diese eutektoide Umwandlung, die mit einer Trennung der Phasen einhergeht, wird als abnormal angesehen. Bei normaler eutektoider Umwandlung wachsen Ferrit und Fe3C in Form von Kolonien mit regelmäßigem Wechsel der beiden Phasen zusammen. Bei ungewöhnlicher Umwandlung hat eine grobe Mischung aus Ferrit und Fe3C keine ausgeprägte eutektoide Struktur. Während einer eutektoiden Transformation kann der Mechanismus von anormal zu normal wechseln. Somit kann bei einer schnellen Abkühlung und einer entsprechend starken Unterkühlung des Austenits die abnormale Umwandlung ganz unterdrückt werden.
Im Fall von überschüssigem Ferrit in untereutektoiden Stählen findet sich Ferrit in zwei Formen, nämlich (i) kompakten gleichachsigen Körnern und (ii) orientierten Widmanstätten-Platten. Kompakte Ausscheidungen von untereutektoidem Ferrit erscheinen größtenteils an der Austenit-Korngrenze, während Widmanstätten-Platten innerhalb der Körner gebildet werden. Der Widmanstätten-Ferrit wird nur bei Stählen mit weniger als 0,4 % C und eher grobkörnigem Austenit beobachtet. Wenn die Abmessungen der Austenitkörner abnehmen, wächst der Anteil von Ferrit in Form gleichachsiger Körner. Widmanstätten-Ferrit wird über das Temperaturintervall von A3 (50 °C) bis 600 °C bis 550 °C gebildet. Mit steigendem C-Gehalt des Stahls sinkt der Anteil des Widmanstätten-Ferrits im Gefüge.
Widmanstätten-Ferrit soll aufgrund einer scherenden Gamma-Alpha-Umordnung des Gitters entstehen, die von einer geordneten, zusammenhängenden Bewegung von Atomen begleitet wird. Äquiaxiale Ferritkörner wachsen durch eine normale diffusive Umordnung des Gitters mit einem ungeordneten Übergang von Atomen über die Gamma/Alpha-Grenze hinweg.
Eines der Verfahren zur Verstärkung von Stählen besteht darin, ein Gefüge mit untereutektoidem Ferrit zu schaffen, das dispergierte Karbidausscheidungen enthält. Um eine solche Struktur herzustellen, muss Stahl erhitzt werden, bis sich spezielle Karbide in Austenit auflösen, und dann schnell abgekühlt werden, um die übliche Ausscheidung von Karbid direkt aus Austenit zu verhindern, bevor sich untereutektoider Ferrit zu bilden beginnt.
Umwandlung von Martensit
Die Umwandlung von Martensit erfolgt aufgrund des Abschreckens (schnelles Abkühlen) der Hochtemperaturphase. Die Hauptmerkmale der Martensitumwandlung in C-Stählen sind unten angegeben.
- Martensitumwandlung findet aufgrund der schnellen Abkühlung von Stahl von einer Temperatur über A1, sagen wir in Wasser, statt. Aufgrund der schnellen Abkühlung wird die diffusive Ausscheidung von Austenit zu einem Zweiphasengemisch aus Ferrit und Karbid unterdrückt. Die Konzentration von C in Martensit entspricht der in Austenit. Die Martensitumwandlung findet ohne jegliche Diffusion statt.
- Die Umwandlung von Austenit in Martensit beginnt bei der Martensit-Starttemperatur (Ms). Ms hängt normalerweise nicht von der Abkühlgeschwindigkeit ab. Martensit wird über ein bestimmtes Temperaturintervall gebildet. Die jeweilige Temperatur wird durch den C-Gehalt des Stahls bestimmt.
- Beendigung des Abkühlens über das Temperaturintervall Ms-Mf (Martensit-Finish) setzt die Bildung von Martensit aus. Dieses Merkmal unterscheidet die Martensit-Umwandlung von der Perlit-Umwandlung. Bei der Perlit-Umwandlung wird die Umwandlung bei konstanter Temperatur unterhalb des Punktes A1 bis zum Ende fortgesetzt, und das Endergebnis ist ein vollständiges Verschwinden des Austenits bei ausreichender isothermer Haltezeit. Bei der Martensitumwandlung bleibt ein gewisser Restaustenit zurück.
- Martensitumwandlung hat keine Inkubationszeit. Unterhalb der Temperatur Ms bildet sich sofort eine gewisse Menge Martensit
- Beim Abkühlen unter Ms nimmt die Martensitmenge aufgrund der schnellen Bildung neuer Platten schnell zu. Die anfänglich gebildeten Platten wachsen nicht mit der Zeit.
- Das Martensit-Gitter ist regelmäßig relativ zum Austenit-Gitter orientiert. Zwischen den Gittern besteht eine gewisse Orientierungsbeziehung.
Die Ms-Temperatur charakterisiert einen Stahl bestimmter Zusammensetzung, der einer bestimmten Vorbehandlung unterzogen wurde. Bei einem gegebenen Stahl beginnt die Martensitumwandlung unabhängig von der Abkühlgeschwindigkeit bei der gleichen Temperatur. Diese Temperatur hängt von der Stahlzusammensetzung ab und nimmt stark ab, wenn der C-Gehalt des Stahls erhöht wird. Ein Teil des C tritt in Karbide ein, die mit Austenit koexistieren. Die Karbide lösen sich im Austenit auf, wenn die Abschrecktemperatur erhöht wird. Daher steigt die C-Konzentration von Austenit und der Ms-Punkt sinkt.
Die Martensitbildung wird als Schermechanismus der Austenit-Gitterumlagerung angesehen. Der martensitische (Scher-)Mechanismus der Phasenumwandlung ist bekannt durch eine geordnete, zusammenhängende Bewegung von Atomen zu Abständen, die kürzer als der Atomabstand sind, und die Atome tauschen ihre Plätze nicht aus. Ein Atom in der Anfangsphase bewahrt seine Nachbarn in der Martensitphase. Dies ist das Hauptmerkmal einer Scherumordnung des Gitters.
Diese Art der Gitterumordnung sorgt für Kohärenz der Grenze zwischen der alten und der neuen Phase. Die Kohärenz (elastische Konjugation) der Gitter an der Grenze zwischen Martensit und der Anfangsphase gewährleistet eine sehr schnelle Bewegung der Grenze in Richtung der Matrix selbst bei niedrigen Temperaturen. Die Atome bewegen sich kooperativ auf Entfernungen, die kürzer sind als der Atomabstand, was zum Wachstum des Martensitkristalls führt.
Mit dem Wachstum des Martensitkristalls akkumuliert sich an der Kohärenzgrenze eine elastische Dehnung. Beim Erreichen des YS wird die Kohärenz gestört. Atome werden an der Grenze zwischen dem Martensitkristall und der Ausgangsmatrix ungeordnet. Ein Gleiten der Grenze wird unmöglich gemacht. Daher wird das Wachstum des Kristalls durch den martensitischen Mechanismus beendet, und danach kann der Kristall nur durch Diffusion wachsen. Aber die Martensit-Umwandlung findet bei niedrigen Temperaturen statt, wo die Diffusionsgeschwindigkeit sehr gering ist. Daher wird, nachdem die Kohärenz gebrochen ist, wenig oder gar kein Wachstum des Martensitkristalls beobachtet.
Die polymorphe Umwandlung fester Lösungen durch den martensitischen Mechanismus ist durch das Fehlen einer diffusiven Umverteilung der Komponenten gekennzeichnet. Hier werden die Bedingungen beschrieben, die für den martensitischen Mechanismus notwendig sind, durch den die Hochtemperaturphase in die Niedertemperaturphase übergeht. Bei geringer Unterkühlung ist die Martensitumwandlung nicht möglich. Dies liegt daran, dass bei einer ungeordneten Gitterumlagerung die elastische Verformung nur durch Volumenänderungen bestimmt wird, während es bei der Martensitumwandlung zusätzlich auf den Zusammenhang der Gitter von Ausgangs- und Martensitkristall ankommt. Wenn der Unterkühlungsgrad erhöht wird, nimmt die ungeordnete Umordnungsrate des Gitters zu, erreicht ein Maximum und fällt dann ab. Um den martensitischen Mechanismus der polymorphen Umwandlung in Fe zu erhalten, muss Stahl im Gammabereich stark überhitzt und dann sehr schnell abgekühlt werden, um die Entwicklung der normalen Umwandlung zu unterdrücken.
Während der Martensitbildung findet eine Umordnung des fcc-Gitters von Austenit in das bcc-tetragonale Gitter von Martensit statt, das dem bcc-Gitter von alpha-Fe ähnlich ist. Das Austenitgitter wandelt sich in das Martensitgitter durch die Bain-Verformung um, die in einer Kompression der tetragonalen Austenitzelle entlang der c-Achse und einer gleichzeitigen Vergrößerung der Abmessungen entlang der a-Achse besteht. Der Grad der tetragonalen Verzerrung des Martensitgitters, c/a, wächst direkt mit der C-Konzentration von Martensit. Das Martensitgitter behält bei Raumtemperatur seine Tetragonalität. Die Orientierungsbeziehung der Anfangs- und Martensitphase wurde festgestellt.
Es gibt viele Hypothesen über die Natur der Martensit-Keimbildung. Viele von ihnen befürworten eine heterogene Nukleation an speziellen Defektstellen in der Ausgangsmatrix.
Martensit wird hinsichtlich seiner Morphologie in zwei Grundtypen eingeteilt. Dies sind Plattenmartensit und massiver Martensit. Sie unterscheiden sich in Form, gegenseitiger Anordnung von Kristallen, Unterstruktur und Habitusebene. Platten- (Nadel-) Martensit findet sich häufiger in Stählen mit hohem C-Gehalt. Martensitkristalle sind als dünne linsenförmige Platten geformt. Platten, die zuerst erscheinen, durchlaufen die Einheit und teilen sie in separate Teile. Aber sie können die Korngrenze der Matrix nicht überschreiten. Daher ist die Plattenabmessung durch die Abmessung des Austenitkorns begrenzt. In Austenitabschnitten werden neue Martensitplatten gebildet. Hier ist das Plattenmaß auf das Maß des Profils begrenzt. Wenn das Austenitkorn klein ist, sind Martensitplatten so fein, dass die Nadelstruktur von Martensit in den Mikroschliffproben nicht zu sehen ist. Ein solcher Martensit wird als strukturloser Martensit bezeichnet und ist höchst wünschenswert.
Massiver (Latten-) Martensit kann in Stahl mit niedrigem C-Wert und Stahl mit mittlerem C-Wert beobachtet werden. Kristalle dieser Art von Martensit sind als miteinander verbundene Platten geformt, die ungefähr die gleiche Orientierung haben. Platten aus massivem Martensit sind durch Begrenzungen mit niedrigem Winkel getrennt.
Umwandlung von Bainit
Die Umwandlung von Bainit liegt zwischen Perlit- und Martensit-Umwandlungen. Die Kinetik der Umwandlung von Bainit und die gebildete Struktur zeigen Merkmale sowohl der diffusiven Perlitumwandlung als auch der diffusionslosen Martensitumwandlung. Durch diese Umwandlung entsteht ein Gemisch aus Ferrit und Karbid. Diese Mischung wird Bainit genannt. Der Bainit-Umwandlungsmechanismus umfasst eine Gamma-zu-Alpha-Umordnung des Gitters, eine Umverteilung von C und eine Karbidausscheidung.
Die Nähe der Bainit-Umwandlung zu ihren Perlit- und Martensit-Gegenstücken wird hier erklärt. Die Diffusionsbewegung von Atomen der Grundkomponente Fe wird über den Bainit-Umwandlungsbereich nahezu vollständig unterdrückt. Dann ist die Gamma-zu-Alpha-Bildung von Ferrit wegen der Unterdrückung der Perlitausscheidung schwierig. Die C-Diffusion ist jedoch ziemlich aktiv und verursacht die Ausfällung von Karbiden. Über dem Zwischenbereich werden die Gamma-Phasen-Kristalle wie die Martensitplatten durch kohärentes Wachstum gebildet. Aber die Alpha-Phasen-Platten werden eher langsam als augenblicklich gebildet.
This is due to the fact that over the intermediate temperature range the alpha phase can precipitate only from the C depleted gamma phase. Thus the growth rate of the alpha phase crystals depends on the C diffusive removal rate. In this case, the martensite start point Ms in austenite rises and the martensite gamma to alpha transformation takes place at temperatures above the temperature Ms typical of the steel with a given composition.
At the instant of martensite transformation, the C concentration remains unchanged. Only the crystal lattice is altered and a supersaturated a solution is formed. Carbide precipitates after gamma to alpha transformation.
There is a difference between upper and lower bainite, which are formed in the upper and lower parts of the intermediate temperature range. The conventional boundary between the bainite is close to 350 deg C. Upper bainite has a feathery structure, whereas lower bainite shows an acicular morphology, which is close to that of martensite. The difference in the structures of upper and lower bainite is due to the difference in the mobility of C in the upper and lower parts of the bainite temperature range.
The alpha phase substructure of upper bainite resembles the substructure of massive martensite in low C steel, while the alpha phase structure of lower bainite approaches the structure of martensite in high C steels. In upper bainite, carbide particles can precipitate both at lath boundaries and inside laths. This fact suggests that here carbides precipitate directly from austenite. In lower bainite, carbide is found inside the alpha phase. This is since carbide is formed during precipitation of a supersaturated solid solution of C in the alpha phase. Both upper and lower bainite shows a high density of dislocations inside the alpha phase. Fe3C is the carbide phase in upper bainite and epsilon carbide (Fe2C) in lower bainite. As the holding time is increased, Fe2C turns into cementite. The dimensions of austenite grain have no effect on the kinetics of martensite transformation.
Tempering
The processes which take place during tempering are precipitation and recrystallization of martensite. Quenched steel has a metastable structure. If subjected to heating, the structure becomes closer to equilibrium. The nature of the processes which occur during tempering is determined by three major characteristics of quenched steel namely (i) strong super saturation of the martensite solid solution, (ii) high density of crystal lattice defects (dislocations, low angle and large angle boundaries, and twin interlayers etc.), and (iii) presence of retained austenite.
The main process taking place during tempering of steel is the precipitation of martensite accompanied by formation of carbides. Depending on the temperature and duration of tempering, the martensite precipitation can involve three stages namely (i) pre-precipitation, (ii) precipitation of intermediate metastable carbides, and (iii) precipitation and coagulation of cementite. Retained austenite can precipitate simultaneously. Since there is a high density of dislocations in martensite, hence its substructure is similar to the substructure of steel which is work hardened. Hence, polygonization and recrystallization can develop during tempering.
