


Herstellung und Eigenschaften von hochfesten Bewehrungsstäben
Herstellung und Eigenschaften von hochfesten Bewehrungsstäben
In den letzten Jahrzehnten wurden im Stahlbetonbau für die meisten Balken, Träger und Säulen im Allgemeinen Bewehrungsstäbe mit einer Streckgrenze von 415 MPa (415 N/mm²) und weniger häufig Bewehrungsstäbe mit einer Streckgrenze von 500 MPa für Stützen verwendet sind nicht Teil eines speziellen Momentenwiderstandsrahmens. Gegenwärtig ersetzen jedoch hochfeste Bewehrungsstäbe früher verwendete Bewehrungsstäbe mit einer Streckgrenze von 415 MPa für den Bau von Hochhäusern und Bauwerken aus Beton, insbesondere in Gebieten mit hohem seismischen Risiko. Dies geschieht, um den Erdbebenkräften zu widerstehen. Hochfester Bewehrungsstab wird normalerweise als Bewehrungsstab definiert, der einen YS von 500 MPa oder mehr hat. In Japan werden derzeit Bewehrungsstäbe mit einer Streckgrenze von bis zu 690 MPa in Gebäuden verwendet, die Erdbebenkräften standhalten sollen.
Eine Reihe von Studien wurde durchgeführt, um die Verwendung von Bewehrungsstäben mit höheren Festigkeiten für Balken, Träger und Säulen zu bewerten, die Nutz- und Eigenlasten tragen. Diese Studien haben gezeigt, dass es einen zunehmenden Bedarf an Bewehrungsstäben mit höherer Festigkeit in seismischen und nicht-seismischen Anwendungen gibt. Die Verwendung von hochfesten Bewehrungsstäben im Betonbau bietet viele potenzielle Vorteile. Dazu gehören Kosteneinsparungen, kürzere Bauzeiten und weniger Staus bei der Bewehrung.
In den USA entwickeln derzeit Stahlhersteller Bewehrungsstäbe mit YS-Festigkeiten von bis zu 830 MPa und mit unterschiedlichen mechanischen und chemischen Eigenschaften. Die neuen hochfesten Bewehrungsstäbe werden mit unterschiedlichen Fertigungsverfahren hergestellt. Allerdings ist keiner der hochfesten Bewehrungsstäbe in der Lage, die mechanischen Benchmark-Eigenschaften von Bewehrungsstäben der Güteklasse 415 MPa zu erreichen. Jede der hochfesten Varianten unterscheidet sich auf unterschiedliche Weise vom Benchmark-Verhalten. Es besteht die Sorge, dass die weniger duktilen hochfesten Bewehrungsstäbe an den Biegungen brechen können und größere Biegedurchmesser erfordern können.
In Japan wurde ein 5-Jahres-Projekt unter dem Codenamen „New RC“-Projekt aufgenommen, das 1993 endete. Eine der Aufgaben dieses Projekts bestand darin, einen Standard für hochfeste Bewehrungsstäbe zur Verwendung in Gebäuden in erdbebengefährdeten Gebieten festzulegen. Ein Vergleich dieser Norm mit einigen anderen Normen für hochfeste Bewehrungsstäbe ist in Tab. 1 angegeben.
| Tab 1 Vergleich einiger Normen für hochfeste Bewehrungsstäbe | ||||
| Sl. Nr. | Land | Standard | Streckgrenze in MPa | Bemerkungen |
| 1 | Japan | Neues RC-Projekt 1993 | 980 | Umfasst auch 1275-MPa-Güte, jedoch nur für Querbewehrungsanwendungen |
| 2 | USA | ASTM 1035-14 | 830 | Hohe Streckgrenze durch Kontrolle der Mikrostruktur |
| 3 | Indien | IS 1786 – 2008 | 650 | Mikrolegierter Stahl mit einem maximalen CE von 0,53 |
| 4 | Russland | GOST 10884-94 | 1200 | Hohe Streckgrenze durch Siliziumzugabe bis 2,3 % |
| 5 | Korea | KS D3504-11 | 700 | CE-Anstieg auf bis zu 0,63 erlaubt |
| 6 | Ukraine | DSTU 3760-06 | 1000 | |
| 7 | Großbritannien | BS 6744-01 + A2:09 | 650 | Edelstahlbewehrung |
| 8 | China | GB 1499.2 -07 | 500 | CE 0,55 maximal |
| Hinweis:Kohlenstoffäquivalent CE =C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/15 | ||||
Herstellung von hochfesten Bewehrungsstäben
Zur Herstellung von hochfesten Bewehrungsstäben werden üblicherweise drei Verfahren eingesetzt. Diese sind (i) Kaltumformung, (ii) Zugabe von Legierungselementen in die Stahlzusammensetzung und (iii) Abschrecken und Anlassen des Stahls während seines Walzens. Hochfeste Bewehrungsstäbe, die durch Abschrecken und Anlassen hergestellt werden, zeigen typischerweise ein relativ niedriges Verhältnis von Zugfestigkeit zu Streckgrenze und relativ hohe Dehnungen beim Bruch. Durch Mikrolegieren hergestellte hochfeste Bewehrungsstäbe haben ein relativ hohes Verhältnis von Zugfestigkeit zu Streckgrenze und relativ hohe Bruchdehnungen. Diese Methoden sind in Abb. 1 dargestellt und unten beschrieben.
