


Fase- und Radiusprogrammierung mit G01 G-Code
Die mit dem G-Code G01 programmierte lineare Bewegung kann durch eine Fase (C) oder einen Radius (R) mit der Bewegung des nächsten CNC-Programmsatzes verknüpft werden.
Verwandt: G01 Fase und Eckenrundung eines CNC-Programmbeispiels
G01 Fasenprogrammierung
Die Fase kann nur durch den Buchstaben C gefolgt vom Wert identifiziert werden.
N12 ….. N13 G1 X… Z… C… N14 …..
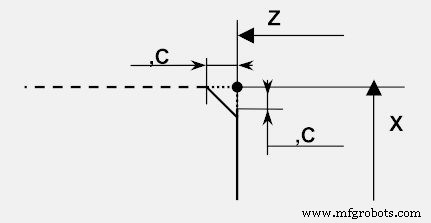
G01 Fasenprogrammierung
G01 Radiusprogrammierung
Der Radius kann einfach durch den Buchstaben R gefolgt vom Wert identifiziert werden.
N12 ….. N13 G1 X… Z… R… N14 …..
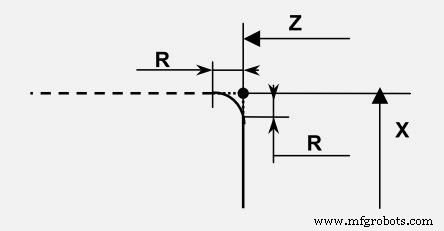
G01 Radiusprogrammierung
Für ein vollständiges CNC-Programmierbeispiel für Fase und Radius mit G01 lesen Sie den folgenden CNC-Programmierartikel
G01 Fase und Eckenrundung ein CNC-Programmbeispiel
G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel
Fertigung:Nicht nur ein Männerjob – jetzt sind Frauen in der Produktion
CNC-Maschine
- Python - Erweiterungsprogrammierung mit C
- 5-Achs-Programmierung:Programmieren mit Werkzeugvektoren?
- Einfachere 5-Achsen-Programmierung mit ASR
- Die Unterschiede zwischen G-Code und M-Code
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Vor- und Nachteile von CNC-Programmierzyklen oder CNC-Festzyklen
- CNC-Programmierprinzipien und -anwendungen
- CNC G01 Winkelprogrammierung
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode
- Füllen Sie die leere CNC-Programmierübung Außendrehen mit Radius