


Elektroerosionsbearbeitung:Prinzip und Fertigungsanwendungen
Hersteller wenden sich häufig der Elektroerosion (EDM) zu, wenn traditionelle Bearbeitungsmethoden an ihre Grenzen stoßen. Der EDM-Prozess beinhaltet die Verwendung von Wärmeenergie, um überschüssiges Material von einem Objekt zu entfernen und die erforderliche Form für eine Aufgabe zu erzeugen. Es ist nicht das beliebteste verfügbare CNC-Bearbeitungsverfahren. Ingenieure verlassen sich jedoch darauf, um Teile herzustellen, die nicht maschinell bearbeitet werden können.
EDM ähnelt Prozessen wie dem Laserschneiden. Es erfordert oder verwendet keine mechanische Kraft, um das überschüssige Material zu entfernen. Aus diesem Grund betrachten viele Menschen es als einen nicht traditionellen Herstellungsprozess. Dieser Prozess hilft beim Formen und Werkzeugbau für eine Vielzahl von Branchen. In diesem Artikel werden wir untersuchen, wie es funktioniert, die verschiedenen verfügbaren Typen sowie seine Vorteile und Anwendungen. Lassen Sie uns direkt eintauchen!
Was ist EDM ?
Vielleicht sind Ihnen schon Begriffe wie Funkenerosion, Senkerodieren, Drahterodieren oder Funkenerodieren begegnet. Einige Ingenieure und Hersteller verwenden diese Begriffe, um sich auf die elektrische Entladungsbearbeitung (EDM) zu beziehen. Aber was ist EDM? Einfach ausgedrückt bedeutet EDM das Entfernen von überschüssigem Material von einem Werkstück unter Verwendung von Wärmeenergie.
Wie bereits erwähnt, erfordert der EDM-Prozess keine mechanische Kraft. Dieser Herstellungsprozess stellt sicher, dass Ingenieure nur durch elektrische Entladungen zu den gewünschten Formen gelangen. Es handelt sich um ein hochpräzises Verfahren, bei dem kein Werkzeug am Werkstück eingesetzt wird. Wenn Sie harte Materialien wie Titan bearbeiten oder komplexe Formen formen müssen, ist EDM oft der richtige Weg.
Wie funktioniert die Funkenerosionsbearbeitung?
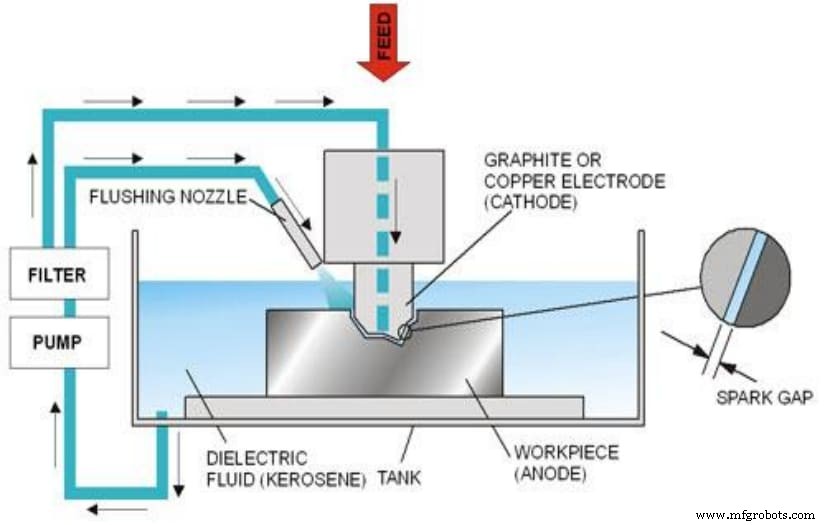
Während die Definition einfach erscheinen mag, ist der physikalische Prozess etwas komplexer. Das Entfernen von Material von einem Werkstück unter Verwendung von EDM erfolgt durch eine Reihe von wiederkehrenden schnellen Stromentladungen zwischen Elektroden. Diese Elektroden werden unter Verwendung einer dielektrischen Flüssigkeit getrennt. Dann wird eine Spannung durch das Dielektrikum geschickt. Es ist wichtig zu beachten, dass die EDM-Fertigung nur für elektrisch leitfähige Materialien funktioniert.
Eine dieser Elektroden dient dazu, die Form zu ändern, um genau dem Zweck zu entsprechen. Diese Elektrode ist die Werkstückelektrode oder die „Anode“. Die andere Elektrode ist die Werkzeugelektrode oder die „Kathode“. Das Grundprinzip dieses Verfahrens ist die Erosion des Materials mit einem kontrollierten elektrischen Funken. Dazu dürfen sich die beiden Elektroden nicht berühren.