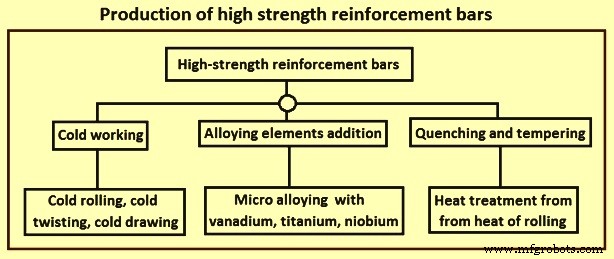
Bild 1 Herstellung von hochfesten Bewehrungsstäben
Kaltbearbeitung – Kaltverformung ist ein altbewährtes Verfahren zur Herstellung hochfester Bewehrungsstäbe. Bei der Kaltbearbeitung des Stahls wird die Stahlverformung durch einen beliebigen Kaltbearbeitungsprozess wie Kaltwalzen, Kaltverdrehen oder Kaltziehen usw. durchgeführt. Dieses Verfahren ermöglicht die Herstellung von hochfesten Bewehrungsstäben aus kohlenstoffarmen und manganhaltigen Stählen sind schweißbar. Bei diesem Verfahren werden die Bewehrungsstäbe nach dem Warmwalzen einer Kaltverfestigung unterzogen. Bei solchen Bewehrungsstäben kann die Streckgrenze erhöht werden, indem das Ausmaß der Dehnung erhöht wird. Die Kaltumformung erfolgt unterhalb der Rekristallisationstemperatur von Stahl. Der Prozess verursacht die Erzeugung von Versetzungen und Bewegungen innerhalb der Kristallstruktur des Stahlmaterials. Eine Versetzung ist ein kristallographischer Defekt oder eine Unregelmäßigkeit innerhalb einer Kristallstruktur. Das Vorhandensein dieser Versetzungen beeinflusst stark die Streckgrenze und Duktilität des Stahlmaterials. Kaltverformung eliminiert ein Fließplateau und härtet den Stahl. Während die Kaltumformung die Streckgrenze verbessert, verringert sie sowohl die Duktilität als auch das Verhältnis von Zugfestigkeit zu Streckspannung. Daher ist es normalerweise kein geeignetes Verfahren zur Herstellung hochfester Bewehrungsstäbe für Bauteile, die Erdbebeneinwirkungen standhalten.
Zugabe von Legierungselementen – Bei diesem Verfahren wird die Streckgrenze des Stahlwerkstoffs durch Veränderung der chemischen Zusammensetzung durch Zugabe von Legierungselementen erhöht, der Kohlenstoff- und Mangangehalt jedoch gering gehalten, um die Schweißeignung des Stahls nicht wesentlich zu beeinträchtigen. Die durch Zugabe der Legierungselemente hergestellten hochfesten Bewehrungsstäbe werden im Walzzustand nach langsamer Abkühlung an Luft eingesetzt. Üblicherweise wird die hohe Festigkeit des Stahlwerkstoffs durch Zugabe geringer Mengen an Titan, Niob oder Vanadium erreicht, was als Mikrolegieren bezeichnet wird. Mikrolegieren ist ein Verfahren, bei dem geringe Mengen an Legierungselementen eingebracht werden, um die gewünschten Eigenschaften in den Bewehrungsstäben zu erzielen. Das Mikrolegieren kann eine deutliche Streckgrenze und ein Verhältnis von Zugfestigkeit/Streckgrenze erzeugen, das größer ist als das von abgeschreckten und angelassenen Stahlbewehrungsstäben (in der Größenordnung von 1,25 für Bewehrungsstäbe der Güteklasse 690 MPa).
Beim Mikrolegieren werden intermetallische Karbide gebildet, die eine Feinkornverfestigung und Ausscheidungshärtung bewirken. Die Feinkornverfestigung entsteht durch das Verstiften von flächigen Fehlstellen (Korngrenzen) während der thermomechanischen Bearbeitung (Walzen), wodurch eine sehr feine Korngröße in den Stahlbewehrungsstäben entsteht. Im Allgemeinen gilt:Je feiner die Korngröße, desto höher ist die Fließspannung. Diese Beziehung ist als Hall-Petch-Effekt bekannt (Hall-Petch-Beziehung sagt die Festigkeit in Materialien, die so hoch ist wie ihre eigene theoretische Festigkeit, indem die Korngröße verringert wird. Tatsächlich nimmt die Materialfestigkeit mit abnehmender Korngröße weiter zu etwa 20 Nanometer bis 30 Nanometer, wo die Stärke ihren Höhepunkt erreicht.). Wenn diese intermetallischen Carbide durch die Ferritkörner dispergiert werden, treten Pinning-Line-Defekte (Versetzungen) auf, die die Fließspannung des Materials weiter erhöhen. Dieser Mechanismus ist als Ausscheidungshärtung bekannt.
