


Einführung in GD&T:Circular Runout
Gemäß ASME Y14.5 2009 GD&T Standard werden 14 geometrische Toleranzen in 5 Gruppen eingeteilt. Rundlauf gehört zur Kategorie „Rundlauf“, die verwendet wird, um die Form der kreisförmigen Elemente der Oberfläche und ihre Beziehung zur Referenzachse zu steuern.
In diesem Artikel stellen wir die Definition des kreisförmigen Schlags, seine Symbole, seine Messung und den Unterschied zum Gesamtschlag vor.
Definition und Symbol des Rundschreibens Runou t
Der Rundlauf (oft auch als „Runout“ bezeichnet) ist eine 2D-Messung des Kreisprofils der Bezugsachse. Es prüft, wie gut der kreisförmige Querschnitt zum idealen Kreis passt, genau wie die Rundheit.
Kreisförmiges Runout-Symbol
Das Runout-Symbol ist ein diagonaler Pfeil, der nach Nordosten zeigt (↗). Es ist ein Hinweis darauf, wie wir den Rundlauf eines Features messen. Wir verwenden eine Messuhr oder Höhenlehre, um den Schlag zu messen, sodass das Symbol tatsächlich den Zeiger in einer Messuhr darstellt.

Round Runout Tolerance Zone
Die Toleranzzone liegt zwischen dem Außenring und dem Innenring in der 2D-Ebene. Der Kreis in der Mitte stellt den tatsächlichen Durchmesser der Welle dar.
In GD&T wird die Rundlauftoleranz verwendet, um die Position eines kreisförmigen Teilmerkmals relativ zu seiner Achse zu steuern. Unrundheit wird normalerweise auf Teile mit kreisförmigem Querschnitt angewendet, die zusammengebaut werden müssen, wie z. B. Bohrer, segmentierte Wellen oder Werkzeugmaschinenkomponenten. Unrundheit hilft, den Achsversatz der beiden Teile zu begrenzen, um sicherzustellen, dass sie sich gleichmäßig drehen und abnutzen können.
Ein Beispiel für die Unrundheitstoleranz ist unten dargestellt.
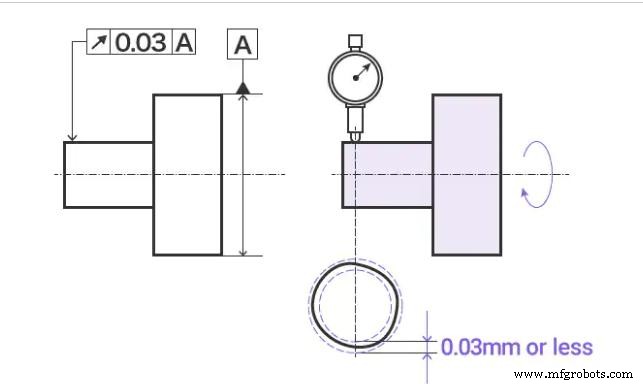
Wenn sich das Ziel einmal um die Bezugsachse dreht, darf der Rundlauffehler der Zylinderoberfläche (wie durch den Pfeil angezeigt) 0,03 mm auf keiner Messebene senkrecht zur Bezugsachse überschreiten.
Der Unterschied zwischen Rundlauf und Rundlauf:
Der Prüfprozess ähnelt der Umlaufprüfung. Der Unterschied zwischen Rundlauf und Rundlauf besteht jedoch darin, dass es für den Rundlauf keine Bezugsachse gibt. Im Rundlaufschacht ist es jedoch notwendig.
Messung des Rundlauffehlers
Die Messung des Rundlaufs ist ein typischer Vorgang des Zylinderbetriebs. Die Teile sind in einem Satz V-förmiger Blöcke angeordnet, sodass sie um eine Achse gedreht werden können, und sie können die Gesamtbewegung einer Messuhr messen, die eine konstante Höhe an einer kreisförmigen Position innerhalb eines Toleranzbereichs beibehält.
Der Rundlauf wird mit einer einfachen Höhen- oder Messuhr gemessen. Wir fixieren das Teil mit einem Prisma oder einer Spindel entlang seiner Bezugsachse. Der Stift einer Messuhr wird dann auf das kreisförmige Merkmal gesetzt und die Skala auf Null gestellt.
Wir drehen nun das CNC-bearbeitete Teil entlang der Spindel und zeichnen die Messungen auf. Die Gesamtabweichung auf dem Höhenmesser darf die Toleranzgrenze im Merkmalskontrollrahmen nicht überschreiten.
Wir können den Rundlauf für Flächen messen, die parallel, gewinkelt oder senkrecht zur Achse sind. In allen Fällen halten wir das Höhenmessgerät senkrecht zur Oberfläche. In Richtung des Höhenmessstiftes wird jeweils eine zweidimensionale Toleranzzone angelegt. Dann werden so viele Querschnitte wie nötig getestet.
Bei Flächen, die senkrecht zur Bezugsachse verlaufen, testen wir Ebenheit und nicht Kreisform, wenn wir dieses Callout verwenden.