When C steel is tempered, super-saturation of the gamma solution in austenite increases with an increase in the C content of steel. This leads to lowering of the Ms-temperature and transition from massive martensite to plate martensite. The amount of retained austenite also increases.
The segregation of C represents the first structural changes which take place during tempering of C steel. The segregated C can nucleate heterogeneously at lattice defects or homogeneously in the matrix. The heterogeneous nucleation of the segregated C takes place either during quenching or immediately after it.
Flat homogeneous clusters of C atoms not connected with lattice defects are formed at tempering temperatures of less than 100 deg C. This is due to the considerable displacements of Fe atoms and the appearance of elastic distortions. As the tempering temperature is increased, the clusters become larger and their composition is close to Fe4C. This process is dependent on the C diffusion. Metastable Fe2C is formed above 100 deg C. It has a hexagonal lattice and appears directly from C clusters when the C concentration is increased. Metastable Fe2C can also precipitate directly from the alpha solution. Fe2C precipitates as very fine (10 nm to 100 nm) plates or rods at low temperatures. With an increase in tempering temperature or time, Fe2C particles become coarser and precipitate in steels containing a minimum of 0.2 % C. In steels with a high Ms-temperature, partial precipitation of martensite is associated by the deposition of excess carbide and is obtained during quench cooling in the martensite range. Hence self-tempering of these steels occurs during their quenching.
Cementite is formed at a temperature higher than 250 deg C. Two known mechanisms of Fe3C nucleation are (i) precipitation directly from a supersaturated alpha solid solution and growth of Fe3C particles at the expense of the dissolution of less stable carbides, and (ii) appearance of Fe3C as a result of transformation of the intermediate carbide lattice to the Fe3C lattice.
In the final stage of the carbide formation during tempering, coagulation and spheroidization of carbide take place. These happen intensively starting from 350 deg C to 400 deg C. At temperatures higher than 600 deg C, all Fe3C particles have a spherical shape and undergo coagulation only.
A substantial part of the tempering process is devoted to the precipitation of retained austenite accompanied by deposition of carbides. Precipitation occurs over the temperature range of 200 deg C to 300 deg C. During tempering, retained austenite transforms into lower bainite.
A decrease in the C concentration of the alpha phase during carbide formation results into changes in the phase structure. Martensite precipitation is conventionally divided into two stages. The first stage of precipitation is achieved below 150 deg C when the mobility of C atoms is sufficient for the formation of carbide plates. But, it is insufficient for the carbide plates to grow by diffusion of C from the areas of non-precipitated martensite with a high C concentration. This results in a non-uniform content of C in different areas of the martensite and hence inhomogeneity of martensite results with respect to its tetragonality. In areas with precipitated carbide, tetragonality is lower than in non-precipitated areas. Two solid solutions with different C concentrations coexist. For this reason the precipitation is referred to as a two -phase precipitation. The two phase precipitation of martensite results from the deposition of new carbide particles in areas containing martensite with the initial C concentration. Carbide particles do not grow at this stage.
At the second stage of martensite precipitation (150 deg C to300 deg C the alpha solution is depleted of C owing to diffusive growth of carbide particles, but the process proceeds very slowly. Hence, the precipitation kinetics is due to the rapid depletion of the alpha solution in carbon. Subsequently, depletion of the solid solution in C stops. At 300 deg C around 0.1 % C is left in the alpha solution. Above this temperature, no difference between the lattice of the alpha solution and that of the alpha-Fe is detected. Below 300 deg C the degree of tetragonality is still measurable. Above 400 deg C the alpha solution becomes completely free of excess C and transformation of martensite to ferrite is finished.
Plates (needles) of quench martensite have a high density of dislocations which is comparable to the density of the deformed steel. However, recrystallization centres and their progress to recrystallized grains are not observed. This is since carbide particles pin dislocations and large angle boundaries. It is only above 600 deg C, when the density of the particles decreases owing to the coagulation, that the recrystallization growth of grains takes place at the expense of migration of large angle boundaries. With this the morphological structures of lath martensite disappear. These processes are hampered in high C steels as compared to low C steels, since the density of carbides is greater in high C steels. The acicular structure is retained up to the tempering temperature of around 650 deg C.
The structural changes which occur during tempering cause alteration of steel properties. These changes depend on the tempering temperature and time. Hardness decreases as the tempering temperature is increased.
Kinetics of transformation of austenite
The kinetics of transformation of austenite is described below.
Isothermal transformation diagrams
It is important to follow the process at a constant temperature for the understanding of the kinetics of the transformation to austenite. For this purpose, isothermal transformation (IT) diagram is usually made which illustrates the isothermal process of austenite precipitation. In IT diagram (Fig 2), the transformation time is in the X-axis shown on the logarithmic scale and the temperature is plotted on the Y-axis. From this diagram, the incubation period (left hand curve) can be determined and also the time required for completion of the process (right hand curve). The instant, steel passes the points A3 and A1 during quenching, is usually taken as the zero time reference.
The time required to achieve the temperature of the quenching medium is frequently neglected. The start and finish of the transformation are difficult to determine from the transformation curve behaviour at the initial and final sections of the curve. Hence, the lines of the IT diagram generally correspond to a certain final volume which has undergone transformation, e.g., 2 % and 98 % for the transformation start and finish, respectively. The volume value is usually not shown in the IT diagram.
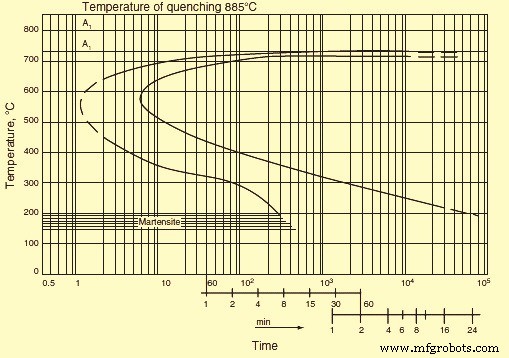
Fig 2 Isothermal transformation diagram
In addition to the curves stated above, IT diagram frequently contains intermediate curves corresponding to certain values of the transformed volume, say 20 %, 50 %, or 80 %. A decrease in the transformation rate causes displacement of the transformation start and finish curves to the right, i.e., toward greater duration. This phenomenon can be seen if the quenching heating temperature increases as a result of a decrease in the number of inclusions and growth of austenite grains. An increase in the transformation rate leads to displacement of the curves to the left. This phenomenon can be accounted for (i) by a decrease in the quenching heating temperature, (ii) the presence of carbides or inclusions, and (iii) refinement of the austenite grain. For a specified sample of steel the temperature which corresponds to a maxi mum transformation rate (the nose of the sigmoid curve) does not, as a rule, change significantly.