Die Mikrolegierung von Titan trägt zur Ausscheidungshärtung bei, aber die starke Tendenz von Titan, sich mit Sauerstoff, Schwefel und Stickstoff zu verbinden, macht es schwierig, die Verfestigungseffekte zu kontrollieren. Die Niob-Mikrolegierung wird häufig in der Stahlblech- und Bandproduktion eingesetzt, bei der die Temperatur am Ende der Produktion relativ niedrig und die Verformung hoch ist. Die Herstellung von Bewehrungsstäben erfordert hohe Walztemperaturen und weniger Verformung, wodurch die Niob-Mikrolegierung für die Herstellung von hochfesten Bewehrungsstäben unwirksam wird.
Vanadium ist eines der am häufigsten verwendeten Legierungselemente zur Erhöhung der Festigkeit der Bewehrungsstäbe. Vanadium- oder Vanadium-Stickstoff-Mikrolegierung wird normalerweise verwendet, um hochfeste Bewehrungsstäbe herzustellen, die schweißbar sind. Die Vanadiumzugabe erhöht die Streckgrenze und die Bruchzähigkeit hauptsächlich aufgrund der Hemmung des Kornwachstums während der Wärmebehandlung und der Ausscheidung von Karbiden und Nitriden. Mikrolegierung nur mit Vanadium führt dazu, dass 35,5 % des Vanadiums Karbid- und Nitridausscheidungen bilden, während 56,3 % des Vanadiums als in der Matrix gelöste Mischkristalle enden, was die Streckgrenze des Bewehrungsstabs nicht verbessert. Die Menge an Vanadium bildenden Ausscheidungen kann durch Zugabe von Stickstoff auf bis zu 70 % erhöht werden. Ein weiterer Vorteil von mikrolegierten Vanadium-Stickstoff-Bewehrungsstäben besteht darin, dass sie die nachteiligen Auswirkungen der Dehnungsalterung auf die Eigenschaften von Stahl eliminieren, da sie den löslichen Stickstoff festhalten. Die Verwendung von Vanadium kann die zum Erreichen höherer Festigkeiten benötigte Kohlenstoffmenge reduzieren und ist daher nützlich, um schweißbare hochfeste Bewehrungsstäbe zu erzielen.
Abschrecken und Anlassen – Abschrecken ist das schnelle Abkühlen von Stahl, der auf die austenitische Phase (bei der festes Stahlmaterial rekristallisiert) erhitzt wurde. Der Prozess des Abschreckens und Anlassens besteht darin, den Stahl unmittelbar nach dem Walzen abzuschrecken und den Bewehrungsstab dann durch die im Kern verbleibende Wärme anzulassen, während er auf dem Kühlbett allmählich abkühlt. Als Ergebnis erzeugt dieses Verfahren Stahl mit mechanischen Eigenschaften, die zwischen seiner inneren Kernschicht und seiner äußeren Hautschicht erheblich variieren, wobei der innere Kern eine geringere Streckgrenze und mehr Duktilität als die äußere Schicht hat. Abschreck- und anlassbehandelte Bewehrungsstäbe behalten ihr Fließplateau, da sie nicht kaltverfestigt wurden und da die chemische Gesamtzusammensetzung nicht verändert wurde. Diese Bewehrungsstäbe können schweißbar sein, wenn ihre Chemie den Anforderungen genügt. Diese Bewehrungsstäbe weisen typischerweise ein geringes Verhältnis von Zugfestigkeit zu Streckgrenze auf (in der Größenordnung von 1,15 für Bewehrungsstäbe der Güteklasse 690 MPa).
Der Stahl wird normalerweise in Wasser abgeschreckt, was zu einem harten und spröden Materialgefüge führt. Anlassen ist das Erhitzen des abgeschreckten Stahls, wodurch die Mikrostruktur modifiziert wird, um die Härte zu verringern und die Duktilität des Materials zu erhöhen.
Der Produktionsprozess von hochfesten Bewehrungsstäben basiert auf der thermomechanischen Bearbeitung. Der thermomechanische Prozess ist ein metallurgischer Prozess, der den plastischen Verformungsprozess mit den thermischen Prozessen wie Wärmebehandlung, Wasserabschreckung, Erwärmung und Abkühlung mit unterschiedlichen Geschwindigkeiten in einem einzigen Prozess kombiniert. Das Verfahren verleiht den Bewehrungsstäben durch die Technik der thermomechanischen Behandlung im Gegensatz zur mechanischen Bearbeitung durch Kaltverformung eine hohe Festigkeit. Die Festigkeit der Bewehrungsstäbe beruht auf der gehärteten Martensit-Außenschicht, während die Duktilität der Bewehrungsstäbe auf der Ferrit-Perlit-Struktur im Kern der Bewehrungsstäbe beruht.
Die thermomechanische Behandlung wandelt die Oberfläche der Bewehrungsstäbe in eine gehärtete Struktur (Martensit) um und anschließend entwickelt sich die Phase durch Abkühlen auf Umgebungstemperatur, damit der heiße Kern die Oberfläche durch Wärmeaustausch temperieren kann. Dies führt zu einer einzigartigen Verbundmikrostruktur, die aus getempertem Martensit in der Randzone/Hülle, einer Übergangszone aus Perlit und Bainit unmittelbar nach der Martensitperipherie und einem feinkörnigen Ferrit-Perlit in der Mittelzone/dem Kern besteht (Abb. 2). Aufgrund des abgeschreckten und selbstanlassenden Produktionsprozesses werden die hergestellten hochfesten Bewehrungsstäbe auch als „abgeschreckte und selbstangelassene (QST) Bewehrungsstäbe“ bezeichnet.