Bei der Verwendung für schräge Flächen müssen wir daran denken, den Grundwinkel anzugeben, damit wir die Höhenlehre genau senkrecht zur Fläche einstellen können. (Quelle von https://factory.com/circular-runout-explained)
Gesamt Auslauf
Bei GD&T ist der Gesamtschlag eine komplexe Toleranz, die die Geradheit, das Profil, den Winkel und andere geometrische Änderungen von Merkmalen steuert. Der Gesamtschlag unterscheidet sich vom Schlag, da der Gesamtschlag gleichzeitig auf die gesamte Oberfläche und nicht auf ein einzelnes kreisförmiges Element angewendet wird.
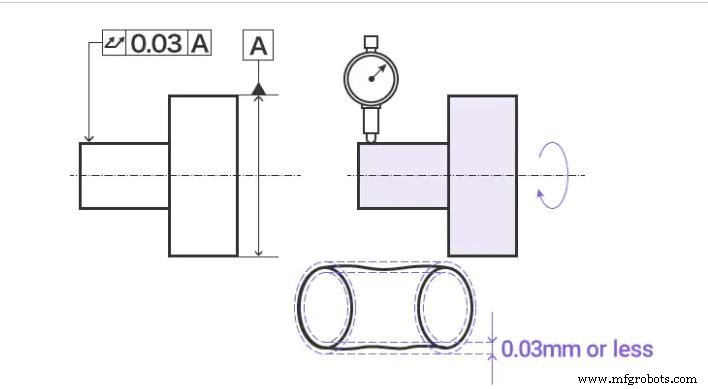
Wenn sich das zylindrische Teil entlang der Bezugsachse dreht, darf der Gesamtschlag der zylindrischen Oberfläche in radialer Richtung (wie durch den Hinweispfeil angegeben) an keinem Punkt der zylindrischen Oberfläche 0,03 mm überschreiten.
Wann man „Gesamt“ wählen sollte Auslauf
Der kreisförmige Auslauf kann die drei Teile effektiv steuern. Wenn das Teil eine der folgenden drei Funktionen hat, verwenden wir die vollständige Rundlaufkontrolle oder wählen eine geeignetere Methode.
Metallteile mit hohem Seitenverhältnis
Teile mit diesem Profil, wie z. B. Metallrohre, können einfach fixiert und gedreht werden, um das Profil zu überprüfen.
Eine ausreichende Länge ist wesentlich, um sicherzustellen, dass der Freiheitsgrad (DoF) für eine genaue Inspektion begrenzt ist. Dies ist der effektivste ideale Teil des Schlagens.
Teile mit kleinem Durchmesser und vertikaler Ebene
Wenn die Länge des Teils kurz und der Durchmesser klein ist, aber eine vertikale Ebene (z. B. ein Flansch) angebracht ist, kann uns der Rundlauf helfen, die Genauigkeit des Teils zu überprüfen.
Mehrere Teile mit kleinem Durchmesser voneinander getrennt
Ein Beispiel für ein solches Teil ist ein konzentrisches Reduzierstück. Bei einem solchen Teil hat das Ende des Teils mehrere kurze Durchmesser. Kombinieren Sie die beiden Bezugsachsen und verwenden Sie sie als Hauptbezug, anstatt einen Bezugspunkt als Hauptbezug und den anderen Bezugspunkt als Hilfsbezug zu verwenden.
Zirkulärer Schlag vs. Gesamtschlag
Einfach ausgedrückt ist der Gesamtschlag gleich dem 3D-Äquivalent des Kreisschlags. Der Kreisschlag bildet eine kreisförmige Toleranzzone um die gekrümmte Fläche (2D), während der Gesamtschlag einen zylindrischen Bereich bildet.
Zusätzlich zum Festlegen von Toleranzgrenzen für den Querschnitt platziert der Gesamtrundlauf ihn auch entlang der gesamten zylindrischen Oberfläche, um gleichzeitig alle Querschnitte des betrachteten Merkmals zu steuern. Daher berücksichtigt es axiale Änderungen und Querschnittsänderungen.
Der totale Rundlauf kann uns dabei helfen, mehr Funktionen zu kontrollieren als der kreisförmige Rundlauf. Es kann Oberflächeneigenschaften steuern, wie zum Beispiel:
Kreis, Konzentrizität, Geradheit, Zylindrizität, Verjüngung, Parallelität, Winkel, Rechtwinkligkeit, Kontur.
Verwandter Beitrag:
GD&T Rechtwinkligkeit
Einführung zu GD&T – Zirkularität
Kurzanleitung zur GD&T-Parallelität
Einführung Über GD&T – Ebenheit
Einführung Über GD&T – Geradheit
Herstellungsprozess
- Einführung:Unterschiedliche Vorteile zwischen Bandsägen und Kreissägen
- Vertikale Drehmaschine verstehen:Eine Einführung
- Eine Einführung in Bohrmaschinen
- Einführung in Gusseisenguss
- Einführung in das Drahtschneiden
- Einführung in die CNC-Fräsmaschine
- Eine Einführung in die EDM-Bohrmaschine
- Einführung in Stoßdämpferstreben
- Einführung in vertikale Bohrmaschinen
- Eine Einführung in die Servopresse