


Heidenhain Programmbeispiel Fräsen Basic
Einreichen von:Brian
Zeichnung/Bild
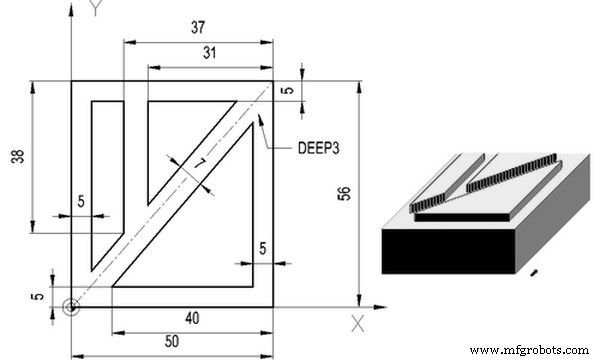
CNC-Programm
0 BEGIN PGM 1 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 2 BLK FORM 0.2 X+50 Y+56 Z+0 3 TOOL DEF 1 L+0 R+3,5 4 TOOL DEF 2 L+0 R+3 5 TOOL CALL 1 Z S 2400 6 L X+5 Y-7 Z+2 R0 FMAX M03 7 L Z-3 RL F40 M 8 L Y+51 R F80 M 9 L X+45 R F M 10 L Y+5 R F M 11 L X-10 R F M 12 L Z+2 R0 FMAX M 13 L X-7 Y-7 R0 FMAX M 14 L Z-3 R0 F40 M 15 L X+50 Y+56 R F M 16 L Y+60 R F M 17 L Z+2 R0 FMAX M 18 TOOL CALL 2 Z S 2500 19 L X+13 Y+62 R FMAX M03 20 L Z-3 RL F40 M 21 L Y+18 R F80 M 22 L Z+20 R0 FMAX M 23 STOP M02
Heidenhain Programmbeispiel Fräsen für Einsteiger
Heidenhain-Beispiel für ein einfaches Schlitzfräsprogramm
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- Haas G71-Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- Beispielprogramm für CNC-Fräsen
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- Programmbeispiel L930 Kreistasche fräsen Sinumerik 840C
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- Programmbeispiel für CNC-Fräsen G70 Lochkreis
- Haas M98-Unterprogrammaufruf mit einfachem Beispielcode
- Programmierbeispiel Siemens Sinumerik Milling