Continuous cooling transformation diagrams
Continuous cooling transformation (CCT) diagrams consider the transformation kinetics of eutectoid steel. The major transformation which takes place during annealing cooling of steel is a eutectoid precipitation of austenite into a mixture of ferrite and carbide. The eutectoid transformation kinetics is given by IT diagrams of austenite at a temperature of 727 deg C. The structure attained after tempering below 300 deg C is called tempered martensite. An acicular structure is seen after tempering at 300 deg C to 450 deg C. Tempering over the temperature interval of 450 deg C to 600 deg C shows a distinct dot structure. Austenite is in a thermodynamically stable equilibrium with the ferrite-Fe3C mixture. Stability of undercooled austenite is defined by a period of time during which the appearance of precipitation products in the diagram cannot be registered by conventional methods. The degree of austenite undercooling is the main factor which determines the steel microstructure. The necessary degree of undercooling is provided by either continuous cooling or isothermal treatment.
As seen earlier, in hypo-eutectoid steels the formation of pearlite is preceded by precipitation of hypo-eutectoid ferrite. With a decrease in the transformation temperature and an increase in the degree of undercooling, precipitation of hypo-eutectoid ferrite is suppressed. The amount of pearlite increases and the C content becomes less than that in pearlite of the eutectoid steel. In the region of the maximum transformation rate, the two curves merge. Thus, a purely pearlitic structure is formed in steel with 0.4 % C. In steels containing higher amounts of C, the precipitation of ferrite cannot be suppressed even if the C content decreases. Ferrite precipitation precedes the formation of pearlite even at a maximum transformation rate, but the amount of ferrite is less than that is formed at smaller undercooling.
These propositions are valid for the precipitation of cementite in hyper-eutectoid steels, but it can be suppressed even at relatively small undercooling. In this case, the C content of pearlite becomes higher than that in the eutectoid steel. As a result of suppression of the hypo-eutectoid ferrite precipitation under continuous cooling from the region of the gamma solid solution, the point Ar3 lowers much faster than the point Ar1 as the cooling rate is increased. With a certain cooling rate, both points merge into one point, which corresponds to the formation of a fine plate structure of the pearlite type free of ferrite.
Under continuous cooling the transformation process can also be visualized as diagram in temperature-time coordinates. Therefore the behaviour of cooling curves is to be analyzed to find characteristics of the transformation processes. In this diagram, the ferrite and pearlite start lines are shifted toward longer periods of time compared to the IT diagram. This is due to an increase in the temperature interval necessary for preparing the transformation processes in the austenite lattice. As a result, only part of the incubation period, which is needed for the IT to start, is effective. In this case, the incubation period is the mean of the effective lengths of time corresponding to different periods of time in the given range. This proposition can be used to calculate the behaviour of the transformation start line in the pearlite range from the IT diagram. The reverse calculation is also possible.
Similar to the pearlite range, in the bainite temperature range, the precipitation of undercooled austenite starts after a certain incubation period. Resemblance of the bainite and pearlite transformation kinetics consists not only in the presence of an incubation period but also in the character of the volume increase during isothermal soaking which is the fraction of the transformed volume of austenite increases first with acceleration and then with deceleration. At the same time, as in the case of the martensite transformation, retained austenite does not disappear completely during the bainite transformation. Every point in the bainite finish curve corresponds to certain amount of retained austenite. Similar to the pearlite transformation, the bainite transformation can take place both during isothermal soaking and under continuous cooling. Austenite which has not been transformed over the bainite range turns partially into martensite when the steel is cooled to room temperature. Since the austenite is inhomogeneous with respect to the C content after the bainite transformation, martensite is formed predominantly in C enriched regions.
For the high alloy steel, IT curves can be separated by a temperature interval in which undercooled austenite is highly stable. In this interval, pearlite precipitation does not take place for many hours, while undercooling is inadequate for the bainite transformation. In C steel, the bainite transformation proceeds concurrently with the pearlite transformation. Products of the pearlite transformation dominate at higher temperatures, and those of the bainite transformation at lower temperatures.
During the transformations of austenite on cooling in the martensite range, martensite component in the steel structure appears when the cooling rate achieves a certain value. The minimum cooling rate at which the martensite component is formed is called the lower critical rate of cooling. The rate at which transformations by the pearlite and bainite mechanisms are suppressed completely is referred to as the upper critical rate of cooling (quenching). If the conditions of austenite formation (austenitization temperature and the holding time at this temperature) and the cooling conditions (cooling rate exceeds the upper critical rate) are constant, the location of the martensite start point Ms depends only on the contents of C and alloying elements in the steel.
If the cooling rate is high, the formation rate of separate needles of martensite is also high, and transformation of austenite to martensite begins on reaching Ms-temperature. It continues on subsequent cooling to lower temperatures. As the temperature of the quenching medium is lowered, the amount of formed martensite increases first quickly and then slowly. With an increase in the quenching heating temperature (austenitization temperature), the transformation also shifts toward lower temperatures as more of the alloying elements are taken into solution. A certain amount of martensite can be formed during isothermal holding, but it is not high in C steels. Retained austenite is stabilized during isothermal holding. As a result, more martensite is formed during subsequent cooling. Formation of martensite stops at the point Mf. There is a relationship between some factors which influence the stabilization of martensite. The effect of stabilization increases with the amount of martensite in the structure or, the amount of martensite being equal, with temperature.
There is a close link between the CCT and IT diagrams. When resolving practical issues involved in heat treatment of steel, it is sometimes necessary to know how the continuous cooling rate affects the structure formed as a result of austenite transformation. For this, there have been efforts to establish the relationship between the transformation kinetics of austenite under isothermal conditions and under continuous cooling conditions. The efforts have started from the concept of additivity of the transformation processes at different temperatures. It has been presumed that holding of undercooled austenite at a preset temperature is part of the incubation period. However, it has been found, that calculated and experimental data coincide satisfactorily only if the pearlite transformation is continuous.
If the pearlite transformation is preceded by precipitation of eutectoid pearlite or the pearlite and bainite transformations occur concurrently, calculated data are at a discrepancy with the experimental data. It has been found that the discrepancy is due to the factors namely (i) holding of austenite during the time accounting for fractions of the incubation period causes acceleration of the subsequent intermediate transformation at the expense of preparatory processes, (ii) precipitation of hypo-eutectoid ferrite alters the austenite composition which delays the subsequent intermediate transformation, (iii) partial transformation of austenite over the intermediate range reduces the rate of the said trans formation at lower temperatures and facilitates an increase in retained austenite which is due to a redistribution of C and enrichment of the non-transformed part of austenite in carbon, and (iv) a change in the cooling rate over the martensite range affects stabilization of austenite in different ways.
For the above reason, special methods of constructing thermo-kinetic transformation diagrams of austenite subject to continuous cooling have been elaborated for non-eutectoid steels. From these diagrams it is possible to determine the critical rate of quenching cooling or continuous cooling which is necessary to complete a particular stage of austenite precipitation.
It has been seen that the CCT diagram is a function of the bar diameter. When steel is subjected to martensitic hardening, it is required to be cooled from the quenching temperature so that on undercooling to a temperature below the Ms point austenite has no time to precipitate and form a ferrite-carbide mixture. For achieving this, the cooling rate is to be less than the critical value. The critical cooling rate is the minimum rate at which austenite does not precipitate to a ferrite-carbide mixture. Of course, the cooling rate of steel products is non-uniform over their cross section. It can be higher than the critical rate on the surface and lower than the critical rate at the centre.