Es gibt das Anlegen einer Potentialdifferenz über das Werkstück und die Elektrode in Impulsform. Wenn sich die Elektrode näher an das Werkstück heranbewegt, nimmt das in dem kleinen Spalt zwischen ihnen vorhandene elektrische Feld zu. Dies wird fortgesetzt, bis es das Abbauvolumen erreicht.
Die elektrische Entladung bewirkt eine extreme Erwärmung des Materials. Die Erwärmung führt zum Wegschmelzen einiger Teile des Materials. Ein stetiger Fluss des Dielektrikums hilft, das überschüssige Material zu entfernen. Die Flüssigkeit unterstützt auch die Kühlung während des Bearbeitungsprozesses.
Arten der elektroerosiven Bearbeitung
Der EDM-Prozess ist einzigartig und konventionell. Dies bedeutet jedoch nicht, dass es nur einen Ansatz für diesen Prozess gibt. Es gibt drei verschiedene Arten von EDM. Dies hilft sicherzustellen, dass es alternative Methoden gibt, wenn ein Typ nicht angemessen passt. Zu den verschiedenen Arten der Funkenerosion gehören:
Drahterosion
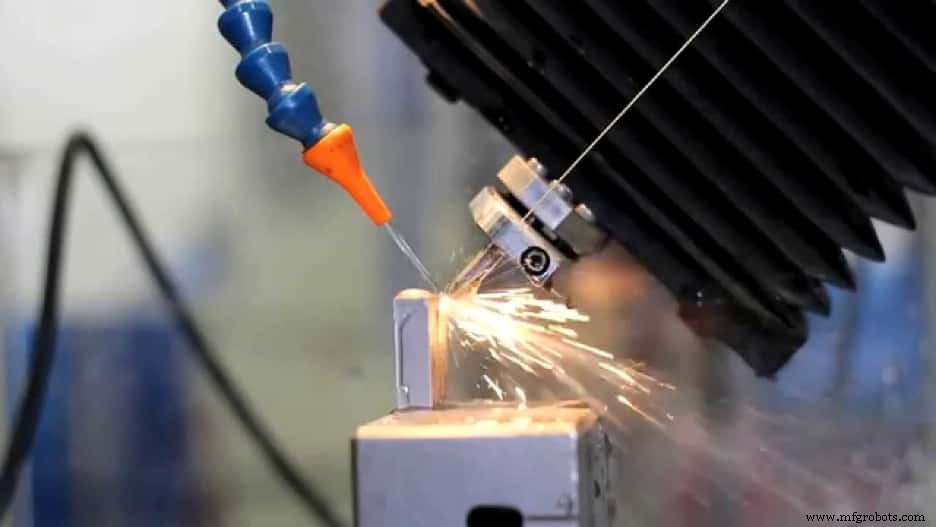
Drahterodieren, manchmal auch als Drahterosion oder Funkenerodieren bezeichnet, ist ein beliebtes Verfahren. Dabei wird ein Messingdraht oder dünnes Kupfer verwendet, um das Werkstück zu schneiden. Dabei fungiert der dünne Draht als Elektrode. Die dielektrische Flüssigkeit ist in diesem Fall üblicherweise deionisiertes Wasser. Während des Prozesses erfolgt das kontinuierliche Abrollen des Drahtes von einer automatischen Zuführung über eine Spule.
Dies liegt daran, dass die elektrische Entladung durch das Werkstück und den Draht beeinträchtigt werden kann. Daher besteht ein Bedarf für einen neuen Entladungsweg im Schnitt. Dieser Ansatz funktioniert sehr gut. Ingenieure müssen jedoch beachten, dass der Draht vollständig durch das Werkstück geführt werden muss. Daher erzeugt es im Wesentlichen zweidimensionale Schnitte in dreidimensionalen Teilen. Sie erhalten in der Regel Ergebnisse, die denen herkömmlicher CNC-Bearbeitungsverfahren ähneln.
Locherosion
Wie der Name schon sagt, hilft Hold Drilling EDM explizit beim schnellen Bohren von Löchern. Die Elektroden für die Locherosion sind röhrenförmig, sodass das Dielektrikum leicht durch die Elektroden fließen kann.

Im Gegensatz zu herkömmlichen Bohrverfahren können mit Locherodieren sehr kleine und tiefe Löcher bearbeitet werden. Außerdem müssen diese Löcher nicht entgratet werden. Unabhängig von der Metallhärte oder -art ermöglicht dieses Verfahren das effektive Bohren von Präzisionslöchern schneller als die herkömmlichen Methoden.
