


5-Achsen-Schlagworte:Lernen Sie die Fachsprache
Wie jede andere Form von Technologie in unserer Branche hat die 5-Achsen-Fertigung ihr ganz eigenes Vokabular und eine Liste technischer Schlagworte. Obwohl viele der unten beschriebenen Funktionen als allgemein angesehen werden können, sind einige nur bei den fortschrittlicheren Maschinensteuerungen zu finden. Für jeden, der sich mit der 5-Achsen-Bearbeitung beschäftigt, kann das Verständnis dieser Schlagworte ein großer Vorteil sein – und ihn möglicherweise davon abhalten, eine uninformierte Entscheidung zu treffen, die er später bereuen könnte.
Tool Center Point Management (TCPM) :von einigen Herstellern auch als RTCP bezeichnet – ist eine der leistungsstärkeren Funktionen und kann einen erheblichen Einfluss auf den gesamten mehrachsigen Bearbeitungsprozess haben. TCPM bietet dem Programmierer die Möglichkeit, Programme zu erstellen, die „unabhängig“ von den Maschinenkoordinaten selbst sind, und ermöglicht es dem Benutzer, beim Einrichten des Jobs oder Programmierens des Teils einfach auf einen einzelnen Punkt auf dem tatsächlichen Werkstück zu verweisen – ohne sich Gedanken darüber zu machen, wo der eigentliche ist Teileplatz befindet sich auf der Maschine. Ohne TCPM müssen die Punktdaten im Programm Bewegungen relativ zu den Maschinenkoordinaten und Rotationsmittellinien referenzieren, und die gesamte Programmierung ist „abhängig“ von der tatsächlichen Position des Werkstücks innerhalb des Arbeitsbereichs der Maschine. Zum Beispiel:Ohne TCPM muss das Teil auf der Maschine positioniert und eingespannt werden, bevor das Programm überhaupt erstellt werden kann, und der tatsächliche Abstand des Werkstücks von den Mittellinien der Maschine muss im Programm berücksichtigt werden ... was normalerweise der Fall ist Dies wird durch physisches Bewegen des Volumenkörpermodells im CAM-Raum erreicht, und zwar um den exakten Abstand von Null, wie er sich in der Maschine befindet. Aus diesem Grund sagen wir, dass das Programm ohne TCPM von der Maschinenkoordinate ABHÄNGIG ist. Ohne TCPM müsste der Bediener, wenn kleine Anpassungen vorgenommen werden müssen, zum CAM-System zurückkehren, das Volumenkörpermodell um den erforderlichen Betrag verschieben, das Programm erneut veröffentlichen, das Programm erneut in die Maschine laden und den Schnitt erneut versuchen. Auf einer Maschine mit TCPM könnte der Bediener in demselben Szenario eine einfache Anpassung an der Teileeinrichtung oder Arbeitskoordinate vornehmen und das Teil erneut bearbeiten. Hoffentlich können Sie sehen, dass die Verwendung von TCPM die Dinge VIEL einfacher macht, wenn Sie das nächste Mal denselben Job einrichten müssen.
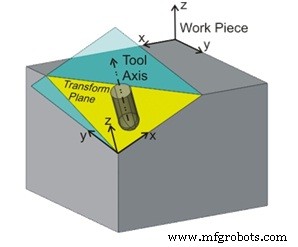
Ebene transformieren :eine Arbeitsebene, die in Bezug auf unsere ursprüngliche Maschinenkoordinaten-Arbeitsebene positioniert ist. Wenn Sie darüber nachdenken, ist Transform Plane wirklich die Magie, die die 5-Seiten-Programmierung so einfach macht und die es uns ermöglicht, alle fünf Seiten eines Werkstücks individuell innerhalb eines einzigen Programms zu steuern – zunächst, indem wir uns auf einen anderen Ursprungspunkt beziehen können für jeder Seite des Werkstücks, und zweitens, indem es uns ermöglicht wird, eine flache Arbeitsebene zu bestimmen, um unseren Fräser während der Bearbeitung zu steuern. Da Merkmale auf einer Blaupause meistens in Bezug auf einen einzelnen Punkt auf jeder Seite des Teils gezeichnet werden (und normalerweise nicht derselbe Punkt, den wir für unsere anfängliche Einrichtung des Teils verwendet haben), ist die Möglichkeit, diese mehreren Ursprungspunkte zu bestimmen, äußerst wichtig. Ohne die Möglichkeit, einzelne Arbeitsebenen umzuwandeln, könnten Festzyklen wie die G83-Bohrzyklen auf keiner Seite des Werkstücks außer der Oberseite verwendet werden, da die Werkzeugachse senkrecht zur Seite des zu bohrenden Werkstücks sein muss.