The critical cooling rate at different points of a product can be directly determined from an IT diagram. In the first approximation, it is given by the slope of the tangent to the C curve which denotes the austenite precipitation onset. This method gives a value which is around 1.5 times the true critical rate. The cooling rate can be determined more accurately if thermo-kinetic diagrams are used. Intercepts of the cooling curves with the lines of the thermo-kinetic diagrams show the start and finish temperatures of the corresponding transformation.
From the transformation diagram, it is possible to determine, for example, the rate which provides 40 % martensite in the structure or the rates at which the entire transformation occurs in the pearlite range, i.e., hardening is omitted altogether. Because the data on the critical hardening rate depend on cooling time and is to be associated with a specific temperature (at which direct measurements of the hardening rate are practically impossible), it is proper to specify the cooling time for a specific interval of temperature, for example, from the point A3 to 500 deg C. Point A3 in the diagram is the time reference. Then it is possible to directly determine the critical cooling time K (Km for fully martensitic hardening, Kf for initial appearance of ferrite, and Kp for full transformation in the pearlite range).
Since the cooling time and the progress of the subsequent cooling of the sample during end-face hardening are known, the outcome of hardening can be determined from the transformation diagram. It is to be remembered that a transformation diagram is valid only for particular conditions of melting and homogenization. Deviations in the composition or grain dimensions cause changes in the trend of thermodynamic curves. This is explained by the fact that an increase in the homogenization temperature and time and, consequently, enlargement of the grains enhance the stability of austenite. Conversely, refinement of grains lowers the critical cooling rate, since stability of austenite decreases with an increase in the extent of grain boundaries.
Hardenability
The depth of the hardened zone is termed hardenability. This is one of the most important characteristics of steel. Since the cooling rate is non-uniform along the cross section of a sample, austenite can pass into martensite in surface layers only, while at the centre of the sample austenite undergoes the pearlite transformation. In the first place, hardenability depends on the critical cooling rate. An examination of the temperature curves plotted for different areas of the sample shows that the cooling rate of the core of a large diameter product is lower than the critical value and hence the core is not martensitically hardened. Martensite is present in the surface layer only.
After hardening treatment, a bulky part with a large cross section can show the entire range of structures such as a smooth transition from martensite near the surface through troostite-martensite and troostite to pearlite at the centre. The geometry of samples can influence the character of the cooling curves. However, given the same surface-to-volume ratio, the curves coincide in general. The highest changes in the cooling rate are experienced by the diameter of samples.
Considering the above, for achieving a through hardening of bulky products or full martensitic hardening to the core of a product, it is essential to provide the critical hardening rate along the entire cross section of the product. IT and CCT diagrams can be used to determine this rate. The diagrams are usually plotted for different grades of steel, taking into account the progress of cooling in different sections and in different hardening media.
The hardenability of steels depends on the steel composition, specifically on the C content. In the steel hardenability diagrams, the hardenability of each grade of steel is normally presented as a hardenability band. These diagrams have been plotted for almost all existing grades of steel. They show how to achieve hardening of a product made of particular steel.
Hardenability of steel is also categorized by IT curves. The more the curve is shifted to the right along the X-axis, the greater is the hardenability of the steel. This is explained by the fact that the rightward shift of the IT curve is due to better stability of austenite.
An improvement in the stability of undercooled austenite and hence an increase in the critical hardening rate lead to a greater depth of hardening. Then hardenability depends on all the factors which improve the stability of undercooled austenite. As an example, the stability of austenite can be raised by alloying steel with chromium and tungsten. These elements lower the austenite precipitation rate and can make steel an air-hardening one. Steel with a normal content of impurities is hardened to strength ten times that of a pure Fe-C alloy.
Elevation of the hardening temperature favours an increase in the hardening depth due to the homogenization of austenite and enlargement of austenite grains. Refinement of grains impairs hardenability as grain boundaries affect the stability of austenite. The hardening depth also depends on the hardening medium used. The greater is the intensity of cooling, the greater is the depth of hardening. Besides, the hardening depth depends on the cross-sectional diameter of the products. The critical diameter is that of the greatest cross section which lends itself to through hardening in a given hardening medium. The critical diameter is different for different hardening media and characterizes the hardenability provided by a particular method only.
Hardenability has an effect on the mechanical properties of steel. In the case of through hardening, the properties do not differ along the cross section of a product. Otherwise they decrease from the surface to the centre. The analysis of the influence of hardenability on the properties of steels which have been tempered after hardening shows that a high temperature favours equalization of hardness along the cross section. However, the structure of weakly hardenable steels remains inhomogeneous. This is due to a grain structure appearing on the surface, where martensite is formed during quenching, while a lamellar structure remains at the centre. A grain structure is present along the entire cross section of through-hardening steel. This determines the character of changes in the properties of steels with different hardenability. The properties which are independent of the Fe3C form (YS, specific elongation, impact strength) differ.
The properties of tempered steels (fracture stress, YS, impact strength, reduction in area) are impaired if ferrite precipitates during quenching. The mechanical properties of a product depend on its cross-sectional area. To obtain the best mechanical properties in the tempered state, a grain structure is required to be provided along the entire cross section; i.e., through hardenability is to be ensured in the quenched state.
Grain size
It is necessary to know the material structure while analyzing any processes or properties associated with grain boundaries. Most of the steel materials have polycrystalline structure and they comprise a set of grains separated by boundaries. The grain boundary is one of the basic structural elements in polycrystalline steel materials. The grain boundary represents an interface between two differently oriented crystals. This is the region of crystal imperfection. It is capable of moving and adsorbing impurities. The boundary has a high diffusive permeability.
In polycrystalline steel materials, the boundaries determine the kinetics of many processes. For example, movement of grain boundaries controls the process of recrystallization. A high diffusive permeability of grain boundaries determines the kinetics of diffusion-dependent processes at moderate temperatures. Embrittlement of steel material is connected with enrichment of grain boundaries in impurities.
Grain boundaries are normally divided into two large groups namely (i) low angle boundaries, and (ii) large angle boundaries. Low angle boundaries are sub-grain boundaries with an angle of less than 10 degrees. They represent networks or walls of dislocations. The structure of large angle boundaries is much more complicated. The progress in understanding the structure of grain boundaries is connected with elaboration of the models describing the observed microscopic properties of the boundaries.
Grain size determination
The size of the grain that is formed under a given treatment is determined from micro-sections after their etching. For C and alloyed steels the reagent used is 1ml to 5 ml HNO3 +100 ml ethyl or methyl alcohol. Austenitic steel is etched in a copper sulphate-chloride solution containing 10 grams copper sulphate, 50 ml hydrochloric acid, and 50 ml water. When C and low alloy steels are etched, the reagents turn pearlite dark and make visible the ferrite grain boundaries, the martensite structure, and tempering products. The etching rate rises with the amount of nitric acid. The etching time is from several seconds to a minute. Etching of austenitic steel reveals the austenite structure and the austenite grain boundaries.
Carburization is also used to establish the austenite grain boundaries. In this case, samples are heated to 930 deg C in a carburizing medium (e.g., a mixture of 40 % BaCO3 and 60 % charcoal), cooled, and etched.
In addition, an oxidation method is used according to which micro-sections are heated in vacuum to a temperature 20 deg C to 30 deg C higher than the quenching temperature and are soaked for 3 hours. Subsequently air is fed to the furnace for 30seconds to 60 seconds, and the samples are cooled in water. Before quenching it is desired to heat samples in borax melt at 930 deg C to 950 deg C for 30 seconds to 40 seconds and then cool them in water. After these treatments micro-sections are polished and etched in a 15 % solution of hydrochloric acid in ethyl alcohol. Grain boundaries are seen as the oxide network.
