


Fanuc CNC-Programmbeispiel
Hier ist ein CNC-Programmbeispiel für die Fanuc-CNC-Steuerung. Dies ist ein sehr einfaches und einfaches CNC-Programmbeispiel, das auch gezeigt wird
- Verwendung von G02 Arc/Radius im Fanuc-CNC-Programm
- Verwendung von Chamfer im Fanuc-CNC-Programm
- Verwendung von Werkzeugspitzenkompensation G42/G40
- Verwendung von G92 Maximale Spindeldrehzahl
- Verwendung von G96 Konstante Schnittgeschwindigkeit
Fanuc CNC-Programmbeispiel
Fanuc CNC-Programmcode
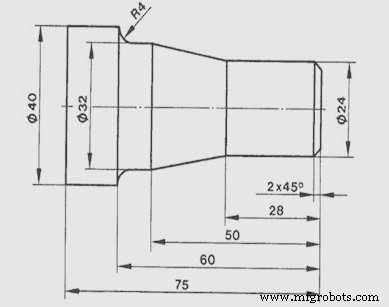
N10 T2 N20 G92 S1200 M42 N30 G96 S150 M04 N40 G00 X-1 Z5 M08 N50 G01 Z0 G42 F0.2 N60 G01 X24 C2 N70 G01 Z-28 N80 G01 X32 Z-50 N90 G01 Z-56 N100 G02 X40 Z-60 R4 N110 G01 Z-75 N120 G01 X60 G40 N130 G00 X150 Z100 N140 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel