


CNC-Fräsen:Unterschied zwischen Up Milling und Down Milling
Experten verwenden unzählige CNC-Frästechniken, um das Beste aus CNC-Werkzeugmaschinen herauszuholen, abhängig von Größe, Form, Merkmalen und Materialien der zu bearbeitenden Teile. Eine dieser Techniken, die in der Maschinenindustrie verwendet wird, ist die Verwendung verschiedener Schneidverfahren, nämlich Gleichlauffräsen und Nachfräsen. Die Verwendung der richtigen Schneidmethode in einer bestimmten Anwendung spielt eine entscheidende Rolle für die erfolgreiche Verarbeitung.
Entsprechend ihrer gegenseitigen Ausrichtung kann das Umfangsfräsen in zwei Kategorien eingeteilt werden:oberes Fräsen und unteres Fräsen. Up-Milling und Down-Milling sind zwei gängige CNC-Fräsverfahren. Jede Methode hat ihre spezifischen Vor- und Nachteile. Beginnen Sie mit der Definition und folgen Sie uns bitte, um den Unterschied zwischen Up-Milling und Down-Milling zu vergleichen und zu verstehen.
Was ist Upmilling und Downmilling?
Gegenfräsen wird auch Rückenfräsen genannt.
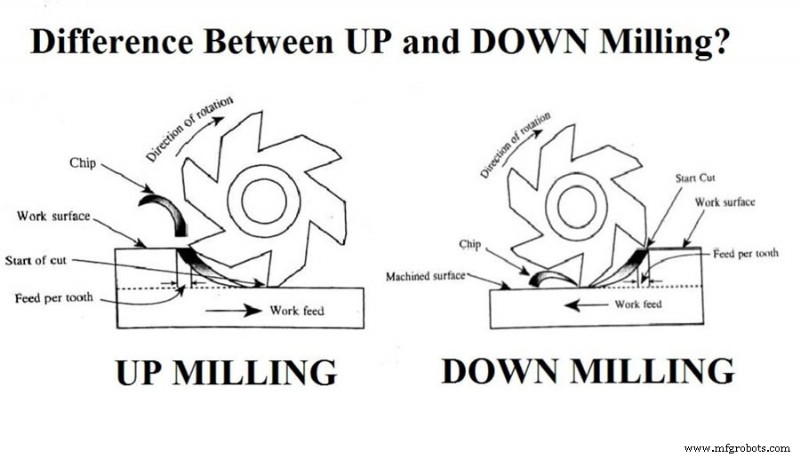
Dieses Verfahren wird als herkömmliches Fräsverfahren bezeichnet, bei dem das Werkstück in Drehrichtung des Schneidwerkzeugs zugeführt wird, wodurch eine nach oben gerichtete Schneidkraft erzeugt wird, und die Richtung der Schneidgeschwindigkeit entgegengesetzt zur Vorschubrichtung des CNC-gefrästen Teils ist. Hier wird das Schneidwerkzeug gezwungen, sich während des Fügens an das Werkstück anzulehnen, wodurch eine relativ hohe Reibungskraft erzeugt wird, die wiederum eine große Wärmemenge erzeugt. Beim Aufwärtsfräsen beginnt der Fräser im Gegensatz zum Abwärtsfräsen, das kleinste Material abzuziehen, bis er allmählich das größte Material schneidet, während er sich dreht.
Gleichlauffräsen, auch Steigfräsen genannt.
Bei diesem Verfahren wird das Werkstück in der gleichen Richtung zugeführt, in der sich das Schneidwerkzeug dreht, wodurch eine nach unten gerichtete Schneidkraft erzeugt wird. Die Richtung der vom Fräser auf das Werkstück beim Vorschub aufgebrachten Kraftkomponente ist gleich der Vorschubrichtung des Werkstücks. Der Eingriff zwischen der Schneide und dem Werkstück an seinem Eingang schneidet das größte Material und erreicht dann allmählich Null, wenn sich die Schneide dreht. Wenn die Vorschubrichtung und die Rotationsrichtung des Schneidwerkzeugs gleich sind, ist der Widerstand zwischen dem Schneidwerkzeug und dem Werkstück gering. Dies kann bedeuten, dass während der Bearbeitung weniger Wärme erzeugt wird.