Apart from this, use is made of the method of etching austenite grain boundaries, the method of the network of ferrite (for steels with a C content of up to 0.6 %) or Fe3C (for hypereutectoid steels), and the method of the pearlite network for steels which are closer in composition to eutectoid steels.
The grain size is determined by comparing the observed microstructure at a 100x magnification with standard scales (the scales are elaborated so that at a magnification of 100x the grain number N corresponds to the formula ‘n =8 X 2 to the power n’, with n the number of grains per sq mm of the micro-section area) or by counting the number of grains per unit area of the micro-section, or by calculating the mean nominal diameter of the grains or their number per cubic millimeter.
The austenite grain boundary structure which is produced on heating above the critical points is important since the austenite transformation products formed during cooling (martensite and pearlite etc.) appear inside austenite crystals. A coarse austenite grain determines a coarse plate structure of martensite during quenching or a coarse cellular network of ferrite (cementite) precipitates at the boundary of the initial austenite grains during annealing or normalization. The pearlite structure is also the coarser and the larger is the pearlite grain.
As is known, a coarse grain structure of steel (ferrite-pearlite, martensite, etc.) is characterized by lower mechanical properties. For this reason a fine-grain structure of steel is desirable in practice.
Grain size refinement
It is possible to refine a coarse-grained structure and this is widely used in the heat treatment of steel. The grain refinement, which takes place on heating steels above the Ac3 temperature, is related to a transition to the austenite state through nucleation of numerous centres of the austenite phase. Development of these centres leads to formation of a relatively fine grained structure. Above Ac3 temperature, the cross sectional size of the grain is 10 mm -30 mm. Initially the grain size is independent of the grain of the starting structure. It can be very fine irrespective of whether the starting structure of the steel is fine or coarse. A fine grain structure of the restored austenite provides a fine grain structure of cooled steel irrespective of the structural components (pearlite, bainite, or martensite) which are formed. This is due to the fact that all the transformation products nucleate within each separate grain of austenite.
Excess phases (ferrite in hypo-eutectoid steel and Fe3C in hyper-eutectoid steel) precipitate at boundaries of small austenite grains, and the pearlite transformation is accompanied by the appearance of smaller pearlite colonies. Fine austenite grains determine the formation of fine-needle martensite. This underlies the grain refinement effect which is associated with heating above Ac3 temperature. Heating the steel above Ac3 temperature during full annealing, normalization, or quenching is followed by recrystallization. With an initially coarse grain structure, recrystallization results in refinement of grains at a heating temperature corresponding to Ac3 temperature.
If the heating temperature is much higher than Ac3 temperature, then the grain is enlarged again, and the expected correction of the structure during the gamma to alpha transformation does not take place. Refinement of crystallites is especially pronounced when transformation to the austenite state starts in many centres inside the initial structure. The formed centres are to have a random orientation, which is not connected with the orientation of the alpha phase in the initial structure. Normally such centres are sufficiently large in number so that the grain size does not exceed 15 mm to 30 mm. During pearlite precipitation of austenite, breaking of an austenite grain into pearlite colonies, each of which can be considered an independent grain, also represents refinement of steel.
Strengthening mechanism in steel
There are four strengthening mechanisms in steel namely (i) solid solution strengthening, (ii) grain size refinement, (iii) dispersion strengthening, and (iv) work hardening.
Solid solution strengthening is a phenomenon which occurs when the number of impurity atoms in the lattice of the basic element is so small that they are incapable of forming both stable and metastable precipitation phases under any heat treatment conditions. However the impurity atoms favour improvement of the mechanical properties. The presence of impurity atoms in the matrix lattice leads to distortion of the lattice because of the difference in size between the atomic radii of the impurity and the basic component. This in turn leads to the appearance of elastic deformation fields, which retard movement of dislocations in slip planes under the action of applied stresses. In addition, the impurity atoms can obstruct movement of dislocations by forming impurity atmospheres around them. Both of the above factors play a leading role in solid solution strengthening.
Carbon which is statistically uniformly distributed in the lattice of the alpha iron has an influence on the structure and properties of alpha iron. Solubility of C in alpha iron is much lower than in the gamma iron. It forms interstitial solid solutions with both types of irons. However, whereas the gamma iron lattice has sufficiently large pores for implantation of C atoms, the cubic lattice of the alpha iron suffers. Upon introduction of C atoms, a tetragonal distortion takes place which is similar to the one of the martensite lattice except that in the former case the distortion is much smaller. In addition, inserting of C atoms causes the entire lattice of the alpha iron to somewhat expand. Hence, C affects the properties of the alpha phase. Actually, there is a dependence of the YS on the C concentration in the solid alpha solution. The influence which C exerts on plastic deformation resistance of the alpha phase is due to its strong interaction with dislocations as well as pinning of the dislocations and elastic deformations arising as a result of the tetragonal distortion of the alpha phase lattice after insertion of C atoms.
The presence of C in lattices of different structural components formed during thermal treatment of steel also leads to changes in their mechanical properties. As an example, the location of inserted C atoms primarily in one of the sub-lattices of interstitial sites during the martensite formation brings about additional tetragonal distortions of the martensite crystal lattice. This enhances plastic deformation resistance owing to the interaction between the stress fields around C atoms and those at dislocations. The influence of C dissolved in the alpha phase on the mechanical properties of steel is also witnessed in the case of the ferrite – pearlite transformation. The dissolution of part of the C in the alpha phase suggests that the solid solution strengthening of the phase is one of the factors providing the high strength properties of intermediate transformation products.
Grain size refinement of steel has a strengthening effect on steel. Impact strength is especially sensitive to the austenite grain size, and it decreases with grain enlargement. A decrease in the dimensions of pearlite colonies inside the initial austenite grain also favours a rise in impact strength.
Although the grain size has a considerable effect on impact strength, its influence is small if any on the individual mechanical properties such as hardness, fracture stress, YS, and specific elongation. Only the actual grain size affects steel properties, the inherited size has no effect. However, the technological process of heat treatment is determined by the inherited grain.
In the steels, precipitation of supersaturated solid solutions formed during quenching is followed by precipitation of disperse particles enriched in atoms of the alloying components. The strength (hardness) of the steels increases with the precipitation of these particles. The increment in the value of these characteristics increases as the dispersion and volume fraction of the particles increase. This phenomenon has been referred to as dispersion strengthening.
Precipitation of supersaturated solid solutions takes place during the heating (aging) of quenched steels. The strengthening is due to an increase in resistance to the movement of dislocations in a crystal when obstacles (barriers) of any type are formed. In aging steels, dislocations meet regions which retard their movement. The character of interaction between moving dislocations and precipitates of the second phase can be different depending on the phase morphology and structure. The total effect of aging on the strength properties of steels is determined by (i) the strength of the precipitates formed, (ii) the volume fraction of precipitates, (iii) the degree of precipitate dispersion, (iv) morphology, structure, and type of binding with the matrix, and (v) temperature.
