


Steuern des Gewindezustellwinkels mit dem Fanuc G76-Gewindezyklus
Kurz beschrieben, wie der Gewindezustellwinkel während der Gewindebearbeitung auf einer CNC-Maschine mit Fanuc CNC-Steuerung gesteuert wird.
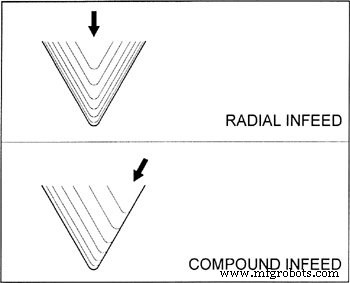
Sehen Sie sich am besten das Video an ( Thread Infeed Tips from Sandvik Coromant a Video ), das kurz den Unterschied der Gewindeeinlaufwinkel und die Vor- und Nachteile verschiedener Gewindeeinlaufwinkel beschreibt.
Der Fanuc G76-Gewindezyklus gibt uns volle Flexibilität, um das Gewinde so zu gestalten, wie wir es möchten.
Fanuc G76 Gewindeschneidzyklus
N5 G76 P010060 Q100 R0.05 N6 G76 X30 Z-20 P1024 Q200 F2
Steuern des Gewindezustellwinkels mit dem Fanuc-Gewindezyklus G76
G76 :Gewindeschneidzyklus Parameter P P besteht eigentlich aus mehreren Werten, die das Thread-Verhalten steuern,
- 01 :Anzahl der Federschnitte, die Sie nach Belieben ändern können.
- 00 :Faden läuft bei 45 Grad aus
- 60 :Gewindeeinlaufwinkel / Flankenwinkel
Alle Parameter des Fanuc-Gewindezyklus G76 werden hier ausführlich erklärt. Die Werte mit P sind eigentlich 03 Wertepaare, das letzte Paar dient zur Steuerung des Fadeneinlaufwinkels jedes Durchgangs für das Einfädeln. Sie können die fette Linie oben mit dem Wert 60 sehen.
G76 Gewindeschneidzyklus mit 60 Grad Zustellwinkel für 60 Grad Gewinde (Compound Infeed/Flank Infeed)
Wenn Sie 60 für den Zustellwinkel eingeben, wird dadurch die Vorderkante des Gewindeeinsatzes am meisten belastet.
G76 Gewindeschneidzyklus mit 55 Grad Zustellwinkel für 60 Grad Gewinde
Wenn Sie für die standardmäßigen 60-Grad-Gewinde 55 für den Zustellwinkel eingeben, wird die Vorderkante oder Vorderkante des Gewindeeinsatzes hauptsächlich belastet und auch die Hinterkante des Gewindeeinsatzes wird geringfügig belastet.
G76 Gewindeschneidzyklus mit 0 Grad Zustellwinkel (radiale Zustellung)
Wenn Sie für den Zustellwinkel 0 eingeben, wird das gesamte Profil des Gewindeeinsatzes belastet.
Vierkantgewinde benötigen immer eine gerade radiale Zustellung (Stechzustellung).
G76 Gewindeschneidzyklus empfohlene Zustellwinkel
Als Zustellwinkel sollten beim Fanuc-Gewindezyklus G76 folgende Winkel verwendet werden. 80, 60, 55, 30, 29, 00
CNC-Maschine
- G76-Gewindezyklus – Über die Grundlagen hinaus
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- Fanuc G76 Gewindezyklus für Dummies
- CNC Fanuc G92 Gewindeschneidzyklus
- G76 Gewindezyklus Einzeiliges Format für Fanuc 10/11/15T
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- Mach3 Turn G76 Festzyklus zum Gewindeschneiden