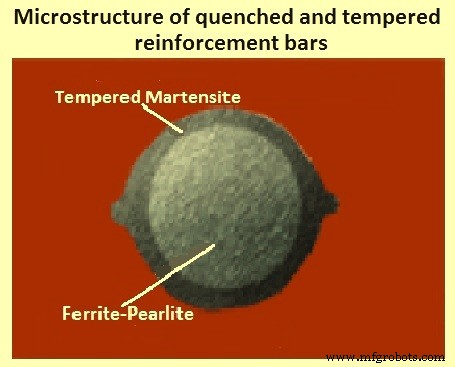
Abb. 2 Mikrostruktur von abgeschreckten und angelassenen Bewehrungsstäben
Es gibt noch ein weiteres Produktionsverfahren zur Herstellung von hochfesten Bewehrungsstäben. Dieses Verfahren wird in der ASTM-Spezifikationsnummer ASTM A1035 behandelt; 2011. Diese Bewehrungsstäbe haben typischerweise ein großes Verhältnis von Zugfestigkeit zu Streckgrenze, aber relativ geringe Bruchdehnungen. Dieses Herstellungsverfahren für hochfeste Bewehrungsstäbe ist ein patentiertes Verfahren und wird als „Microstructure Manipulation (MMFX)“-Verfahren bezeichnet. Das patentierte MMFX-Verfahren beinhaltet die Manipulation der Mikrostruktur von Stahl, um die gewünschten mechanischen Eigenschaften und Festigkeit zu erhalten. Das Verfahren erzeugt Bewehrungsstäbe mit Spannungs-Flecken-Beziehungen, die keine gut definierte Streckgrenze haben, ein relativ hohes Verhältnis von Zugfestigkeit zu Streckspannung zeigen, aber relativ geringe Bruchdehnungen haben. Die MMFX hochfester Bewehrungsstäbe erfüllen die ASTM A1035-Spezifikationen.
Andere Produktionsaspekte – Hochfeste Bewehrungsstäbe werden normalerweise im Walzwerk in geraden Längen hergestellt. Das Wickeln kleinerer Bewehrungsstäbe wird jedoch zur Praxis. Stangen werden kurz nach dem Walzen aufgewickelt, wodurch Wärme in der Spule eingeschlossen wird. Daher ist die Abkühlgeschwindigkeit von gewickelten Bewehrungsstäben etwas langsamer als bei geraden Stäben. Da die Testproben vor dem Testen gerichtet werden müssen, haben gewickelte Stäbe tendenziell eine geringere Streckgrenze, und die Form der Spannungs-Dehnungs-Kurve kann etwas abgerundet sein. Um diesem Effekt entgegenzuwirken, benötigen hochfeste gewendelte Bewehrungsstäbe im Vergleich zu geraden Bewehrungsstäben entsprechender Größe höhere Mengen an Mikrolegierungselementen.
Im Produktionsprozess der Bewehrungsstäbe werden während des Walzens Stabidentifikationsmarkierungen angebracht und die mechanischen Eigenschaften werden geprüft, nachdem die Stäbe gewalzt (und markiert) wurden. Werden die mechanischen Eigenschaften einer hochfesten Bewehrung nicht erreicht, so hat dies zur Folge, dass die Bewehrungsstäbe nicht den mit dem Zeichen verbundenen Spezifikationen entsprechen.
Herstellungsprobleme – Probleme bei der Herstellung von hochfesten Bewehrungsstäben können in zwei Kategorien eingeteilt werden, nämlich (i) die Einführung von Bewehrungsstäben mehrerer Qualitäten, die vor der Verwendung in einer Fertigungsstätte geplant, empfangen und gelagert werden müssen, und (ii ) Änderungen im Herstellungsprozess, die aufgrund der Eigenschaften hochfester Bewehrungsstäbe erforderlich sind.
Die Verarbeitungsprozesse Scheren und Biegen werden durch die Eigenschaften hochfester Bewehrungsstäbe beeinflusst. Hochfeste Bewehrungsstäbe führen zu höheren Scher- und Biegekräften bei gleich großen Stäben und erfahren nach dem Biegen einen elastischeren Rückprall, was zu Herstellungsbedenken hinsichtlich (i) Verschleiß an vorhandener Ausrüstung und der möglichen Notwendigkeit neuer Ausrüstung mit höherer Kapazität führt , (ii) Sicherheit der Arbeiter im Falle eines Ausfalls der Stange oder der Ausrüstung während des Biegens und (iii) Einhaltung der Herstellungstoleranzen der Stange. Bei der Herstellung von hochfesten Bewehrungsstäben kommt es häufiger zu Anlagenausfällen. Bedenken hinsichtlich der Sicherheit werden in Fällen erhöht, in denen Stabdefekte einen Bruch während Biegevorgängen bei höheren Kraftniveaus verursacht haben. Zusätzliche Vorsichtsmaßnahmen sind erforderlich, um eine sichere Arbeitsumgebung aufrechtzuerhalten, was die Effizienz der Fertigungsvorgänge beeinträchtigen kann.