When a solid solution of C in alpha Fe is cooled below A1 temperature, C precipitates as Fe3C with lowering of the C solubility and a decrease in temperature. This process takes place under sufficiently slow cooling, which is accompanied by diffusion processes, leading to the formation of cementite. In the case of abrupt cooling (water quenching) C has no time to precipitate. A super-saturated alpha solid solution appears. During subsequent storage at room temperature (natural aging) C tends to precipitate from the solid solution. Carbon enriched regions appear primarily in defective sections of the matrix. Precipitation of C from a supersaturated solid solution during natural aging results in an improvement of its strength properties and hardness. However, plastic properties such as reduction in area, specific elongation, and impact strength are deteriorated and the phenomenon of dispersion strengthening is seen.
As the heating temperature is increased (artificial aging), dispersion strengthening accelerates. This is due to the intensification of diffusion processes with an increase in temperature. The total process of C precipitation from the super-saturated solid solution in alpha Fe comprises several successive processes. Mechanical properties and hardness are not sensitive to structural changes which take place during the aging of the steels. Sharp changes in properties indicate alterations in the structural state of the steel.
A maximum change in mechanical properties during precipitation is achieved only if excess crystals in a highly disperse state precipitate. Subsequent coagulation of the crystals leads to degradation of the properties.
The influence of different solubilities of C in alpha Fe on the properties of the steel (dispersion strengthening) during low temperature aging is prominent in low C steels. In steels containing C higher than 0.4 %, the above effects are not noticed due to the influence of Fe3C particles formed during the pearlite transformation. Besides, nucleation of the precipitating phase can be inhibited owing to migration of C to the Fe3C-ferrite interfaces. As a result, the amount of C concentration at lattice defects decreases.
Cold plastic deformation greatly accelerates precipitation of a supersaturated solid solution. This is due to an increase in the density of dislocations, which are preferable sites of heterogeneous nucleation of precipitates as well as to an increase in the concentration of vacancies, which facilitates the diffusion of C to clusters. Mechanical properties change during aging after cold working in the same way as after quenching, that is, the YS, the fracture stress, and hardness are altered. With an increase in aging time, specific elongation and reduction in area decrease and the tendency to brittle fracture is enhanced. The rate of change is higher than in quenched steel. Also, the nature of the changes is different. Whereas in the case of aging after quenching, hardness reaches a maximum and then drops, after cold working hardness does not decrease with the aging time. As the aging temperature is raised, the maximum hardness of quenched steel lowers, while after cold working hardness is independent of the aging temperature. This is explained by the fact that a considerable amount of C is concentrated near dislocations. Few, if any, clusters nucleate in the matrix homogeneously. Consequently, clusters cannot grow at the expense of other clusters, i.e., they cannot coagulate.
An important method used to strengthen steels is deformation strengthening. Strengthening achieved with crystal deformation can be judged from the shape of stress-strain curves. The actual shape of these curves largely depends on the crystal lattice type of the metal, its purity, and thermal treatment.
In the case of cubic lattice steels, strengthening curves are parabolic, whereas for hexagonal lattice metals a nearly linear dependence is observed between the stress and the strain. This fact suggests that plastic deformation strengthening is determined mainly by the interaction of dislocations and is associated with the structural changes which retard the movement of dislocations. Metals with a hexagonal lattice are less prone to deformation strengthening than cubic lattice steels because the hexagonal lattice has fewer easy slip systems. In cubic lattice steels, the slip proceeds in several intersecting planes and directions.
There are three stages during the work hardening. The first stage is due to the easy slip. It depends on the orientation of the crystal relative to external forces and on the presence of impurities. This stage is characterized by a linear dependence of strain stresses on the strain at a small work hardening rate. Dislocations usually slip in primary systems.
In the second stage the work hardening rate is much higher than the first stage. Dislocations move in intersecting slip planes and, on colliding, form additional obstacles to their movement. This state is most extensive in the stress-strain curve. The ratio between the work hardening rate and the shear modulus (or any other elastic constant) is almost independent of the applied stress and temperature. It depends little on the crystal orientation and presence of impurities.
In the third stage changes are possible in the distribution of dislocations. They can either get around obstacles which retard their movement at the second stage or interact with dislocations. As a result, the work hardening rate is lower compared to which is observed during the second stage. At this stage, a partial relaxation of stresses can occur owing to the appearance of the secondary slip system. The reduction of distortion can have the result that deformation continues in the primary system, which gets rid of a certain number of dislocations passing to the system. A characteristic feature of deformation in the third stage is the development of a cross-slip representing the main mechanism by which dislocations bypass the obstacles formed in the second stage.
Heat treatment processes for steels
There are three basic processes for the heat treatment of steels. These are (i) annealing, (ii) quenching, and (iii) tempering.
Annealing
Annealing process of steels has different methods namely (i) diffusion annealing, (ii) softening, (iii) phase recrystallization annealing or full annealing (normalization, high temperature or coarse grain annealing, and pearlitization), and (iv) stress relief annealing and recrystallization annealing.
The objective of diffusion annealing is to eliminate, as far as possible, in-homogeneities in the chemical composition, in particular liquation in-homogeneities, which occur during crystallization of steels. This annealing is usually carried out in the range of the gamma solid solution at a temperature of 1100 deg C to 1300 deg C. Diffusion annealing can be used primarily to smoothen out a difference in the content of alloying elements, the difference being due to the inter-crystal liquation. This shows up as smearing of dendrites with an increase in temperature and heating time. Differences in micro-hardness are removed simultaneously. The overall hardness of the steel decreases since liquation regions possessing high hardness is removed. Some average hardness is attained. The success of diffusion annealing largely depends on the steel purity and liquation. This type of annealing is generally used to improve properties of medium purity steels.
Softening is used to produce the structure of globular pearlite. This structure is very soft and readily lends itself to deformation during drawing and cold rolling etc. Steels with a low C content become too soft after this annealing treatment. The globular pearlite structure is favourable in steels with a C concentration of more than 0.5 %. Another goal of softening is to produce a uniform fine structure with finely dispersed C after quenching. The simplest method of softening consists in holding for many hours at a temperature slightly above Ac1 temperature. In this case, martensite which is left from the previous treatment is removed and the work hardening caused by cold working is eliminated. Cooling after softening can be done in air starting from 600 deg C. Refinement of the structure subjected to softening is achieved only above the point A1 temperature.
Phase recrystallization annealing consists of a twofold gamma to alpha transformation, which takes place during this annealing. It leads to the appearance of a fine grained uniform structure differing completely from the initial structure. Refinement of the grain during normalization results in the disappearance of the Widmanstätten and coarse grained cast structures, which have poor mechanical properties. Inhomogeneity of the structure in the work hardened state is removed. The closer the annealing temperature is to Ac3 temperature and the shorter the holding time at this temperature, the finer is the grain. Refinement of the grain structure is also facilitated if the heating rate to the annealing temperature and the cooling rate from this temperature are increased.
In the case of normalization, cooling is done in air. Here it is important to allow for different rates of cooling along the cross section of large sized products. The arising thermal stresses are removed by stress relief annealing or high temperature tempering. To obtain a fine grained structure, rapid cooling is done only over the transformation temperature interval. The normalization heating temperature is not to be much higher than the transformation point, or else the grain may be too coarse (overheating). An excessively long holding time also have the same result. The optimal heating temperature is determined by the C content.