Der Unterschied zwischen Upmilling und Downmilling
1) Bewerbung
Gleichlauffräsen:Der Fräser wirkt immer in vertikaler Richtung auf das Teil ein und die Kraft ist immer nach unten gerichtet. Das wirkt auf das Frästeil drückend und es schneidet stabil. Es eignet sich für dünne und schlanke Werkstücke, die schwer zu spannen sind.
Aufwärtsfräsen:Die vertikale Kraftkomponente ist nach oben gerichtet und das Werkstück benötigt mehr Spannkraft.
2) Oberflächenqualität
Gleichlauffräsen:Wenn die Schneide des Fräsers zum ersten Mal in das Werkstück schneidet, ist die Spandicke am größten und nimmt allmählich bis auf 0 ab. Die Schneide verschleißt langsam und die Oberflächengüte ist gut.
Aufwärtsfräsen:Die Spandicke ändert sich von 0 auf Maximum. Das Werkzeug kann zunächst nicht in das Teil schneiden, und die Kaltverfestigung verringert die Oberflächenqualität.
Um eine hervorragende Oberflächengüte zu gewährleisten, muss im Idealfall darauf geachtet werden, die Spandicke am Ende des Schnitts zu minimieren. Aus diesem Grund ist das Hinterfräsen beim Schruppen und das Hinterfräsen beim Schlichten vorzuziehen.
3) Bewegen Sie die Werkbank
Abwärtsfräsen:Die horizontale Kraftkomponente ist gleich der Vorschubrichtung des Arbeitstisches. Wenn der Spalt zwischen der Vorschubschraube und der Mutter des Arbeitstisches groß ist, kann der Arbeitstisch leicht axial schwingen, was dazu führt, dass die Werkzeugzähne brechen, die Welle sich verbiegt und sich das Werkstück verschiebt Die Befestigungsvorrichtung oder sogar die Werkzeugmaschine ist beschädigt.
Aufwärtsfräsen:Die Kraft ist der Vorschubrichtung des Arbeitstisches entgegengesetzt und bewegt sich nicht in diese Richtung.
4) Fräserverschleiß
– Abwärtsfräsen:Schneiden von dick nach dünn, wobei die Fräserzähne aus der unbearbeiteten Oberfläche herausgeschnitten werden. Beim Abwärtsfräsen ist der Werkzeugverschleiß relativ gering, da es das Material in Vorschubrichtung schneiden kann. Förderlich für den Einsatz von Fräsern.
– Aufwärtsfräsen:Wenn die Schneidzähne das Werkstück berühren, können sie nicht sofort in die Metallschicht schneiden, sondern gleiten ein kurzes Stück auf der Oberfläche des Werkstücks. Beim Gleitvorgang wird aufgrund starker Reibung viel Wärme erzeugt. Gleichzeitig bildet sich die gehärtete Schicht leicht auf der zu bearbeitenden Oberfläche, was die Haltbarkeit des Werkzeugs verringert.
5) Chip R Entfernung
Wir müssen verstehen, dass ein weiterer Unterschied zwischen diesen beiden Fräsverfahren darin besteht, dass die entstehenden Späne auf unterschiedliche Weise vom Werkstück getrennt werden. Beim Postmilling-Verfahren werden die Späne nach oben geschleudert, während beim Downmilling-Verfahren die Späne nach unten separiert werden. Dies bedeutet, dass sich Späne beim Aufwärtsfräsen im Schnittbereich ansammeln und während des Fräsens von der Schneidkante blockiert oder weggetragen werden können, was zu einer Beeinträchtigung der Oberflächengüte führt. Andererseits können Späne beim Abwärtsfräsen leicht aus dem Werkstück austreten, ohne dass es zu großen Störungen beim Schneiden kommt. Aus diesem Grund gilt das Gleichlauffräsen als besser geeignet für das Spanmanagement.