Materialeigenschaften
Festigkeit und Duktilität der hochfesten Bewehrungsstäbe werden unterschiedlich definiert. Zu den angegebenen Zugeigenschaften und anderen Anforderungen, die Festigkeit und Duktilität definieren, gehören (i) die minimale oder untere Streckgrenze, wie in der entsprechenden Spezifikation angegeben, (ii) die maximale oder obere Streckgrenze, wie in der entsprechenden Spezifikation angegeben, (iii ) Länge des Fließplateaus oder Dehnung am Ende des Fließplateaus, (iv) Zugfestigkeit, (v) gleichmäßige Dehnung und Gesamtdehnung, (vi) Verhältnis von Zugfestigkeit zu Fließspannung oder ihrem Kehrwert (als Fließen bezeichnet). Verhältnis) und (viii) Ergebnisse eines Biegetests oder eines Biege-Rückbiege-Tests. Einige, aber nicht alle dieser Eigenschaften und Prüfungen sind für jeden hochfesten Bewehrungsstab spezifiziert. Einige der Zugeigenschaften sind auf der in Abb. 3 gezeigten idealisierten Spannungs-Dehnungs-Kurve angegeben.
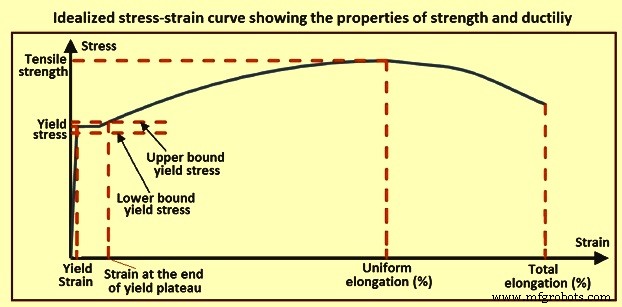
Abb. 3 Idealisierte Spannungs-Dehnungs-Kurve, die die Eigenschaften von Festigkeit und Duktilität zeigt
Streckgrenze – Für alle Bewehrungsstäbe wird normalerweise entweder die Streckgrenze oder die Streckgrenze angegeben. In einigen Normen (z. B. ASTM) wird jedoch für einige der hochfesten Bewehrungsstäbe die Dehnung am Ende des Fließplateaus angegeben. Diese Normen geben die Dehnung am Ende des Fließplateaus an. ASTM-Standards erlauben nicht, dass der gemessene Wert der Streckspannung unter die Stahlsorte fällt, wohingegen andere Standards (z. B. die australischen/neuseeländischen Standards) das 5-%-Fraktilkonzept verwenden, bei dem ein kleiner Prozentsatz der Tests dies zulässt unter der Mindeststärke liegen. ASTM A370, „Standard Test Methods and Definitions for Mechanical Testing of Steel Products“, definiert die Streckgrenze als „die erste Spannung in einem Material, die kleiner als die maximal erreichbare Spannung ist, bei der eine Dehnungserhöhung ohne Spannungserhöhung auftritt“. Die Streckgrenze gilt für Bewehrungen, die eine Dehnungszunahme ohne Spannungszunahme zeigen, was im Allgemeinen nur bei Bewehrungsstäben mit geringeren Festigkeiten auftritt.
Hochfeste Bewehrungsstäbe haben normalerweise keine definitive Streckgrenze, daher ist eine andere Methode zur Definition der Streckgrenze erforderlich. ASTM A370 definiert die Fließspannung als „die Spannung, bei der ein Material eine bestimmte Grenzabweichung von der Proportionalität von Spannung zu Dehnung aufweist“. Die Streckgrenze kann nach der 0,2 % Offset-Methode oder der „Extension Under Load“ (EUL)-Methode von ASTM A370 bestimmt werden. Für die Berechnung der Streckgrenze der Bewehrungsstäbe wird das 0,2 %-Versatzverfahren verwendet, jedoch ist zur Bestimmung der Mindeststreckgrenze der Bewehrungsstäbe auch ein zusätzlicher Nachweis mit der EUL-Methode für eine Dehnung von 0,0035 erforderlich. Das EUL-Verfahren mit einer Dehnung von 0,0035 ergibt Mindestspannungen von 550 MPa und 620 MPa für hochfeste Bewehrungsstäbe der Güten 690 bzw. 830. Die 0,2 % Offset-Methode wird auch verwendet, um die Streckgrenze in Spezifikationen in vielen Ländern zu definieren.
Zugfestigkeit – In den Spezifikationen wird die Zugfestigkeit durchgängig als Spitzenspannung auf der Spannungs-Dehnungs-Kurve definiert. Die Zugfestigkeit wird berechnet, indem die maximale Belastung, der die Probe ausgesetzt ist, durch die Nennstabfläche dividiert wird.