Senkerodieren
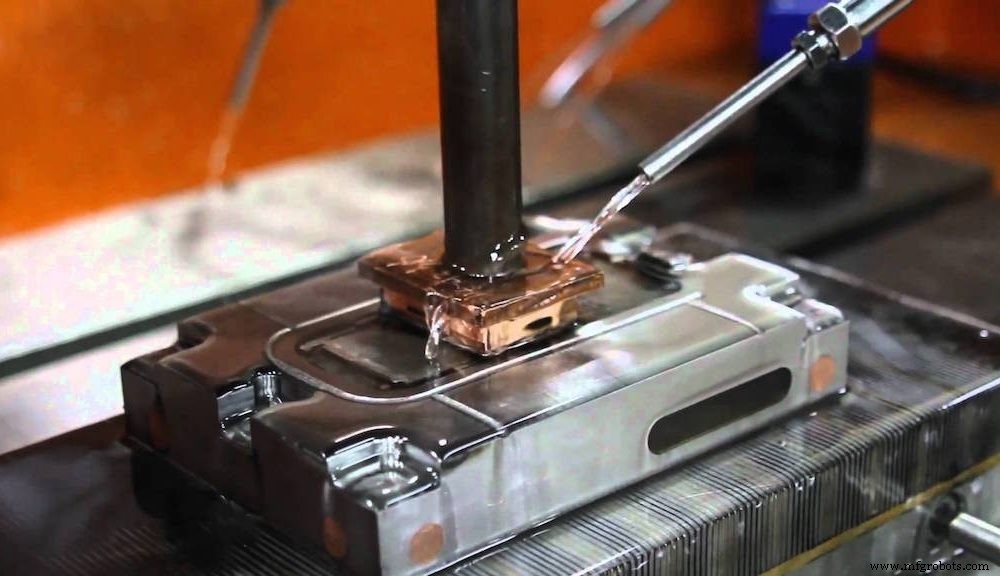
Dies ist die herkömmliche EDM, die auch als Ram EDM, Die Sinking oder Cavity Type EDM bezeichnet wird. Hohlraumtyp, weil er komplexe Hohlraumformen für verschiedene Gussanwendungen wie Kunststoffspritzguss erzeugt.

Bei diesem Verfahren werden vorbearbeitete Kupfer- oder Graphitelektroden verwendet, um ein „Positiv“ der erforderlichen Form zu bilden. Dann erfolgt das Eindrücken der Elektrode in das Werkstück, um ein Negativ der ursprünglichen Materialform zu erzeugen. Einige Faktoren können die Wahl des Elektrodenmaterials beim Senkerodieren beeinflussen. Dazu gehören die Abbrandfestigkeit der Elektrode und ihre Leitfähigkeit, die in der Regel leichter zu bearbeiten ist als Graphit als Kupfermaterial. Kupfer ist jedoch stärker und förderlicher.
Vorteile der Funkenerosion
Mit der EDM-Fertigung sind mehrere einzigartige Vorteile verbunden. Einige davon sind:
1. Arbeiten an jeder Art von elektrisch leitfähigem Material
Wenn Sie an die EDM-Fertigung denken, fällt Ihnen als Erstes die Fähigkeit ein, eine breite Palette von Materialien zu bearbeiten. Solange Ihr Material elektrisch leitfähig ist, ist EDM immer das richtige Verfahren. Dies ermöglicht die Bearbeitung von Teilen, die mit herkömmlichen Bearbeitungsverfahren schwierig sind. Dazu gehören Teile aus Titan und Wolframkarbid.
2. Es ist keine mechanische Kraft beteiligt
Ein weiterer entscheidender Vorteil ist, dass keine mechanische Kraft auf das Werkstück ausgeübt wird. Daher müssen Sie sich keine Gedanken über die Erzeugung zerbrechlicher Umrisse machen. Dies wird einfach, da vor dem Entfernen des Materials keine hohe Schneidkraft erforderlich ist. Da kein Kontakt zwischen Werkzeug und Werkstück auftritt, gibt es auch keine mechanischen Belastungen.
3. Ermöglicht verschiedene Formen und Tiefen
Mit EDM scheint das Erreichen von Formen und Tiefen mit einem Schneidwerkzeug unmöglich. Es ist ein effektives Verfahren zur Tiefenbearbeitung mit sehr hohen Werkzeuglängen und Durchmesserverhältnissen. Mit dem EDM-Verfahren können Sie problemlos scharfe Innenecken, schmale Schlitze und tiefe Rippen schneiden.
4. Fördert eine bessere Oberflächenbeschaffenheit
Die Hersteller argumentieren auch, dass die Oberflächenbeschaffenheit beim Spritzgießen mit EDM oft besser ist als mit herkömmlichen Methoden. Dies mag zutreffen, da der EDM-Prozess Oberflächen mit hoher Präzision und feinen Oberflächen verleiht.
5. Arbeiten an gehärtetem Material
Andere herkömmliche Bearbeitungsprozesse müssen vor dem Härten des Werkstücks durchgeführt werden. Auf gehärtetem Material hingegen funktioniert EDM perfekt. Daher ist es einfach, mögliche Verformungen durch die Wärmebehandlung zu vermeiden.