Stress relief annealing and recrystallization annealing removes macroscopic stresses which are present in cold worked steels due to the dislocation pile ups and crystal lattice distortions. Normally these stresses are very high. Changes in properties which occur during the cold working can be rectified during subsequent heating. The greater is the degree of cold working, the lower is the heating temperature. Depending on the temperature and time of annealing, various structural changes take place in a cold worked material. The changes are divided into recovery and recrystallization processes.
Recovery is a totality of any spontaneous process of variation in the density and distribution of defects before the onset of recrystallization. If recovery proceeds without the formation and migration of sub-grain boundaries inside the recrystallized grains, it is called restoring. If sub-grain boundaries are formed and migrate inside the crystallites, recovery is referred to as polygonization.
Restoring does not include an incubation period. Properties start changing right at the beginning of annealing. Restoring is accompanied by a redistribution of point defects whose concentration decreases subsequently from excess concentration to the equilibrium concentration. Simultaneously, dislocations are redistributed and unlike-sign dislocations are annihilated.
The structure of steel starts changing drastically from a certain annealing temperature. New rather equilibrium grains are seen along with extended cold worked grains. They differ from the grains of the deformed matrix by having a more perfect internal structure. As distinct from the polygonized structure, recrystallized grains are separated from the matrix with large angle boundaries.
The formation and growth of grains with a more perfect structure which are surrounded by large angle boundaries at the expense of initially cold worked grains of the same phase is called primary recrystallization. Recrystallization begins with an incubation period. The recrystallization rate increases initially from zero to a maximum and then decreases due to an ever rising number of new grains in contact with one another.
Inclusions of insoluble impurities (carbides, nitrides) lower the tendency to growth of recrystallized grains. This is especially important in the case of ferritic steels, which are prone to grain growth. Another phase can precipitate during recrystallization in alloy steels which are subjected to a strong cold working.
Sometimes the intensive growth of individual crystals can be seen after a strong deformation and long holding (for several days) at temperatures close to the melting point. This phenomenon is called secondary or collective recrystallization.
Quenching
Quenching is the strengthening treatment. It consists of cooling from the temperature range of the solid solution at such a rate that transformation in the primary and bainite ranges are suppressed and martensite is formed. In this state, steel has the property of the highest hardness. There is a distinction between (i) normal quenching, which is used mainly for treatment of medium C and high C steels, and (ii) quenching after a thermo-chemical treatment (carburization, high temperature cyaniding etc.), which is used for low C steels.
In case of normal quenching for providing a required cooling rate during quenching, different cooling media and methods are used. Water, oil, or air can serve as the cooling medium. Many alloy steels, which have a high stability of austenite, are subjected to step quenching. With this method of quenching, the temperature drop is less than in the case of direct cooling to room temperature and consequently quenching stresses are less.
Some quantity of austenite is retained during quenching even in steels with a relatively small C content. For this reason it is impossible to impart the maximum hardness to a product. Since austenite is stable at room temperature and passes to martensite at lower temperatures, steels are being given a subzero treatment. Under this treatment quenching is continued and steels with a high content of retained austenite are immersed in liquid nitrogen (N2) or quenching mixtures whose temperature is below 0 deg C.
For surface quenching (if it is necessary to harden only the surface layer to a preset depth), special quenching heating schedules are used. The surface of the steel is fully heated, while the core is cold and remains unquenched on subsequent fast cooling. The selection of steel for surface quenching is governed by the sensitivity of the steel to quick heating and cooling. For this reason the C concentration is limited to 0.7 % to prevent cracking of the steel.
Among the quenching defects, the main defects are excessive holding and overheating. They show up as enlargement of martensite needles and coarse grain fracture. This leads to a high brittleness of quenched steel and the formation of cracks. Cracks are frequently formed at the boundaries of initial austenite grains. A low quenching temperature or too short a holding time at the given temperature causes incomplete quenching. In this case, the quenched steel is insufficiently hard.
Carburization is the thermo-chemical treatment which is associated with surface saturation of steel with C and N2. These elements quickly dissolve in Fe by the interstitial method and are capable of rapid diffusion to a considerable depth. Low C steels are subject to carburization. Carburization is usually carried out at 900 deg C to 950 deg C. Gas carburization is used mostly, under which steel is heated in the atmosphere generated from a gas which contains predominantly methane (CH4) or from liquid hydrocarbons (kerosene and gasoline etc.). Carburization is aimed at enrichment of the surface layer with carbon. The required strengthening of the surface layer is achieved by quenching, which is done after the carburization. The specific volume of the quenched carburized layer is higher than the specific volume of the core, and hence considerable compression stresses arise in the layer. This improves the fatigue strength of the steels.
Cyaniding consists of the saturation of the surface of steels with C and N2 in a cyanide-containing salt bath. The C-N2 ratio in the diffusion layer is controlled by changing the medium’s composition and the processing temperature. Advantages of cyaniding over carburization consist in a shorter processing time and improvement in the wear and corrosion resistance (owing to the presence of N2 in the surface layer).
Tempering
The main purpose of tempering is to provide a disperse structure at a preset degree of cooling. In the case of low C steels, quenching serves as tempering even if the steel is not subjected to high temperature tempering it has a high viscosity and a relatively high strength.
When some of the steels are quenched in oil, a structure is formed even during transformation in the bainite range which is more disperse than the one formed after cooling in air. But the most disperse distribution of carbides and the most favorable properties are obtained after martensite tempering. The structure dispersion has the highest effect on the YS. An improvement of the fracture stress and YS and an increase in the fracture stress -YS ratio can be taken as a measure of the tempering efficiency. The tempering efficiency depends on the cross-sectional area and on the content of C and alloying elements in the steels.
Although to achieve a thorough quenching the critical quenching rate has to be exceeded over the entire cross section, full tempering does not require this procedure. As an example, in quenched steel which has martensite in the surface zone and pearlite in the core, the hardness of the core can sometimes be higher than that of the surface zone after tempering. This is particularly the case during a short tempering when precipitation of carbides from martensite proceeds faster than the coagulation of pearlite plates.
Tempering of hypo-eutectoid steels which do not contain free ferrite gives a uniform improved structure. In the presence of ferrite precipitates, the fracture stress-YS ratio decreases and the impact strength is lesser than in the surface zone. Hence, in selecting the content of C and alloying elements and particular conditions of austenitization and cooling, the size of the steel product to be tempered is required to be considered. For tempering to give adequate properties, it is often enough to suppress the formation of ferrite during continuous cooling. Only when a very high fracture stress is required an abrupt cooling is used for tempering. In this case, susceptibility to full tempering can be improved by raising the quenching temperature and thus enlarging the austenitic grain size.
Herstellungsprozess
- Wärmebehandlung von präzisionsgefertigten Teilen
- Vorteile der Vakuumwärmebehandlung in Stempeln und Matrizen
- Die Bedeutung einer effektiven Wärmebehandlung für Stempel, Matrizen, Klingen und Werkzeugstähle
- Die Prinzipien für erfolgreiches Stanzen
- Die Grundprinzipien des Flachschleifens
- Das perfekte Wärmepumpen-Warmwasser
- Lösungsglühen, Glühen, Nitrieren verstehen
- Wärmebehandlungsprozess von Stahl
- 3 Stufen des Wärmebehandlungsprozesses
- Wärmebehandlung von Aluminium und Aluminiumlegierungen