Dehnung – Die Dehnung wird normalerweise als Gesamtdehnung über eine vorgeschriebene Messlänge angegeben, die sich über den Bruch eines Stabs erstreckt. ASTM A370 bietet zwei Methoden zur Bestimmung der „Gesamtdehnung“. Bei einem Verfahren wird ein Stab mit einer anfänglichen Messlänge von 200 mm markiert und bis zum Bruch gezogen. Diese Methode berücksichtigt keine elastische Dehnung. Bei der ersten Methode werden die Enden des gebrochenen Stabs zusammengefügt und die Messlänge erneut gemessen. Die Dehnung wird dann als prozentuale Längenzunahme relativ zur ursprünglichen Messlänge angegeben. Bei der zweiten Methode kann die Bruchdehnung mit einem Extensometer gemessen werden, wobei in diesem Fall die elastische Dehnung einbezogen wird. Diese beiden Methoden umfassen die zusätzliche lokalisierte Dehnung im eingeschnürten Bereich plus die Dehnung entlang der nicht eingeschnürten Teile des Stabs innerhalb der Messlänge.
Die gleichmäßige Dehnung ist die Dehnung, die auftritt, wenn der Stab seine Spitzenspannung (Zugfestigkeit) erreicht, ausgedrückt in Prozent. Sein Name rührt daher, dass dies die größte Verformung im Prüfstab ist, während die Zugdehnungen über die gesamte Länge zwischen den Prüfgriffen gleichmäßig sind. Es tritt kurz vor dem Beginn der Einschnürung in einem Riegel auf. Die gleichmäßige Dehnung wird typischerweise mit einem Extensometer gemessen, während eine Stangenprobe geprüft wird. Sie umfasst sowohl die plastische Dehnung als auch die Dehnung, die beim Entladen des Stabes zurückgewonnen wird. Sie kann auch bestimmt werden, indem die plastische Dehnung beim Entfernen der Stabprobe aus der Prüfmaschine gemessen und dann die rückgewonnene Dehnung hinzuaddiert wird. In diesem Fall wird die plastische Dehnung außerhalb des eingeschnürten Bereichs gemessen und die rückgewonnene Dehnung wird hinzugefügt, um die gleichmäßige Dehnung zu erhalten.
Die nach dem „Canadian Associations Standard CSA G30.18 (CSA, 2009)“ berechnete gleichmäßige Dehnung geht von einer linearen Entlastung mit einem Modul aus, das dem Anfangsmodul von Stahl, Es, von 200.000 MPa entspricht. Testdaten an Bewehrungsstäben der Güte 415 MPa zeigen jedoch, dass (i) der Entlastungsmodul mit zunehmender Zugdehnung abnimmt, (ii) die Entlastungskurve nur während der Anfangsphase der Entlastung linear ist und (iii) die Reaktion progressiv wird nichtlinear, da die Stäbe vollständig entlastet sind. Eine Linearisierung der Entlastungsantwort kann zu einem Entlastungsmodul von ungefähr zwei Dritteln des anfänglichen Belastungsmoduls führen. Bei hochfesten Bewehrungsstäben kann die rückgestellte Dehnung bis zu 1 % betragen. Einige Standards (z. B. Australian/New Zealand Standard 4671, 2001) verlangen die Angabe der einheitlichen Dehnung.
Die gleichförmige Dehnung ist eine nützliche Eigenschaft für die seismische Konstruktion, da sie enger mit der maximalen Dehnung (der verwendbaren Dehnung) zusammenhängt, auf die man sich an einer Stelle des Nachgebens, d. h. einer plastischen Scharnierregion, verlässt. Die nutzbare Dehnung ist mit 75 % oder weniger der gleichmäßigen Dehnung anzunehmen, da Bewehrungsstäbe unter zyklischen Belastungsbedingungen den mit gleichmäßiger Dehnung verbundenen äquivalenten Schadenszustand bei einer kleineren Dehnung erreichen können. Bewehrungsstäbe haben typischerweise ein charakteristisches Verhältnis von gleichmäßiger Dehnung zu Bruchdehnung, das je nach Bewehrungstyp variiert.
Dehnbarkeit – Die Biege- und Biege-Rückbiegeversuche sind zwei Möglichkeiten, die Duktilität von Bewehrungsstäben zu bewerten. Normalerweise beinhalten die Spezifikationen für Bewehrungsstäbe einen Biegetest, bei dem Stäbe um einen Stift oder Dorn mit einem bestimmten Durchmesser und bis zu einem bestimmten Biegegrad gebogen werden. Der Bogendurchmesser variiert mit dem Stangendurchmesser. Der Probekörper besteht, wenn an der Außenseite des gebogenen Teils des Stabs keine Risse auftreten.
Drei Hauptkategorien von experimentellen Tests sind nützlich, um das Verhalten von Biegungen in Bewehrungsstäben zu untersuchen, wobei jede Testkategorie darauf ausgerichtet ist, eine bestimmte Reihe von Fragen zu beantworten. Diese Kategorien sind (i) Sichtprüfungen von Biegungen (ASTM-Biegetests), (ii) Biege-/Rückbiegetests und (iii) Biegetests in Beton.