Die EDM-Fertigung ist eine großartige Option für die Teileproduktion und hat definitiv viele Vorteile bei der Herstellung hochpräziser Teile mit den gewünschten Formen. Wenn Sie komplexe Teile herstellen müssen, ziehen Sie den EDM-Prozess in Betracht oder entscheiden Sie sich für RapidDirect, das sich auf den hochpräzisen Rapid-Prototyping-Service konzentriert.
Anwendungen der Funkenerosionsbearbeitung
EDM ist besonders in der Kleinserienfertigung bekannt, die mehrere Prozesse ermöglicht. Diese Prozesse umfassen Fräsen, Drehen, Bohren kleiner Löcher und mehr. Dieses einzigartige Verfahren ist auch für eine Vielzahl von Branchen wertvoll, von der Automobil- bis zur Luft- und Raumfahrtindustrie.
Diese Technik ist in der Lage, einzigartige und präzise Formen zu erstellen, und hilft bei den folgenden Anwendungen:
Spritzguss
Das Erreichen der richtigen Dimension, Tiefe und Form einer Form hängt normalerweise von EDM ab. Es ist das wichtigste Spritzgussverfahren, das von Werkzeugherstellern verwendet wird. Drahterodieren ist der Haupttyp, der in diesem Fall verwendet wird.

Da beim Spritzgießen verschiedene filigrane und komplexe Werkstücke erforderlich sind, ist dies normalerweise die beste Methode. Darüber hinaus erzeugt es oft eine hochpräzise und feine EDM-Oberflächengüte.
Bohren kleiner Löcher
Elektroerosionsbearbeitung ist eine schnelle und einzigartige Methode, um präzise tiefe kleine Löcher in Materialien zu bohren, unabhängig von ihrer Härte.
Beim Bohren von Löchern werden die elektrischen Entladungen mithilfe eines Elektrodenrohrs aus Messing auf das Material geleitet. Dies hilft, Löcher mit verschiedenen kleinen Abmessungen zu erzeugen. Das Spannende ist, dass es Löcher auf geneigten Flächen und anderen herausfordernden Positionen machen kann.
Druckguss
EDM eignet sich auch sehr gut für Anwendungen im Werkzeugbau. Die Herstellung hochgradig maßgeschneiderter Matrizen erfordert extreme Genauigkeit. Diese Matrizen haben scharfe Innenecken, tiefe Rippen und andere komplizierte Merkmale.

Außerdem werden Matrizen oft aus sehr harten Stahllegierungen hergestellt. Diese Legierungen sind mit herkömmlichen Methoden normalerweise schwieriger zu bearbeiten. Die harten Stahllegierungen müssen möglicherweise vor der Wärmebehandlung nachbearbeitet werden, was die Detailgenauigkeit beeinträchtigen kann. Daher ist der Einsatz des EDM-Prozesses angemessener.
Schlussfolgerung
Elektroerosion ist nach wie vor die Antwort auf hochanspruchsvolle Bearbeitungsanwendungen. Es hilft Ingenieuren, Materialien umzuformen, wo traditionelle Methoden schwierig oder unmöglich sind. Dieser einzigartige Prozess trägt zur Herstellung hochwertiger Komponenten bei.
Bei RapidDirect sind unsere EDM-Prozesse die perfekten Lösungen für Ihre Fertigungsanforderungen. Dieser Prozess ermöglicht es uns, hochpräzise Schnitte zu erstellen, und er funktioniert gut für jedes leitfähige Material. Auf diese Weise können wir Sie besser bedienen, unabhängig von Ihren Teileanforderungen und Anwendungen. Laden Sie noch heute Ihre Designdatei hoch und Sie erhalten sofort ein Angebot. Alle unsere Dienstleistungen sind zu wettbewerbsfähigen Preisen erhältlich.
CNC-Maschine
- Arten und Klassifizierung von Bearbeitungsprozessen | Fertigungswissenschaft
- EDM-Bearbeitung:Aufbau und Arbeitsprinzip besprochen
- Warum Elektroerosionsbearbeitung gegenüber anderen Techniken beliebt ist?
- Was ist Funkenerosion (EDM)?
- Elektroerosionsmaschinen (EDM) Typen, Vor- und Nachteile
- Senkerodieren vs. Drahterodieren:Hauptunterschiede und Anwendungen
- Jenseits der CNC:Was ist Funkenerosion?
- CNC-Bearbeitung:Ein wichtiger Prozess in der Fertigung
- Elektroerosionsbearbeitung oder Funkenerosionsprozess erklärt
- Unterschiede und Anwendungen von Senkerodieren und Drahterodieren