Oberfläche normal :Dies ist eigentlich überhaupt kein Bearbeitungsbegriff, wird aber definitiv zu einem notwendigen Schlagwort, mit dem man sich bei der Programmierung in 5-Achsen vertraut machen muss. Der Begriff bezieht sich auf einen axialen Vektor (oder eine Linie), der senkrecht zu einer bestimmten Oberfläche auf einem beliebigen Volumenmodell ist. Festkörpermodelle werden konstruiert, indem eine Vielzahl von Oberflächen miteinander verbunden werden, um eine bestimmte Form zu erzeugen. Ein Programmierer bestimmt immer einen Werkzeugneigungsvektor, der sich auf die Oberflächennormale bezieht. Wenn Sie beispielsweise möchten, dass das Werkzeug senkrecht zu jeder Oberfläche bleibt, während sich der Fräser entlang der Form bewegt, würden Sie sagen, dass das Werkzeug „normal zur Oberfläche“ ist. Wenn Sie also möchten, dass das Werkzeug bei der Bewegung entlang der Form zur einen oder anderen Seite geneigt wird, würden Sie einen Plus- oder Minus-Neigungswinkel festlegen … und dieser Winkel würde sich auf die senkrechte Flächennormale beziehen.
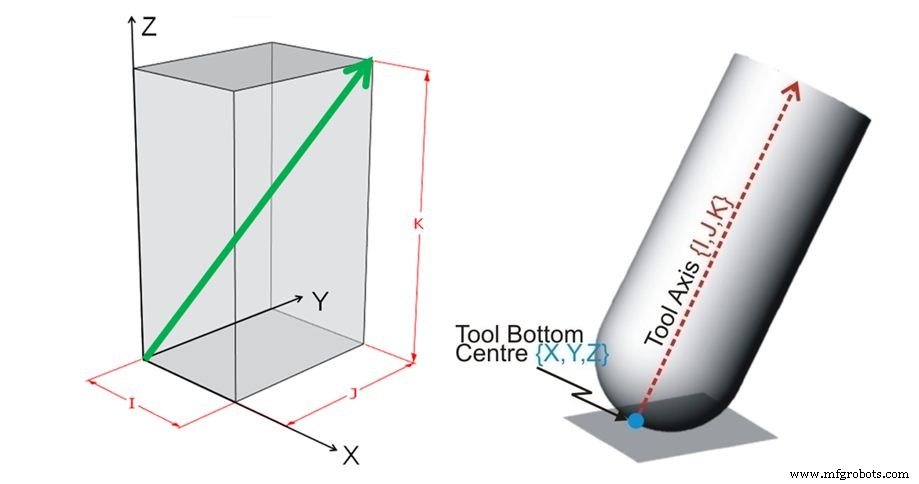
Werkzeugvektor :bezieht sich auf den Winkel, in dem ein Werkzeug vom XYZ-Kontaktpunkt weg geneigt ist. Dieser Winkel wird durch einen Satz von IJK-Werten in jeder Zeile des G-Codes in einem Programm gesteuert, und die Werte können entweder positive oder negative Zahlen sein. Obwohl Vektoren keine relativen Maßeinheiten haben und weder metrische noch Zollwerte sind, finde ich, dass es der Einfachheit halber hilfreich ist, sich diese Werte als gemessene Entfernungen vorzustellen, wenn der angegebene Neigungswinkel und die Richtung visualisiert werden … zum Beispiel:wenn ich die Linie von sehe Code X2.0 Y2.0 Z.125 I.50 J.50 K.70 in einem Programm kann ich den Neigungswinkel des Werkzeugs leicht in meinem Kopf visualisieren. Die XYZ-Werte werden offensichtlich verwendet, um die untere Mitte des Werkzeugs an der vorgesehenen Stelle zu positionieren, und die IJK-Werte bezeichnen die Richtung und den Betrag der Neigung – der Buchstabe I ist gleichbedeutend mit der X-Achse, J ist gleichbedeutend mit der Y-Achse , und das K ist gleichbedeutend mit der Z-Achse. Stellen