Die ASTM-Spezifikationen für Bewehrungsstäbe spezifizieren die Biegeanforderung als „Die Biegeprobe muss dem Biegen um einen Stift standhalten, ohne an der Außenseite des gebogenen Teils zu reißen“. Der erforderliche Biegetest beinhaltet daher das Biegen von Stäben um 180 Grad (oder 90 Grad für Stäbe mit einem Durchmesser von 43 mm und mehr) bei einem bestimmten Stiftbiegedurchmesser. Anschließend wird eine Sichtprüfung durchgeführt, um Risse an der Biegung zu identifizieren. Wenn visuell keine Rissbildung festgestellt wird, wird davon ausgegangen, dass eine Probe den Biegetest bestanden hat. Der Test ist zwar einfach durchzuführen, liefert jedoch kein Maß für die Reservefestigkeit und Duktilität von Stabbiegungen, wie es ein Belastungstest tun kann. Es ist möglich, dass für das Auge nicht sichtbare Mikrorisse die Leistung der Bewehrungsstäbe vor Ort beeinträchtigen können.
Bei den Biege- und Rückbiegetests werden Stangenproben auf den erforderlichen Winkel und Biegedurchmesser gebogen und dann entweder mit quasistatischen oder dynamischen Belastungsraten begradigt. Bei Stäben der Güte 415 MPa erhöht die Kaltverfestigung die Stahlfestigkeit an den Biegungen und bewirkt typischerweise, dass die Proben auf duktile Weise von den Biegungen weg brechen. Wenn die Bewehrungsstäbe jedoch eine begrenzte Duktilität aufweisen, wie z. B. hochfeste Bewehrungsstäbe, können Dehnungsanforderungen an den Biegungen Risse verursachen, wodurch die Biegungen schwächer als die nicht gebogenen Abschnitte der Bewehrungsstäbe und anfälliger für Sprödbruch werden können. Wenn ein Bewehrungsstab an einer Biegung spröde versagt, wird davon ausgegangen, dass er den Biege-/Rückbiegetest nicht bestanden hat. Versagt ein Bewehrungsstab jedoch duktil, so gilt die Prüfung als bestanden. Diese Art von Test hat den Vorteil, dass Biegestangen belastet werden und liefert daher ein direktes Maß für die Festigkeit und Duktilitätsleistung von Biegestangen.
Einige Normen verlangen einen Biege-Rückbiege-Test für kleinere Stabdurchmesser und einen Biegetest für größere Stabdurchmesser. Für den Biege-Rückbiege-Test ist die Stangenprobe um einen Dorn mit einem bestimmten Durchmesser in einem Winkel von 90 Grad in der Mitte der Probe zu biegen. Zwei zusätzliche 45-Grad-Biegungen werden gemacht, so dass die Probe für einen Abschnitt gerade, in der Nähe ihrer mittleren Länge v-förmig und am anderen Ende gerade ist, wie in Abb. 4 gezeigt. Die Probe wird dann eine Stunde lang bei 100°C in Öl gealtert Grad C, gekühlt und in die entgegengesetzte Richtung zurückgebogen, indem eine Zugkraft auf die Enden der Probe ausgeübt wird. Die Alterungs- und Kühlschritte sind notwendig, um die nachteiligen Wirkungen der Dehnungsalterung zu simulieren. Beim Biegen von Bewehrungsstäben kann Stickstoff aus dem Stahl freigesetzt werden, was zu Versprödung führen kann. Beim erneuten Biegen neigt der versprödete Stahl eher zum Reißen. Um die Prüfung zu bestehen, dürfen keine Risse im Biegestab erkennbar sein.
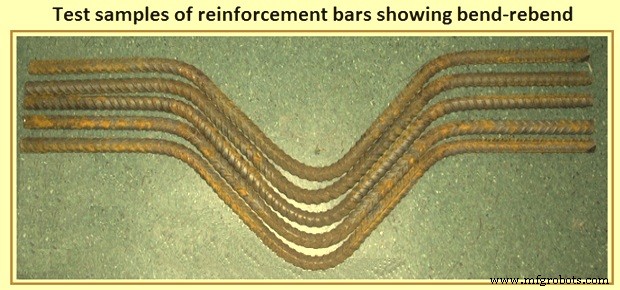
Abb. 4 Testproben von Bewehrungsstäben, die Biegung-Rückbiegung zeigen
Es ist anzumerken, dass die Biege-/Rückbiegetests größere Anforderungen an die Stabbiegungen stellen, als sie normalerweise in einer Betonstruktur zu sehen sind. Aus diesem Grund ist es am besten, die Biege-/Rückbiegeleistung der hochfesten Bewehrungsstäbe mit der von Stäben der Güteklasse 415 MPa zu vergleichen, die seit Jahrzehnten verwendet werden und sich in Betonbauteilen als angemessen erwiesen haben. Biegungen in Bewehrungsstäben können auch in Beton geprüft werden. In solchen Versuchen kann die Wechselwirkung zwischen Beton und Bügelbögen untersucht werden. Vereinfachte Versionen des Tests umfassen das Einbetten einer Hakenstange in einen Betonblock und das Ziehen daran bis zum Versagen. Mögliche Versagensarten, die bei Blockversuchen zu erwarten sind, sind (i) Stabbruch außerhalb des Blocks, wo die Anforderungen an den Stab am höchsten sind, (ii) Stabbruch innerhalb des Blocks näher an oder an der Biegung oder (iii) Spalten des Betons Block. Solche Tests setzen die Biegungen jedoch möglicherweise nicht der schlimmsten Belastung aus, die in einer Struktur auftreten kann, da der umgebende Beton die Biegungen von einer gewissen Belastung entlasten kann. Im Gegensatz dazu können einige der schlimmsten Belastungen an Stangenbögen in Einschlussanwendungen auftreten, wo ein sich ausdehnender Betonkern die Ringbögen teilweise begradigt, während er hohe Zugbelastungen auf sie ausübt. Eine weitere kritische Anwendung für Stabbögen sind beschädigte Bereiche, in denen die Bindung an Beton und seine vorteilhaften Auswirkungen auf Biegungen reduziert sind (z. B. Verbindungen unter starker seismischer Belastung oder stark gerissene Bereiche). Prüfungen von Stabbiegungen in Betonbauteilen sind jedoch unerlässlich, um die angemessene Leistung von Stabbiegungen in hochfesten Bewehrungsstäben zu validieren. Solche Tests sind jedoch teuer in der Durchführung und eignen sich nicht ohne weiteres für die Aufgabe, minimale Biegedurchmesser zu bestimmen, während die zahlreichen Variablen untersucht werden, die die Leistung von Stangenbiegungen beeinflussen.
