


G72 Bolzenloch entlang eines Winkels CNC-Beispielprogramm
Der folgende CNC-Programmiercode zeigt die Verwendung von G72-Bolzenlöchern entlang eines Winkels.
Wie der Name schon sagt, macht der G72 G-Code das Bohren/Bohren/Gewindebohren in gleichmäßigen Abständen entlang eines bestimmten Winkels sehr einfach.
Festzyklen G73, G74, G76, G77 oder G81-G89 können mit G72 Bolzenloch entlang eines Winkelbefehls verwendet werden.
G72 Schraubenlöcher entlang eines Winkelformats
G72 I J L
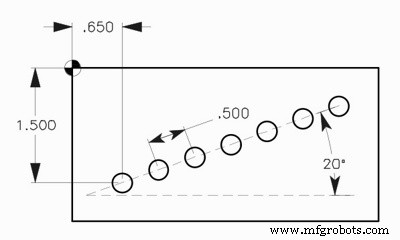
I – Abstand zwischen Schraubenlöchern entlang eines Winkels
J – Winkel der Löcher von 3 Uhr, 0 bis 360,0 Grad CCW.
L – Anzahl gleichmäßig verteilter Löcher entlang eines Winkels
Weitere Informationen G72 Schraubenlöcher entlang eines Winkels – CNC-Fräsprogrammierung
CNC-Programmbeispiel G72 Schraubenloch entlang eines Winkels
G72 Schraubenloch entlang eines Winkels
O0009 N10 T3 M06 N20 G90 G54 G00 X0.65 Y-1.5 (Start position of bolt holes along an angle) N30 S1451 M03 N40 G43 H03 Z1. M08 N50 G81 G99 Z-0.45 R0.1 G72 I0.5 J20. L7 F8. N60 G80 G00 Z1. M09 N70 G53 G49 Z0. M05 N80 M30
Fagor CNC-Handbücher zum kostenlosen Download
G72 Schraubenlöcher entlang eines Winkels – CNC-Fräsprogrammierung
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- CNC M-Code M00 Programmstopp
- Beispielprogramm für CNC-Fräsen
- CNC G02 Kreisinterpolation Beispielprogramm für CNC-Fräsen im Uhrzeigersinn
- CNC G01 Winkelprogrammierung
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- G72 Schraubenlöcher entlang eines Winkels – CNC-Fräsprogrammierung
- Haas CNC G71 Bolzenlochbogenbefehl Beispielprogramm
- G71 Bolzenlochbogen – CNC-Fräsprogrammierung