


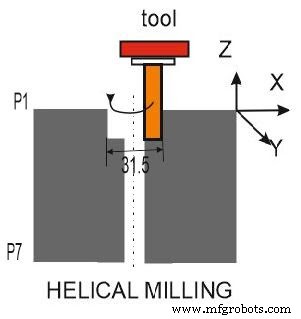
Wie erstelle ich ein Programm für Spiralfräsen?
Im Spiralfräsprogramm sind wir Aufweitungsdurchmesser des Lochs bis zu 31,5 mm . Sehen wir uns an, wie man ein Programm für Spiralfräsen erstellt;
O1234
BESCHREIBUNG
N20 -Programmieren im inkrementellen Koordinatensystem, Arbeitskoordinatenziel auf Fräsmaschine, alle Maße in „mm“, xy-Ebene wählen, ggf. Festzyklus abbrechen, Werkzeughöhenkorrektur negativ;
N30 – Spindel im Uhrzeigersinn Drehzahl 1200 U/min
N40 – Eilgang wo an Position X0 &Z0 .
N50 - Eilgang, wo sich das Werkzeug an der Position Z10 bewegt, Kühlmittel ist an .
N60- linearer Interpolationsbefehl, wobei Z gleich 0 ist. (Werkzeug berührt Werkstück) , Vorschub pro Umdrehung ist 0,2
N70 - Linearer Interpolationsbefehl, bei dem das Werkzeug Position 15,75 in der X-Achse einnimmt, Werkzeugradiuskompensation links.
N80 - Kreisinterpolation gegen den Uhrzeigersinn, wobei I =-15,75 &Schnitttiefe in der Z-Achse ist -4 .(erster Schnitt imaginärer Punkt P0 bis P1)
N90 - Kreisinterpolation gegen den Uhrzeigersinn, wobei I =-15,75 &Schnittiefe in Z-Achse ist -4 . ( Zweiter Schnitt von Punkt P1 zu P2)
N150 - linearer Interpolationsbefehl, wobei Werkzeugrücklauf an Startposition X =0, Werkzeugspitzenkompensation aus.
N160 - Eilgang, bei dem sich das Werkzeug an der Position Z50 bewegt .
N170 - Kühlmittel aus , Spindel aus , Hauptprogrammende .
CNC-Maschine
- Wie man Glasfaser herstellt
- Wie man eine Spritzgussform herstellt
- Wie verwendet man eine CNC-Fräsmaschine?
- Wichtige Überlegungen bei der Verwendung der CNC-Frästechnologie für die Bearbeitung von gehärtetem Stahl
- Wissen Sie, wie eine Fräsmaschine funktioniert?
- So erstellen Sie einen Prototyp
- Vorbereitung auf Industrie 4.0
- So entwerfen Sie ein vorbeugendes Wartungsprogramm für Ihre Ausrüstung
- Wie man ein umfassendes Sicherheitsprogramm zum Laufen bringt
- G65-Makro für interne Schraubenlinien