Stammalterung – Dehnungsalterung ist definiert als der Prozess, bei dem Stahl, der über seine Elastizitätsgrenze hinaus gedehnt wird, zeitabhängige Änderungen seiner mechanischen Eigenschaften erfährt. Typischerweise werden Bewehrungsstäbe, die über ihre Elastizitätsgrenze hinaus gedehnt werden, im Laufe der Zeit eine Zunahme ihrer Zugfestigkeit und eine Abnahme ihrer Duktilität erfahren (Abb. 5). Es hat sich auch gezeigt, dass die Dehnungsalterung die Sprödübergangstemperatur in Stahl beeinflusst. Zu den Faktoren, die die Dehnungsalterung beeinflussen, gehören die Stahlzusammensetzung, die Temperatur und die Zeit, die verstrichen ist, seit große Dehnungen aufgetreten sind. Die Dehnungsalterung wird hauptsächlich auf eine Stickstoffumverteilung innerhalb der Stahlmatrix zurückgeführt. Höhere Temperaturen beschleunigen diesen Prozess. Daher tritt die Dehnungsalterung in wärmeren Regionen viel schneller auf.
Typischerweise treten die meisten Auswirkungen der Fleckenalterung in Stahlbewehrungsstäben innerhalb weniger Monate auf, nachdem unelastische Dehnungen aufgetreten sind. Wenn Bewehrungsstäbe gebogen werden, erfahren sie große unelastische Dehnungen. Stabbiegungen sind daher anfällig für Versprödung durch Dehnungsalterung, was dazu führen kann, dass sie vorzeitig brechen und ihre Fähigkeit einschränken, unelastischen Verformungen während struktureller Belastung standzuhalten.
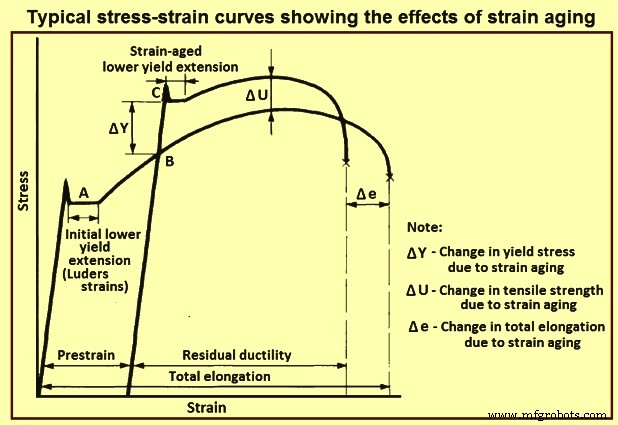
Abb. 5 Typische Spannungs-Dehnungs-Kurven, die die Auswirkungen der Dehnungsalterung zeigen
Eine zur Dehnungsalterung von Bewehrungsstäben durchgeführte Studie legt nahe, dass mikrolegierter Stahl, einschließlich Titan und Vanadium, die Auswirkungen der Dehnungsalterung auf Bewehrungsstäbe verringern kann. Solche Legierungselemente haben Eigenschaften, die es ihnen ermöglichen, sich mit dem Stickstoff in der Zusammensetzung zu verbinden, um Nitride zu bilden. Diese Reaktionen begrenzen die Menge an freiem Stickstoff im gesamten Stahl, der auf Dehnungsalterungseffekte zurückzuführen ist.
Herstellungsprozess
- Überlegungen zur Schweizer Hochproduktionsbearbeitung
- Eigenschaften und Anwendungen von Titan
- Mar-Bal und EnterpriseIQ
- Ökobilanz und Nachhaltigkeit von Stahl
- Direktreduziertes Eisen und seine Produktionsprozesse
- Abgeschreckte und gehärtete Verstärkungsstäbe
- Korrosion von Stahlbewehrungsstäben in Beton
- Kranstromschienen und -systeme
- VMC Machinery für Produktion und Effizienz
- Härte, Festigkeit und Zähigkeit von Materialien verstehen