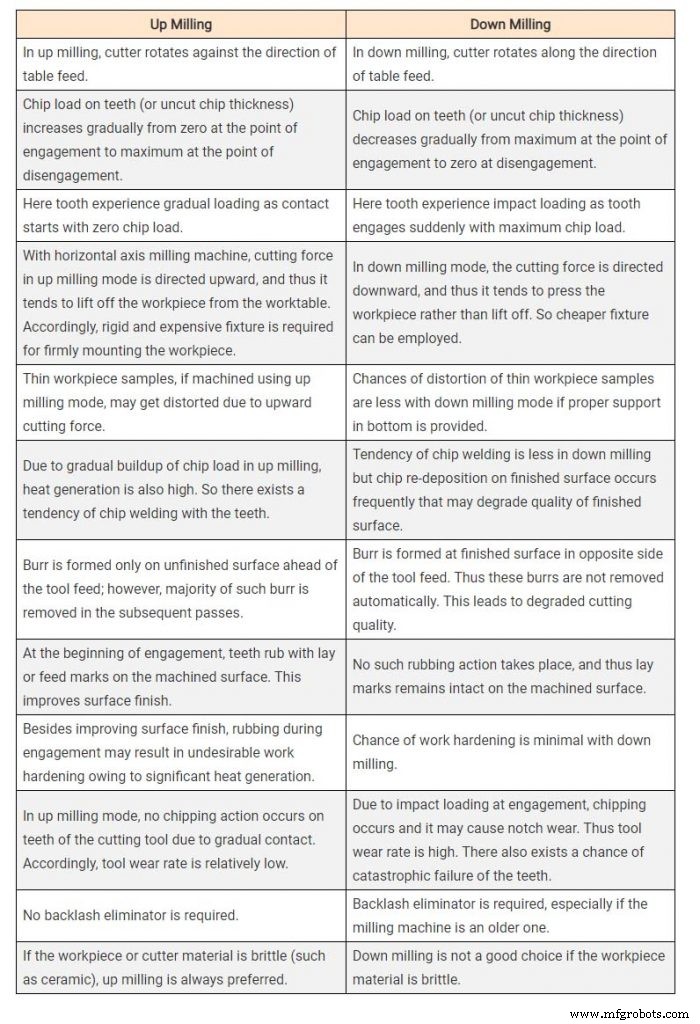
Folgendermaßen. Die folgende Bildtabelle zeigt die Ähnlichkeiten und Unterschiede zwischen Up-Milling und Down-Milling.
(Quelle von http://www.difference.minaprem.com/machining/difference-between-up-milling-and-down-milling/)
C Schlussfolgerung:
Down-Milling und Up-Milling ist eine weitere Methode zur Erbringung von CNC-Fräsdiensten, die in einer bestimmten Situation oder Anwendung Vorteile bieten. Der grundlegende Unterschied zwischen den beiden ist ihre Schnitt- und Vorschubrichtung. Beim Abwärtsfräsen wird das Material in der gleichen Richtung wie die Rotation des Schneidwerkzeugs zugeführt. Andererseits ist beim Planfräsen die Schnittrichtung des Materials entgegengesetzt zur Rotationsrichtung des Schneidwerkzeugs.
- Wenn eine glatte Oberflächengüte erforderlich ist, ist das Gleichlauffräsen das bevorzugte Verfahren, und wenn eine Schruppbearbeitung erforderlich ist, ist das Hinterfräsen erforderlich.
- Gleichlauffräsen hat eine bessere Wärmeerzeugung, geringere Belastung und eine bessere Spanabfuhr.
- Im Hinblick auf die Reduzierung des Maschinenspiels und der Durchbiegung ist Gegenlauffräsen ein guter Prozess.
- Gleichlauffräsen wird normalerweise für die Bearbeitung von Guss- und Schmiedeteilen verwendet, während Gleichlauffräsen für Schlichtoperationen verwendet wird.
- Gleichlauffräsen wird auch für schmale Aufgaben wie Nuten, Fräsen von Nuten, Schlitzen usw. verwendet
Herstellungsprozess
- Was ist der Unterschied zwischen CNC und VMC?
- Unterschiede zwischen CNC-Drehmaschinen und Fräsmaschinen
- Unterschied zwischen Drehprozess und Fräsprozess
- Die Unterschiede zwischen CNC-Fräsen und CNC-Drehen
- CNC-Drehen und -Fräsen:Kennen Sie den Unterschied zwischen ihnen?
- Unterschied zwischen Galvanisieren und Eloxieren
- CNC-Fräsverfahren und -Maschinen
- Was ist CNC-Drehen und -Fräsen?
- Unterschied zwischen Hartlöten und Weichlöten
- Unterschied zwischen 2-Takt- und 4-Takt-Motoren