


Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
Da Festzyklen für CNC-Maschinen für Anfänger auf CNC-Maschinen schwer zu erlernen und zu programmieren scheinen, zahlen sie sich auf lange Sicht aus.
Als Festzyklus erleichtert CNC-Maschinisten das Leben, da Sie mit der Änderung weniger Parameter ihr Verhalten vollständig an Ihre Bearbeitungsanforderungen anpassen können.
Hier ist ein Beispielcode für ein CNC-Programm, der die Verwendung und Programmierung des Fanuc G72 Facing Cycle demonstriert.
Fanuc G72 Plandrehzyklus
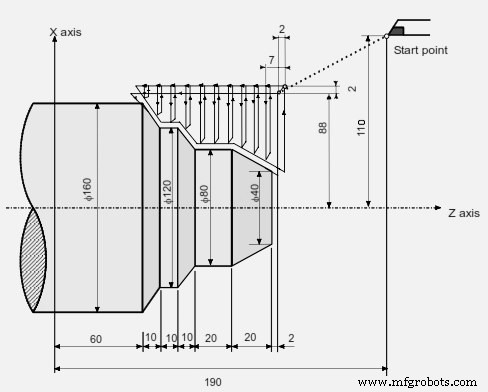
Der Fanuc G72-Plandrehzyklus wird verwendet, um zusätzliches Material von der Bauteilfläche zu entfernen, indem Schnitte in Querrichtung (X-Achse) ausgeführt werden.
Verwandte:
- G72 Facing Cycle Einzeiliges Format für Fanuc 10T 11T 15T
- Fanuc G72 Facing Cycle – Materialabtrag im Facing-Doppellinienformat
Programmbeispiel
Beispielprogramm Fanuc G72 Plandrehzyklus
N011 G50 X220.0 Z190.0 N012 G00 X176.0 Z132.0 N013 G72 P014 Q019 U4.0 W2.0 D7000 F0.3 S550 N014 G00 Z56.0 S700 N015 G01 X120.0 W14.0 F0.15 N016 W10.0 N017 X80.0 W10.0 N018 W20.0 N019 X36.0 W22.0 N020 G70 P014 Q019
Wie der obige Code zeigt, ist die Bearbeitungskontur von N014 bis N019, wie mit G72 P014 Q019
angegebenDer G72-Festzyklus benötigt jeweils D7000 (7 mm) Schnitt.
Schlichtzugabe auf der X-Achse ist U4.0 und auf der Z-Achse ist W0.2
Während des Festzyklus ist der Werkzeugvorschub F0.3 und die Spindeldrehzahl ist S550 wie in Block N013 angegeben
Nach Abschluss des Festzyklus wird G70 Schlichtzyklus mit den gleichen Satznummern wie P014 Q019 aufgerufen.
Die Vorschub- und Spindeldrehzahl verhalten sich normal wie ein normales CNC-Programm,
Als Spindeldrehzahl wird S700 in Satz N014
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC Fanuc G72 Festzyklus Plandrehen
- Fanuc CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- G72 Facing Cycle Einzeiliges Format für Fanuc 10T 11T 15T