


Mehrfachbogen-CNC-Fräsprogramm G2 G3 I J
CNC-Fräsmaschinenprogramm, das mehrere Bögen kombiniert/verbindet.
Mehrfachbogen-CNC-Fräsprogramm G2 G3 I J
CNC-Teileprogramm
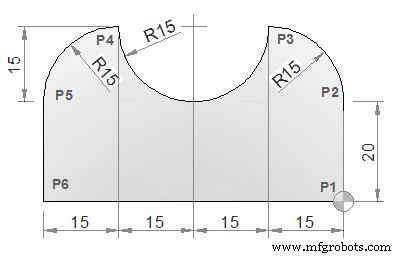
N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X0 Y0 (P1) N25 G1 Y20 (P2) N30 G3 X-15 Y35 I-15 J0 (P3) N35 G2 X-45 Y35 I-15 J0 (P4) N40 G3 X-60 Y20 I0 J-15 (P5) N45 G1 Y0 (P6) N50 G1 X0 (P1) N55 M30
Erklärung der G M S T-Codes
| Code | Beschreibung |
|---|---|
| G0 | Eilgang |
| G1 | Lineare Interpolation |
| G2 | Kreisinterpolation CW |
| G3 | Kreisinterpolation CCW |
| G43 | Werkzeuglängenkompensation + Richtung |
| M3 | Spindelstart vorwärts im Uhrzeigersinn |
| M6 | Werkzeugwechsel |
| M30 | Programmende (Reset) |
| T | Werkzeug |
| S | Geschwindigkeit |
| F | Feed |
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- CNC-Arc-Programmierübung
- CNC M-Code M00 Programmstopp
- CNC-Programmbeispiel G03 Kreisinterpolation
- Beispielprogramm für CNC-Fräsen
- Haas CNC G71 Bolzenlochbogenbefehl Beispielprogramm
- G71 Bolzenlochbogen – CNC-Fräsprogrammierung
- CNC-Programmblock
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- Wie erstelle ich ein CNC-Programm?