Sie sich daher einen Punkt vor, der 0,50 Zoll positiv in der X-Achse vom Kontaktpunkt, 0,50 Zoll positiv in der Y-Achse und 0,70 Zoll höher in der positiven Z-Richtung ist. Stellen Sie sich nun eine Linie vor, die zwischen dem XYZ-Kontaktpunkt und dem Punkt im Raum gezogen wird, der durch die IJK-Abstände erzeugt wird … das ist der Werkzeugvektor, der als Werkzeug bezeichnet wird.
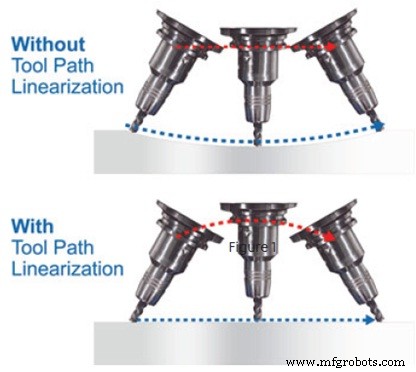
Werkzeugweg-Linearisierung: die Fähigkeit, den Tooltip linear zwischen zwei Punkten zu steuern. Ohne die Funktion hat die Programmierung nur die Kontrolle über zwei Punkte in einer Bewegung der Werkzeugspitze – Punkt „A“ am Anfang der Bewegung und Punkt „B“ am Ende der Bewegung. Alles, was zwischen diesen beiden Punkten passiert, ist unkontrolliert, und man kann sagen, dass die Maschine „blind“ die Bewegung ausführt. Bei aktivierter Werkzeugbahnlinearisierung koordiniert die Maschine jedoch alle Achsen der Maschine, um sicherzustellen, dass sich die Werkzeugspitze in einer linearen Bewegung bewegt – zwischen den beiden Punkten – und hebt oder senkt sogar die Z-Achse, falls erforderlich. In den Beispielbildern unten können Sie sehen, dass die QuickInfo das Teil ohne aktive Linearisierung dramatisch aushöhlen würde … aber mit aktivierter Linearisierung bewegt sich das Werkzeug in einer geraden Linie zwischen den Start- und Endpunkten. Dies ermöglicht nicht nur eine bessere Kontrolle über den Tooltip während der Bearbeitung, sondern kann auch zu kleineren Programmen führen … da die Bewegungen nicht in so kleine Bewegungen aufgeteilt werden müssen, um das Fehlen angemessener Tooltip-Steuerelemente auszugleichen.

CNC-Maschine
- Die Geschichte der Bohrwerke
- Die besten CNC-Marken
- Die Geschichte der Drehmaschine
- Die Grundlagen der Fräsmaschine verstehen
- Die heutigen Fertigungstrends:Auswahl der besten CNC-Werkzeugmaschine für den Job
- 7 Schritte zur Auswahl der richtigen CNC-Werkzeugmaschine
- Erfahren Sie, wie Sie die Leistung Ihrer 5-Achsen-Maschine steigern können
- Was sind die Anwendungen einer 5-Achsen-CNC-Maschine?
- Die Vorteile der 5-Achsen-CNC-Bearbeitung
- Das Herz der Werkzeugmaschine:Werkzeugmaschinenspindeln.